¶ 1. 主要耗材工艺参数介绍
您也可以点击链接直接下载耗材参数电子Excel表格压缩包。

¶ 2. 注意事项
¶ 2.1 烘干处理:
建议在使用前对耗材进行烘干处理,并在使用过程中保持干燥,以提高打印质量,特别是对于PETG、TPU、CR-Silk、CR-PLA Matte、ENDER FAST PLA和PA(尼龙)等材料。有关耗材烘干处理的详细工艺,请参阅耗材打印前处理指南:干燥

¶ 2.2 翘曲与开裂:
一般而言,ABS、ASA、PC和PA等材料因其特性,在打印过程中容易发生翘曲和开裂。因此,建议采取相应措施以尽量避免此类问题。在Creality Print切片软件中,这类材料的默认参数已开启腔体加热功能,通常设置为50-60℃,并需在打印过程中关闭顶盖和前门。

¶ 2.3 TPU材料注意事项
不可使用创想CFS来进料TPU,因为它们容易在CFS通道中弯折,导致进退料失败。
硬度为80A、75A、70A(或更小)的TPU不建议在创想打印机上打印,因其过软,容易被挤出轮压扁,造成堵头。
为确保打印效果及稳定性,建议TPU类耗材不要通过铁氟龙管直接打印,因为铁氟龙管的阻力会增大,影响最终打印结果。
¶ 2.4 碳纤维增强材料打印
在打印PA-CF、PAHT-CF和PET-CF等碳纤维(CF)增强材料时,不推荐使用直径为0.2mm的喷嘴,以避免堵头。喷嘴直径从0.4mm增大到0.6mm,再增大到0.8mm时,打印的精细度依次下降,但堵头概率逐渐降低。建议首选0.6mm喷嘴,其次为0.4mm喷嘴(建议打印层高在0.15~0.3mm之间,打印速度上限约为100mm/s)。在使用这些材料前,建议将喷嘴温度设置为280-300℃,并用通针清理喷嘴内部残留的耗材,以降低打印过程中堵头的风险。如在打印过程中发生堵头,也需进行此清理操作,确保喷嘴内部干净后再重新打印。打印完这些材料后,如需切换到其他类型的耗材(如PLA、ABS、TPU、PETG),同样建议进行上述操作。
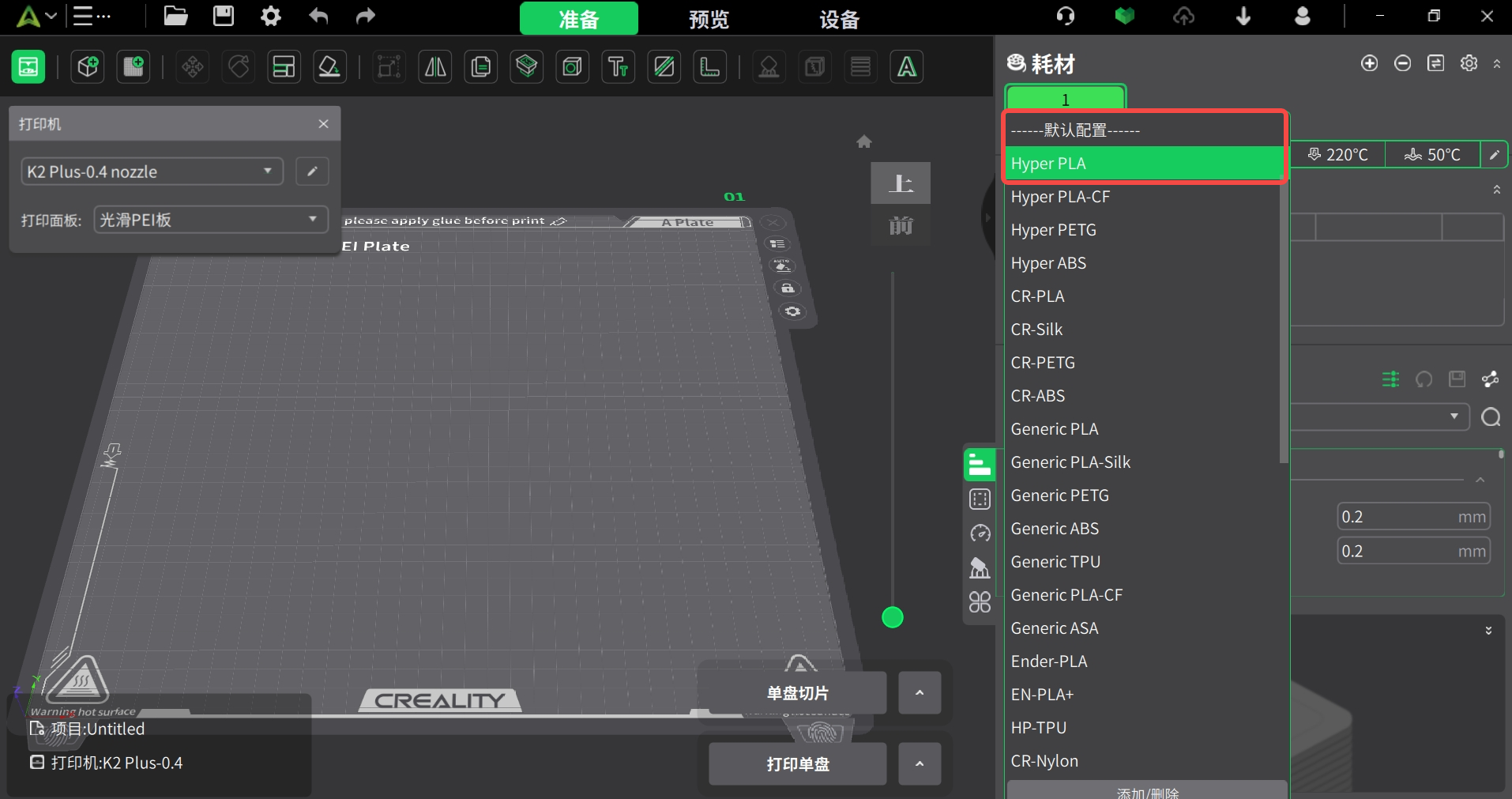
¶ 2.5 默认耗材工艺参数
建议您直接使用默认的耗材工艺参数进行打印,CrealityPrint中内置了40多种耗材。如果您所使用的耗材不在默认列表中,请选择一个与您拥有的耗材相近的配置进行打印。
¶ 3. 工艺参数应用场景说明
¶ 3.1 标准工艺参数(0.20mm Standard@K2 Plus):
0.4mm 喷嘴的默认参数,层高常规,层纹一般,兼顾打印质量和打印效率,适合大部分常规打印场景。
¶ 3.2 精细工艺参数:(0.08/0.12/0.16mm Standard@K2 Plus):
此为高质量参数,相比于此喷嘴的默认参数,层高较小,层纹更不明显,打印质量较高,但打印耗时较长,不推荐较大模型多色打印。
¶ 3.3 快速工艺参数:(0.24/0.28mm Standard@K2 Plus):
相比于此喷嘴的默认参数,层高较大,层纹较明显,打印质量较低,部分模型的打印耗时较短。