¶ TPU耗材打印及设置步骤
¶ 确保喉管中无高温耗材残留
打印TPU类耗材前建议及时清理干净喷嘴里面残留的其他类型高温耗材(尤其是打印温度高于240℃的耗材),进一步降低打印堵头的风险。
¶ 屏幕耗材设置
确保选择的耗材是TPU类型
 |
 |
由于打印流量校准图案时的打印速度与打印TPU耗材时的速度不匹配,容易造成堵塞,所以,请在打印TPU时,在“打印设置”中关闭“流量校准”和“流量比例校准。

¶ 耗材摆放
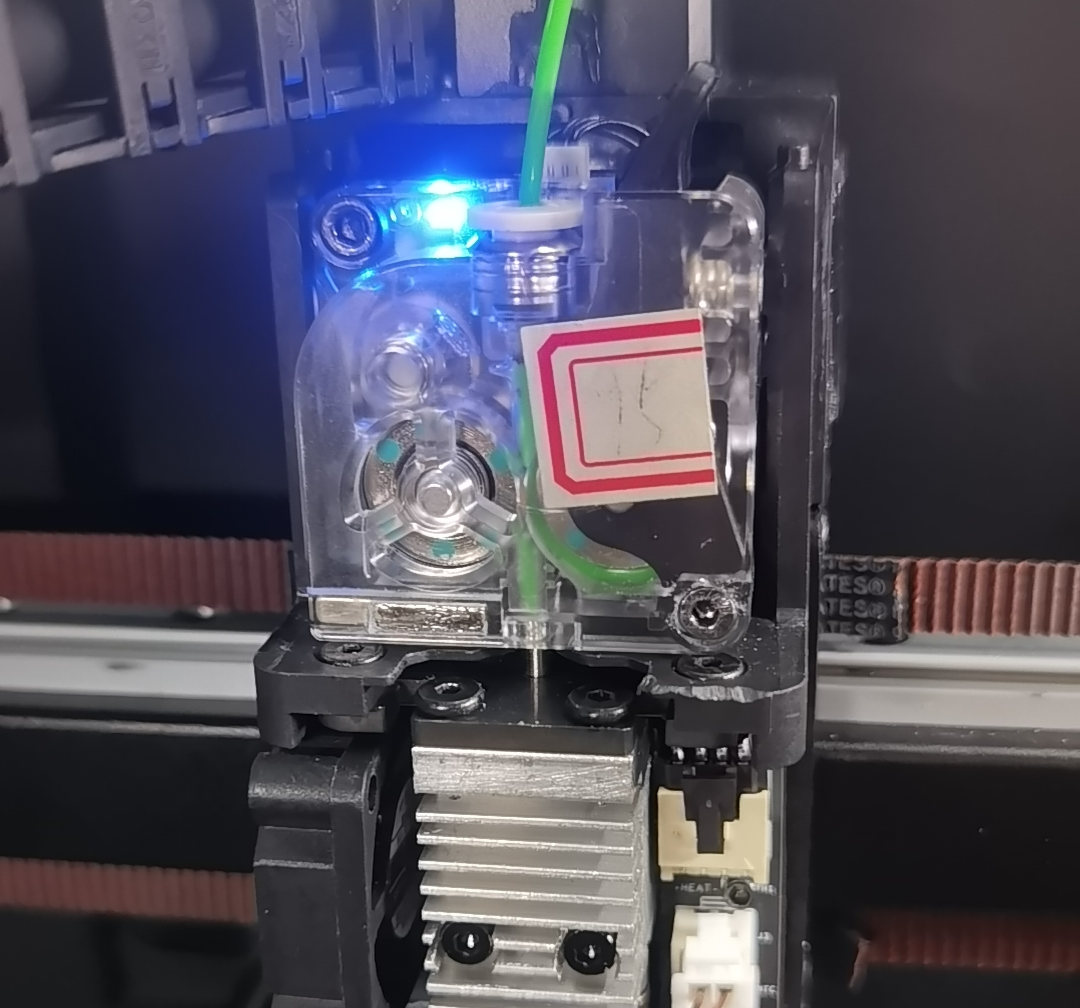
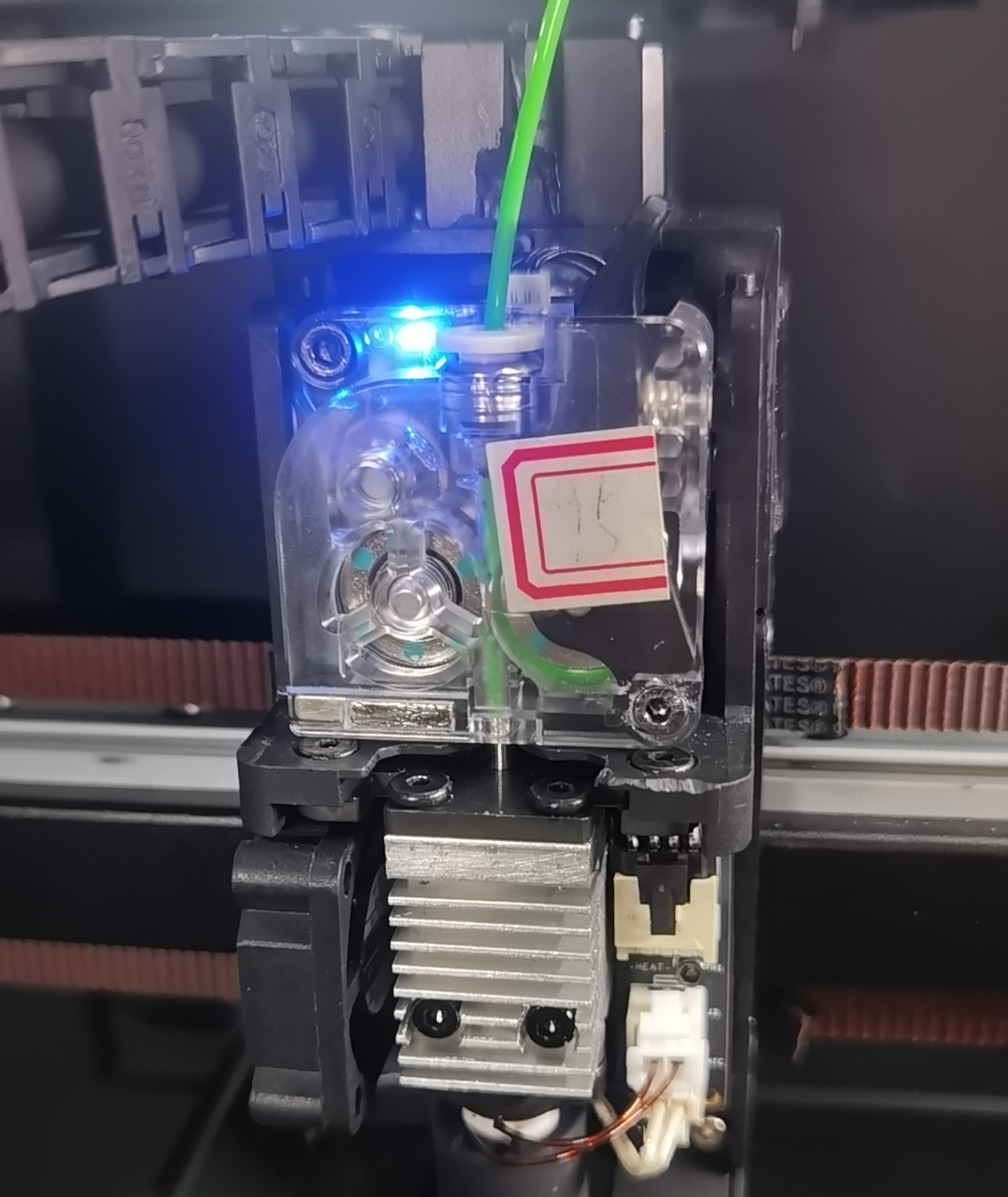
为了确保更好的打印效果及打印稳定性,建议TPU类耗材不通过铁氟龙管直接打印,这是因为TPU耗材通过铁氟龙管阻力进一步加大,影响最终打印结果。

|

|
在屏幕上点击进料加载耗材。
¶ 注意事项
不可用 CFS 打印,原因是它们易在 CFS 料盒的通道中弯折,易造成进、退料失败;

硬度为 90A、80A、75A、70A(或更小)的 TPU 不可用创想三维K2 Plus打印机来打印。由于TPU材料太软,易被挤出轮压扁而导致堵头;
¶ 如何提高TPU耗材打印效果?
¶ 耗材干燥
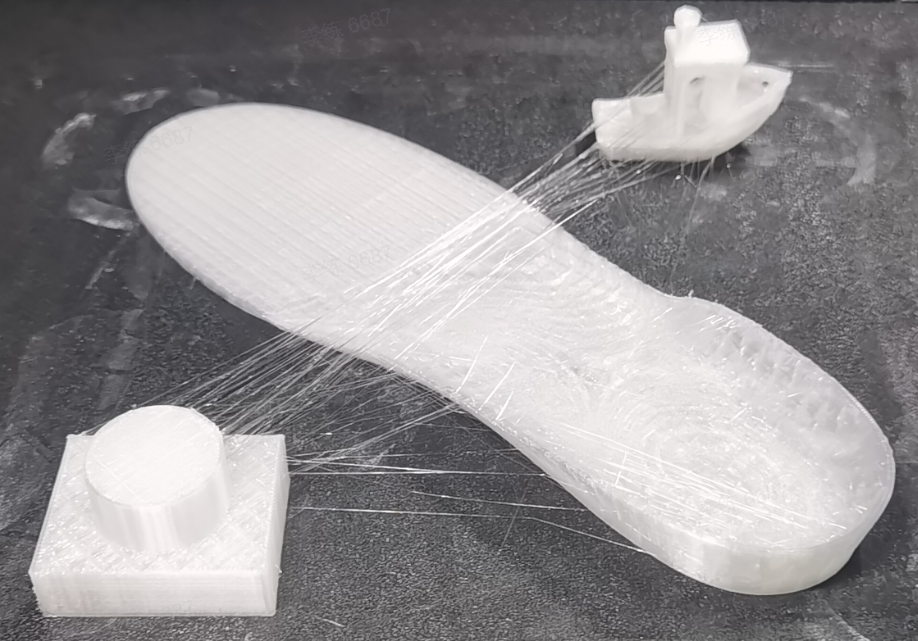
TPU柔性耗材具有较强的吸水性,耗材受潮后易出现拉丝、漏料、堵头等问题。打印前进行干燥可有效解决部分问题。下图为HP-TPU耗材在70℃鼓风干燥箱里面烘烤8小时前后打印模型效果对比。
|

|
¶ 耗材参数:
在CrealityPrint6.0中共有三种TPU可选择,分别是 CR-TPU、HP-TPU、Generic TPU;切片时请选择对应的耗材进行切片
如果您使用非creality切片,我们建议:
最大体积速度:CR-TPU/Generic TPU最大体积速度建议不高于2mm³/s,HP-TPU最大体积速度建议不高于3mm³/s
喷嘴温度:建议220℃
热床温度:光滑PEI板床温建议不低于40℃