基本原则: 耗材越干燥,打印质量越高。
当耗材暴露在空气中时,会吸收水分,导致受潮,这种现象称为吸湿性。吸湿程度与耗材的类型以及环境条件(如温度、湿度和接触时间)密切相关。
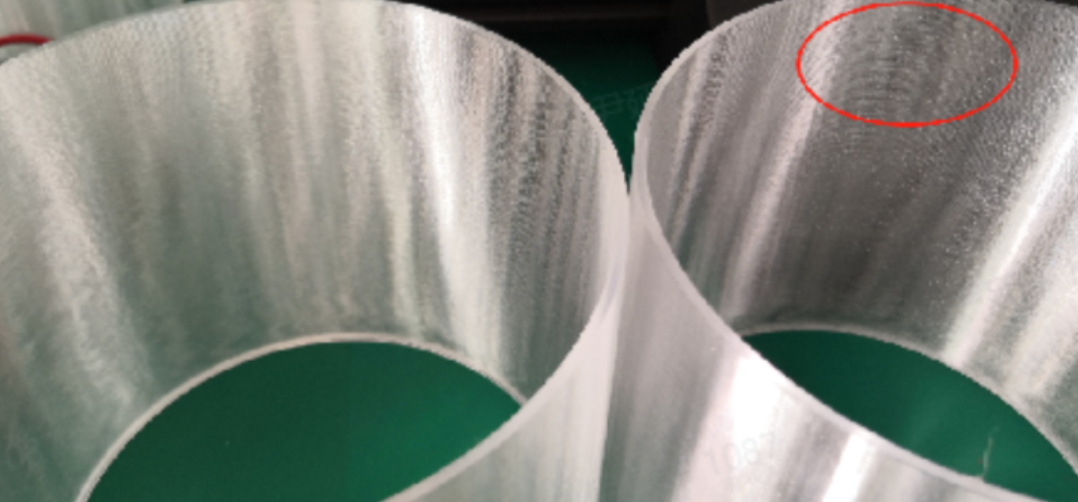
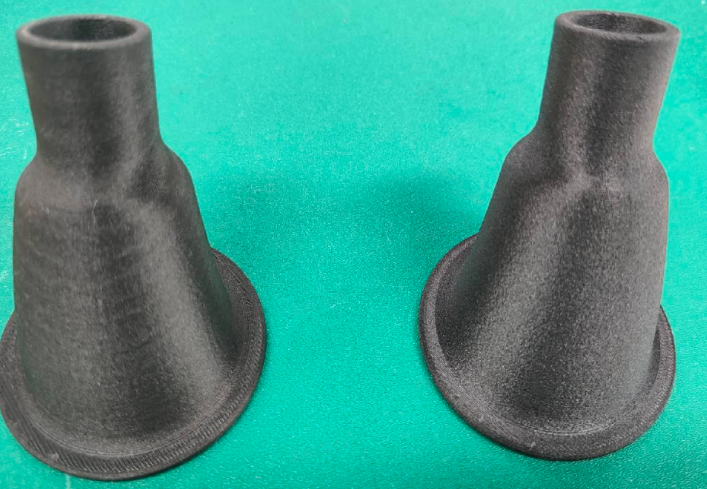
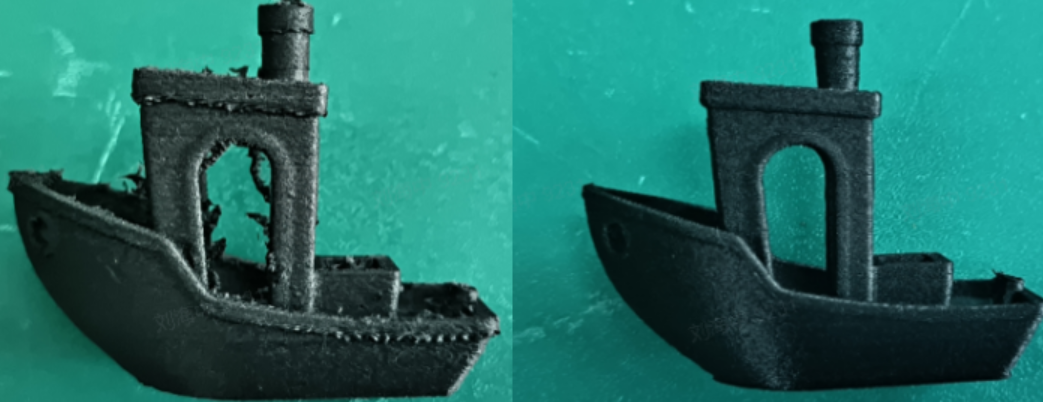
一旦耗材受潮,打印过程中加热时,喷头内的水分会转化为水蒸气,导致耗材流动性增加。此时,挤出的耗材表面可能出现气泡,从而引发打印件表面的拉丝、漏料、孔洞、气泡、粗糙感和色差等问题,且打印零件的强度也会降低。因此,当发现耗材受潮时,建议立即进行烘干处理后再进行打印。
对于对模型强度和外观要求较高的情况,建议在打印前彻底烘干耗材,并在使用过程中保持耗材的密封和干燥保护。

¶ 打印前耗材烘干要求
各类耗材的建议烘干参数如下表:
| 耗材 | 使用前烘干 | 使用时干燥 | 创想干燥盒 | 鼓风干燥箱 | ||
| 干燥温度/℃ | 干燥时间/h | 干燥温度/℃ | 干燥时间/h | |||
| PLA、PLA-CF | 推荐 | 环境湿度超过50%时推荐 | 55 | 8 - 12 | 50 - 60 | 8 |
| PETG | 推荐 | 环境湿度超过50%时推荐 | 60 | 8 - 12 | 65 | 8 |
| ABS、ASA | 推荐 | 环境湿度超过50%时推荐 | 65 | 8 - 12 | 70 - 80 | 8 |
| PC | 必须 | 必须 | / | / | 80 - 100 | 8 |
| TPU | 必须 | 必须 | 70 | 8 - 12 | 65 - 75 | 8 |
| PA、PA-CF | 必须 | 必须 | / | / | 80 - 90 | 8 - 12 |
| PAHT-CF/GF | 必须 | 必须 | / | / | 80 - 100 | 4 - 8 |
| PPA-CF | 必须 | 必须 | / | / | 100 - 120 | 8 - 12 |
| PET-CF | 必须 | 必须 | / | / | 100 - 120 | 8 |
| PPS、PPS-CF/GF | 必须 | 必须 | / | / | 130 - 140 | 8 |
| PVA | 必须 | 必须 | 70 | 16 | 75 - 85 | 8 - 12 |
| BVOH | 必须 | 必须 | 65 | 8-16 | 60 | 6-16 |
| Support for PLA | 推荐 | 环境湿度超过50%时推荐 | 60 | 8 - 12 | 60 - 70 | 6 - 8 |
| Support for PA | 必须 | 必须 | 70 | 16 | 75 - 85 | 8 - 12 |
注意:干燥时注意干燥温度超过料盘的耐热温度时,料盘会出现形变、熔融的情况。
¶ 打印时耗材干燥
易受潮耗材打印时耗材需要保持干燥,防止耗材在打印过程中受潮,影响打印件表面效果和打印强度。如下图所示,可供用户选择的打印干燥方法有三种:普通无加热干燥盒、(创想)可加热干燥盒、(创想CFS)多色料盒。


