¶ 为什么需要设置打印机腔温
与其他旗舰机型相比,K2 Plus 引入了主动腔温控制,最高腔体温度可达 60℃。较高的腔温能够显著提升某些工程类耗材(如 ABS、ASA、PC、PA-CF、PAHT-CF、PET-CF、PPA-CF、PPS、PPS-CF)的打印效果,具体表现为减少翘曲、避免模型开裂、提升外观质量等。此外,适当的腔温还可以增强力学性能,如层间强度。
请注意,在打印 PLA、PETG、TPU、BVOH 及其他低温耗材时,建议不要开启高温腔温,因为这可能导致这些材料软化,进而造成挤出机卡料问题。在使用这些低温材料时,建议将腔温设置为 30-35℃。
¶ K2 Plus的腔体温度设置逻辑:
T=0℃:关闭机箱风扇和腔体加热;
0℃<T≤40℃:机箱散热风扇控制区间。例如,若设置为 35℃,则当温度高于 35℃ 时,机箱风扇开启散热;低于 35℃ 时,机箱风扇关闭;此时不会启动腔体加热。
40℃<T≤60℃:主动加热控制区间。例如,若设置为 45℃,则当温度低于 45℃ 时,腔体加热开启;高于 45℃ 时,腔体加热关闭;此时机箱散热风扇不会启动。
¶ 耗材腔温建议
详细耗材参数请看:K2 Plus 耗材参数推荐
¶ 低温材料腔温建议
对于 PLA、PETG、TPU、PVA、BVOH、PLA 支撑等低温材料,建议将腔温设置为 35℃。
¶ 高温工程材料腔温建议
对于ABS、ASA、PC、PA-CF、PAHT-CF、PET-CF、PPA-CF、PPS、PPS-CF等高温工程材料,在打印大尺寸或填充率较高的模型时,开启腔温可有效减轻翘曲和开裂现象。建议将腔温设置为 60℃。某些工程材料的耐温可能较低,使用时请查阅材料厂家的建议以确定腔温设置。
¶ 腔温调整方法
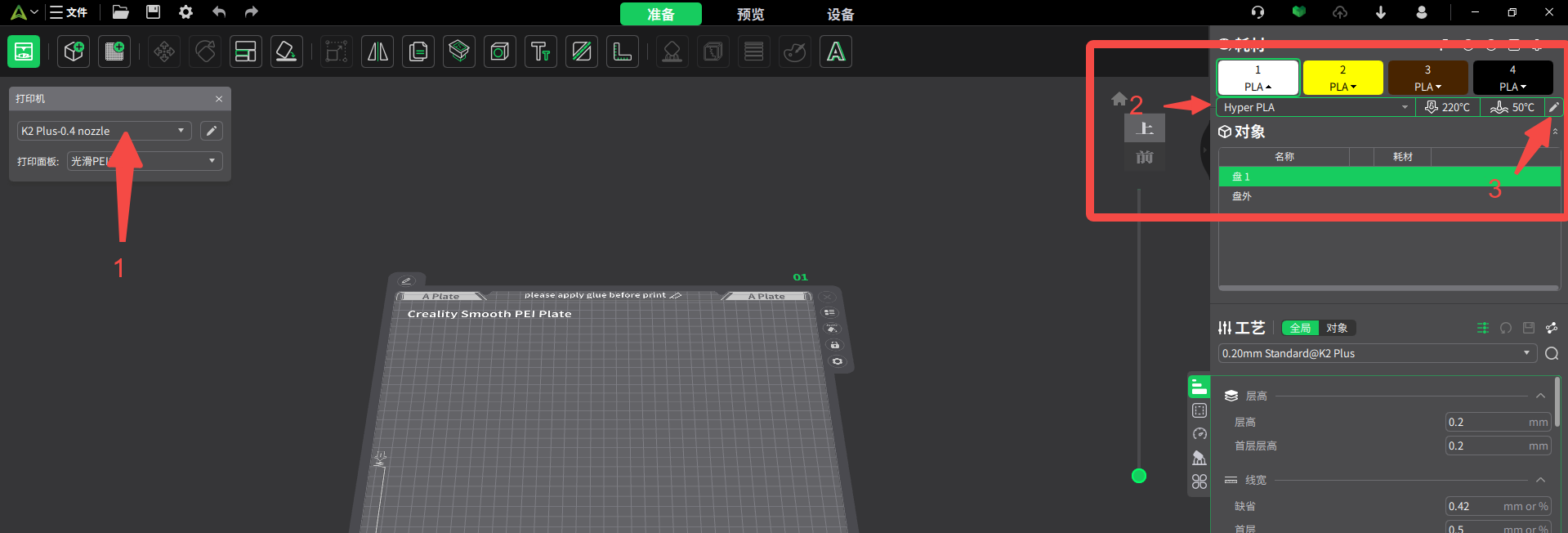
¶ 在CrealityPrint中切片时,设置腔温
选择 K2 Plus 机型(默认喷嘴为 0.4mm)。
选择目标耗材。
点击耗材编辑按钮。
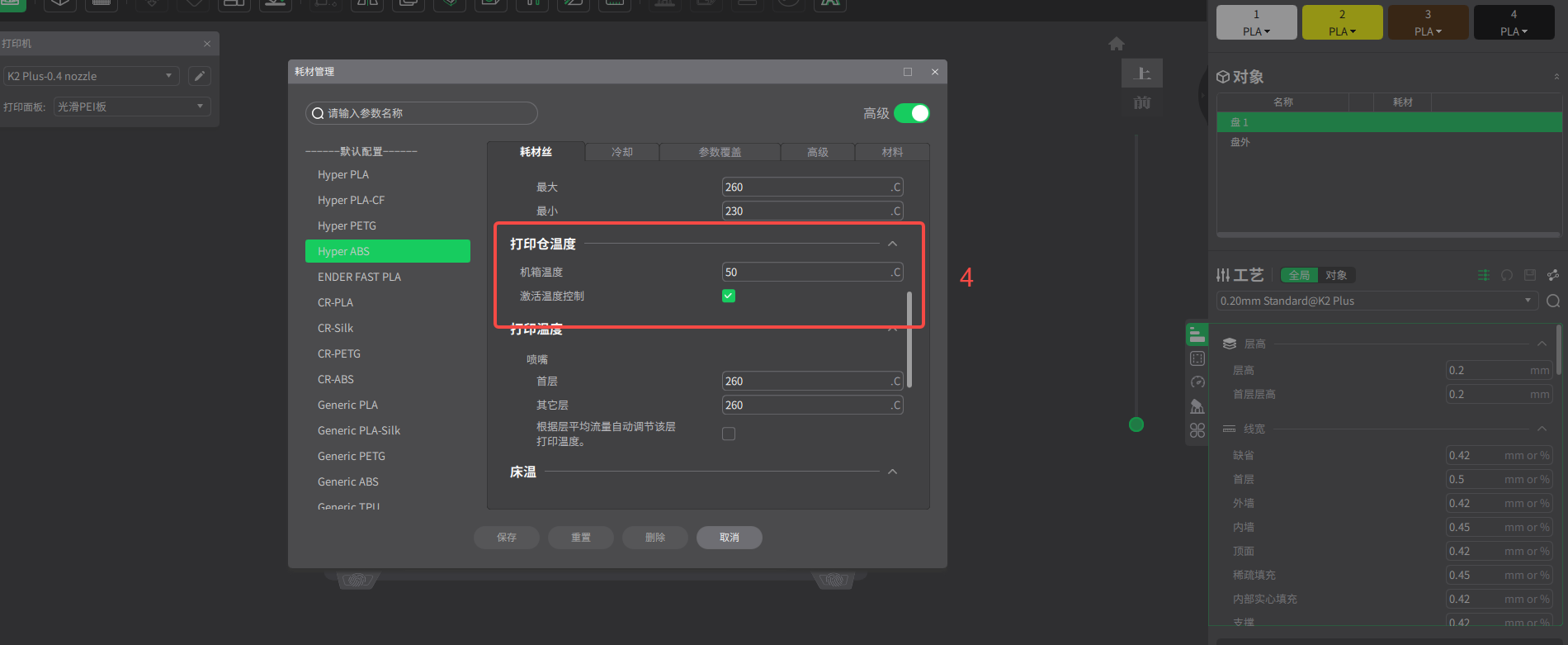
找到腔温控制参数。
K2 Plus 所有耗材参数(包括 PLA)均已默认设置并激活了适合的腔体温度。如果打印正常,请勿自行调整这些设置。
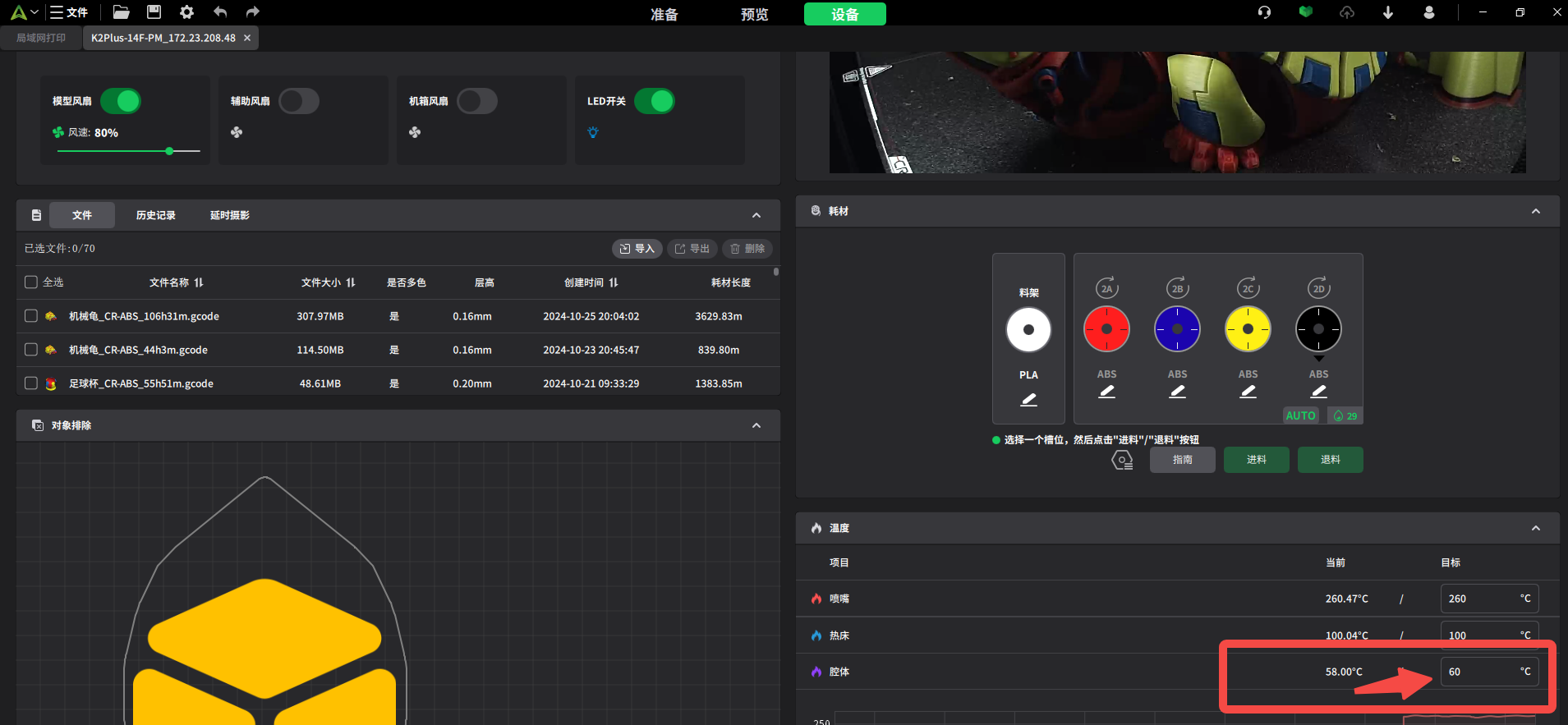
¶ 在CrealityPrint/Creality Cloud App打印机屏幕上主动设置腔温
¶ CrealityPrint
¶ CrealityCloudApp


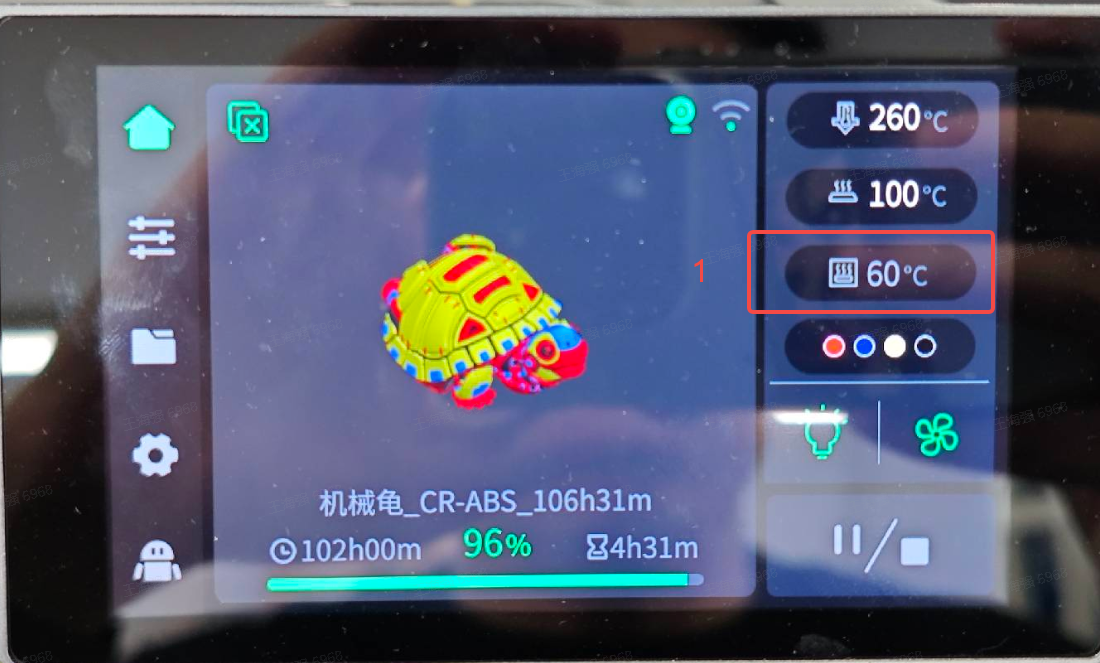
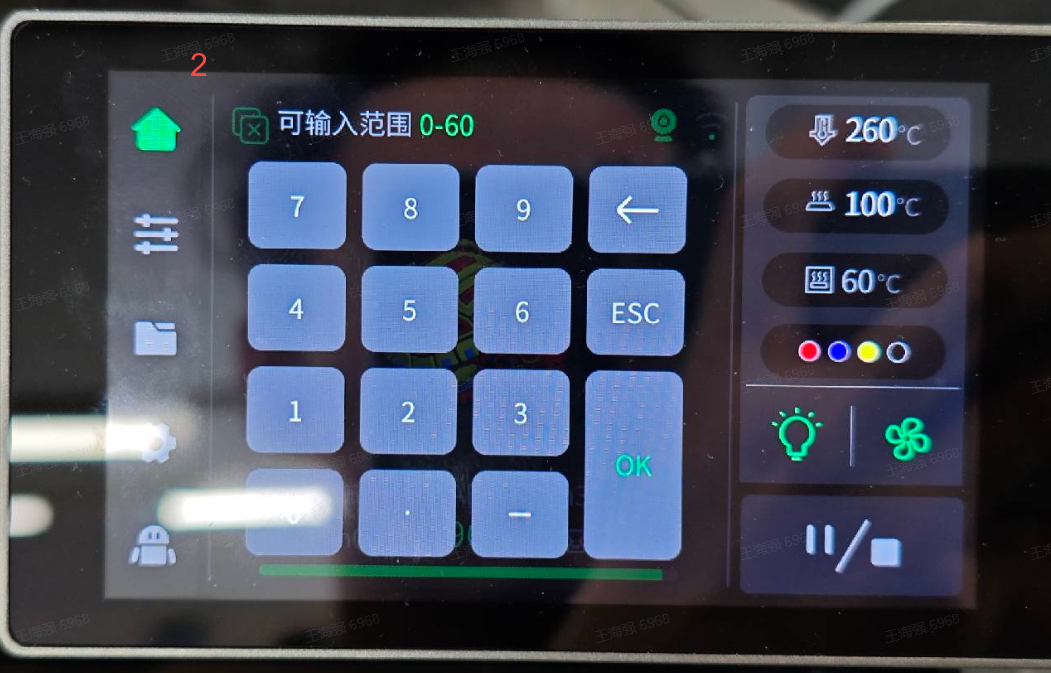
¶ 机器屏幕