¶ 打印前准备
¶ 耗材准备
(1)选择硬度合适的耗材。3D打印常见柔性耗材的硬度较多,从大到小的排序为:77D > 70D > 68D > 55D > 95A > 85A > 83A > 80A > 75A > 70A。
SPARKX i7支持打印95A硬度以上的柔性耗材,若您想使用CFS Lite打印TPU耗材,则需要硬度64D以上的耗材。
耗材硬度选用建议
SPARKX i7单机:95A及以上
SPARKX i7续料套装:64D及以上
SPARKX i7多色套装:64D及以上
(2)烘干耗材。用耗材干燥仓把耗材烘干,以免线材因受潮而使模型有过多的漏料、拉丝等质量问题。
附:创想三维旗下TPU耗材硬度
|
耗材种类
|
硬度
|
|
CR-TPU
|
85A
|
|
HP-TPU
|
95A
|
¶ 打印机准备
¶ 打印机准备
对于不可使用CFS Lite打印的柔性耗材,需要使用外置料架打印。
移除工具头上所有铁氟龙料管

将外置料架安装在机器龙门架顶部

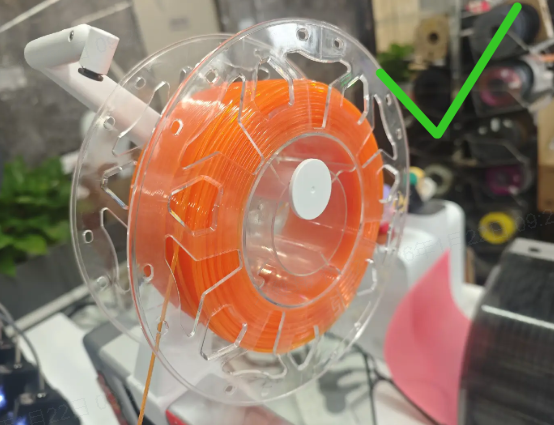
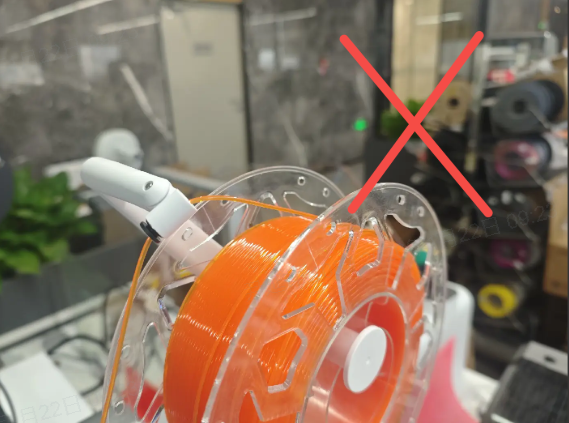
挂载耗材,柔性耗材打印时,请不要通过单机料架的气动接头进入挤出机!
 |
 |
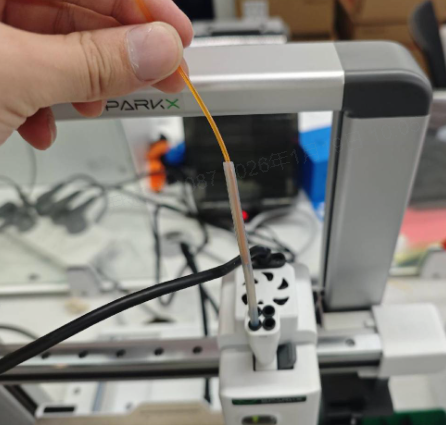
准备一根10cm左右的料管,插入工具头五通任一气动接头

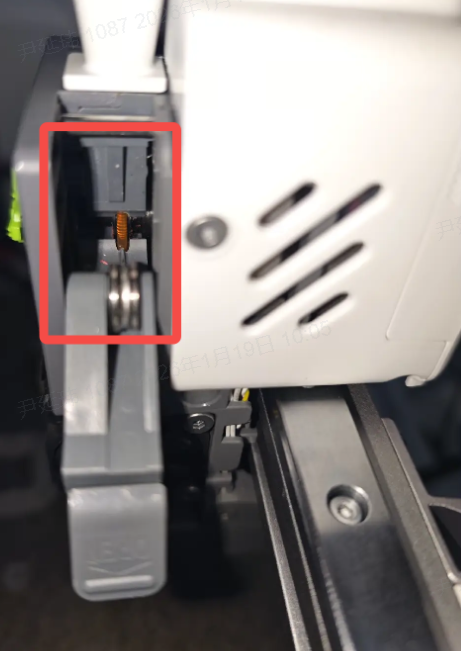
装载需要打印的耗材,取下挤出机前壳,打开挤出机从动轮扳扣,将耗材插入料管中
观察到耗材末端进入挤出齿轮处即可合上扳扣,装回挤出机前壳
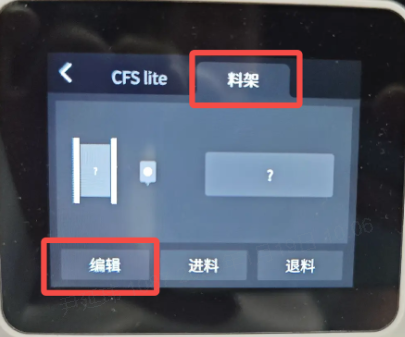
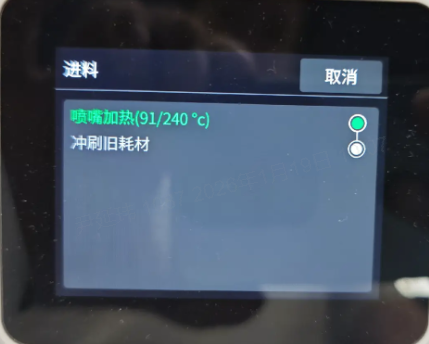
进入耗材界面,选择外置料架,编辑耗材信息后点击进料
跟随提示完成进料步骤

|
|

|
|
¶ 切片参数设置
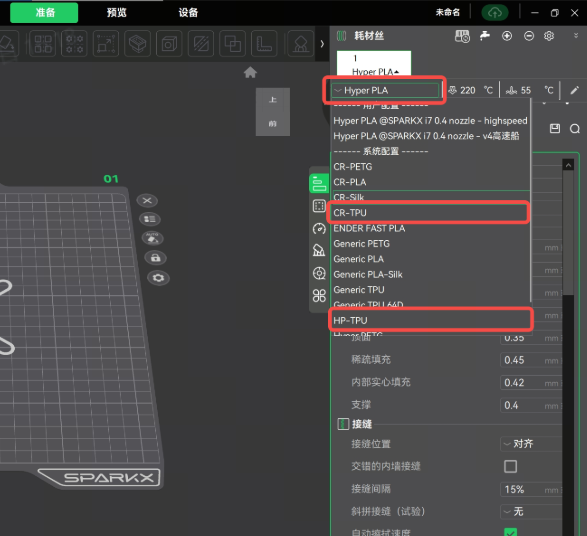
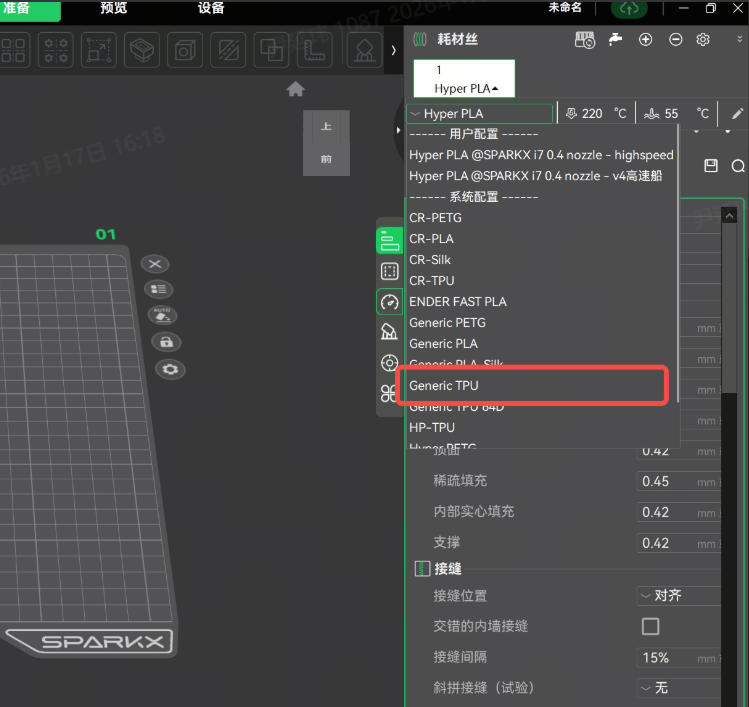
打印柔性耗材时建议使用0.4mm喷嘴以及相应的预设参数,针对创想三维的 CR-TPU 以及 HP-TPU 我们有相应的耗材参数预设,若您使用第三方品牌的柔性耗材,我们推荐您使用参数更加保守的 “Generic TPU” 预设
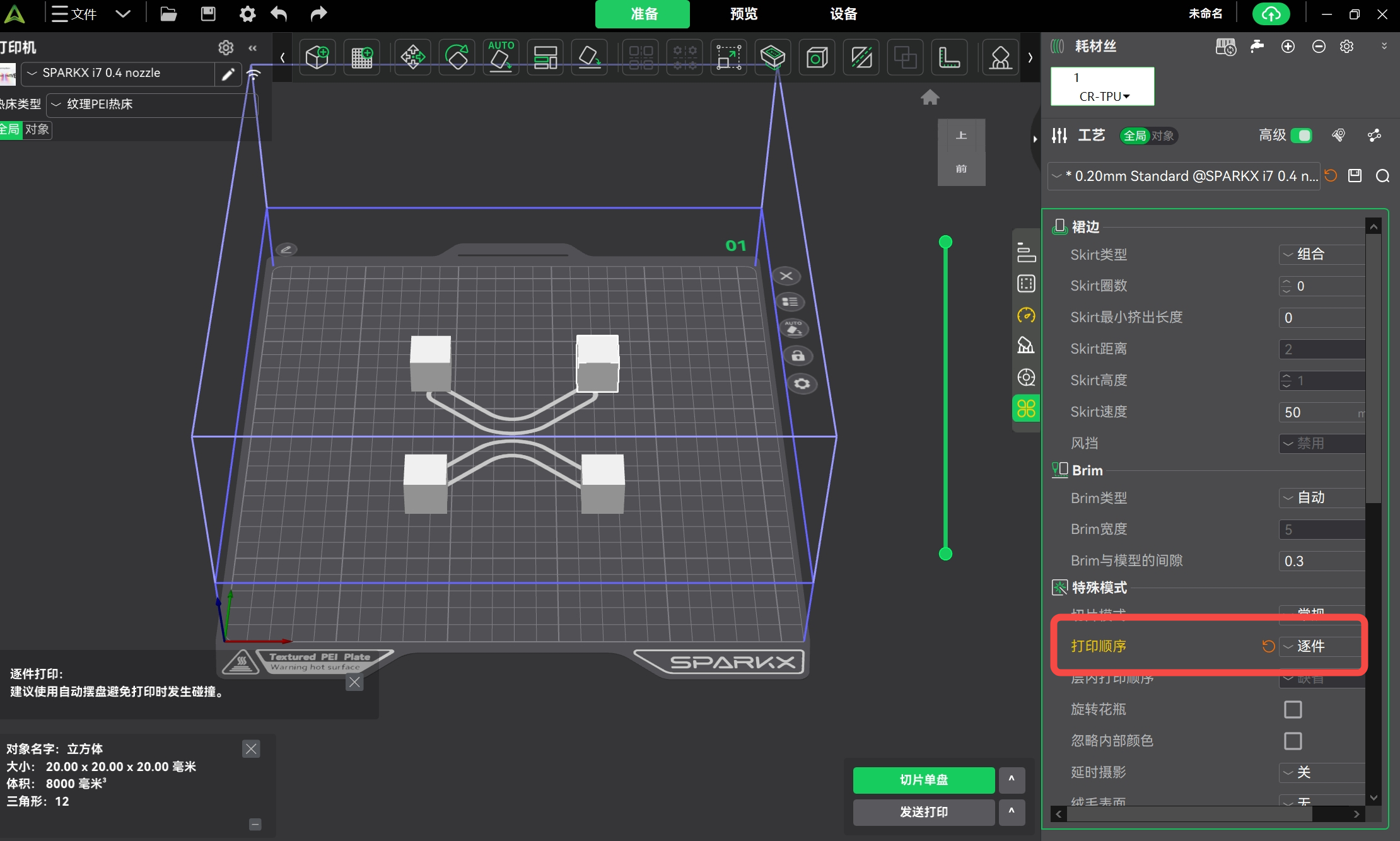
多数柔性耗材容易产生拉丝现象,所以,在模型摆盘时,应避免存在过多的空驶,即应避免一盘放置多个模型和避免选用逐层打印方式,而是应该选择一盘只放一个模型,或放置少数模型并选择逐件打印方式。
¶ 打印结束后的工作
¶ 从打印板上取下模型
一般而言,TPU 等柔性耗材对打印板的粘结力较强,部分底面较大的模型较难拆下。这时,请勿使用蛮力,以免损伤模型或打印板,而是应该将模型的一个边角拉起一道缝隙后,往其中喷洒酒精,然后便可逐渐用力把模型和打印板分离。
¶ 去除模型的拉丝
打印前将 TPU 耗材烘干只能减少打印件上的拉丝,而不能完全避免,尤其是对于跳跃较多的模型而言。要去除模型上的拉丝时,可以用电吹风机的热风来吹模型,也可以用打火机的火焰对准拉丝部位迅速烫烧,但要注意避免模型损伤。