以下将详细介绍高级设置中各参数的具体内容:

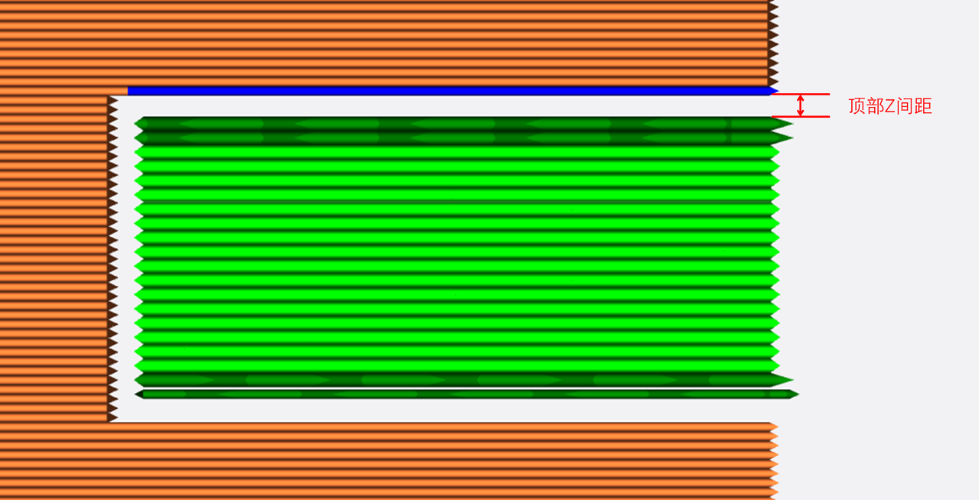
¶ 顶部Z距离
即支撑的顶部与模型悬空面之间在竖直方向上的间隙。顶部Z间距越小,支撑面与悬空面结合越紧密,悬空面的打印质量也越高,但支撑也越难去除。顶部Z间距越大,支撑越容易去除,但会降低底面打印质量,因为打印悬空面时可能会发生塌陷。一般采用默认参数,或设置小于等于层高即可。
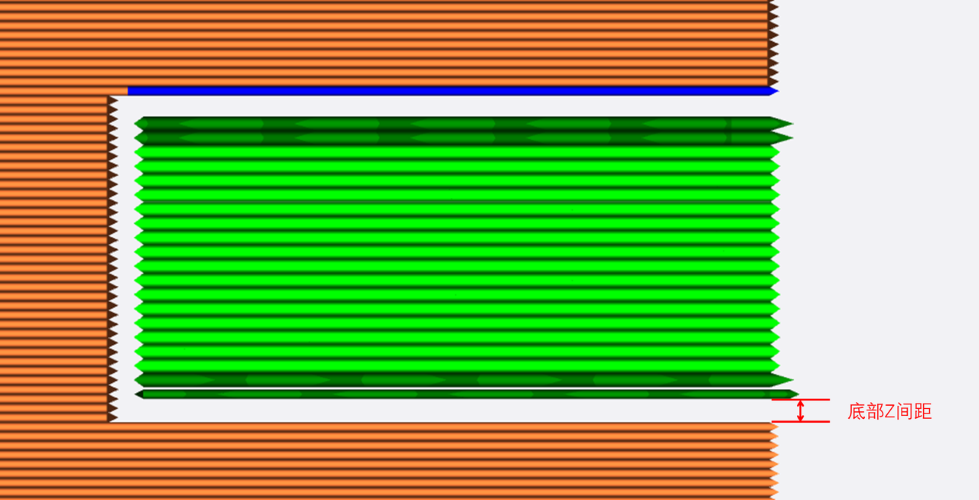
¶ 底部Z距离
即支撑的底部与模型表面之间在竖直方向上的间隙。如果没有开启仅在构建板生成支撑,则支撑底部可能会与模型表面接触,这将影响模型表面质量。底部Z间距越小,支撑面与模型表面结合越紧密,支撑越难去除。底部Z间距越大,支撑越容易去除,但支撑打印失败的风险也越高。一般采用默认参数,或设置小于等于层高即可。
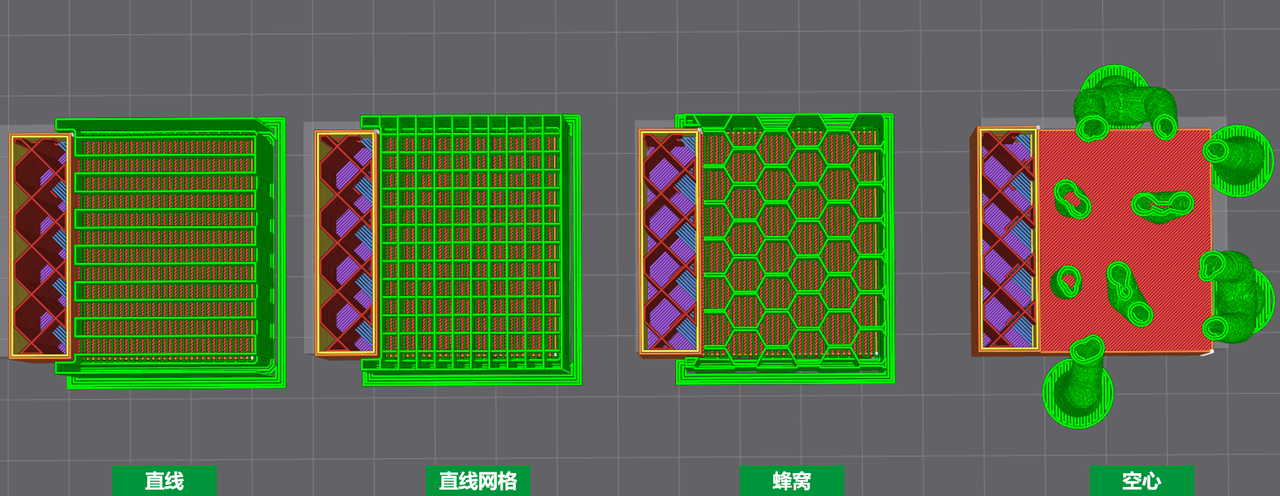
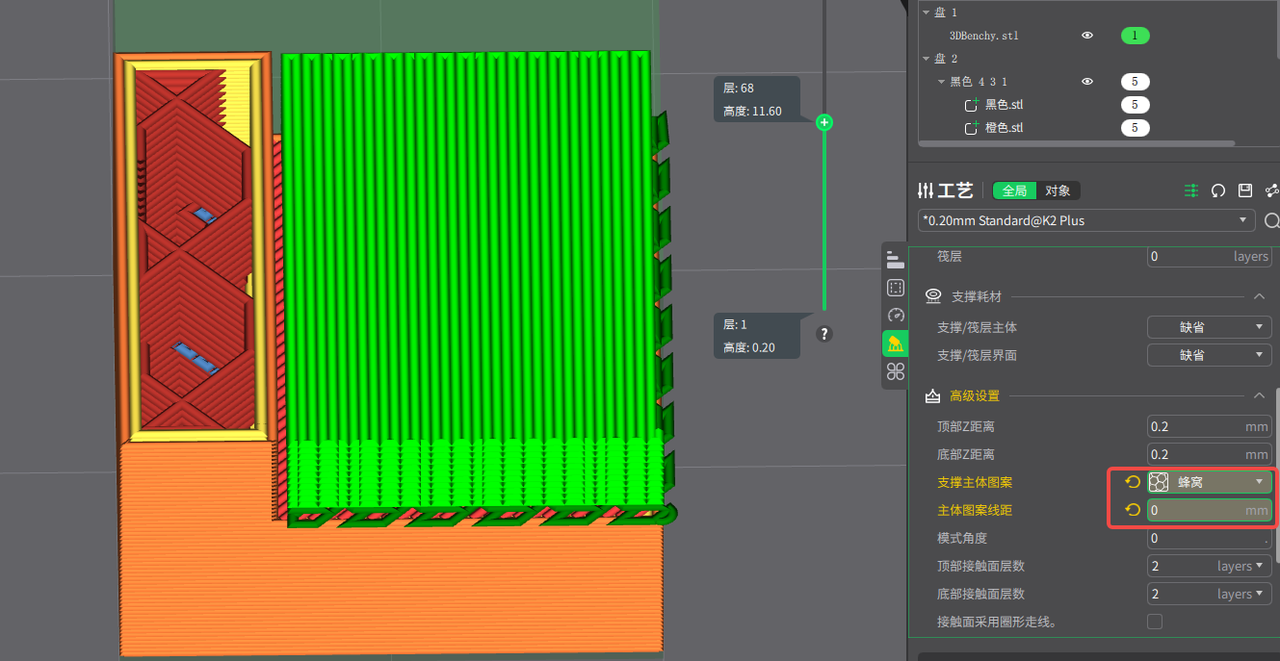
¶ 支撑主体图案
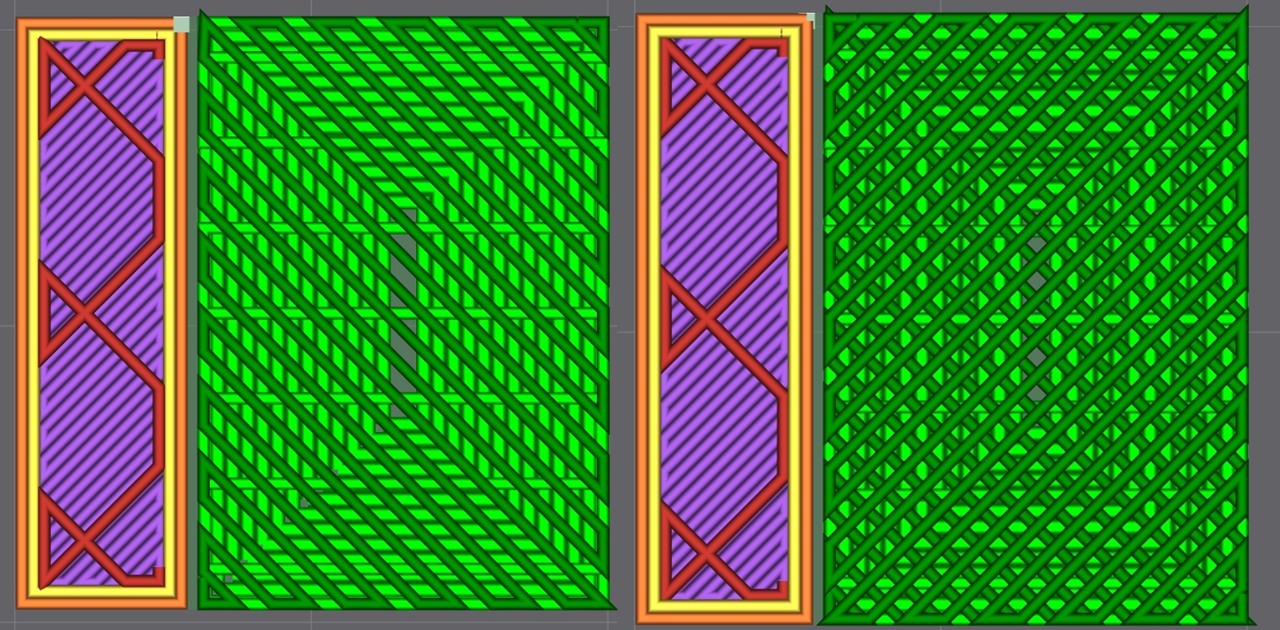
即支撑主体的填充图案,常用的有4种,如下图。
- 直线是最常用的支撑,也是普通支撑的默认主体图案。
- 直线网格类似于直线,与稀疏填充图案相同,它相邻层的填充方向是交替变化的,所以它的强度要高得多,也更难去除。
- 蜂窝与上面两种有很大不同,对于更高的支撑结构来说,它在强度和稳定性方面具有良好的综合性能。
- 空心是树状支撑的默认填充图案,它的内部完全没有填充。
其它支撑主体图案可参考稀疏填充图案中的介绍。
¶ 主体图案线距
支撑主体图案线距越小,支撑主体的填充密度越高,其对支撑打印质量的影响可参考强度工艺参数中对稀疏填充密度的介绍。
对于直线和直线网格图,该参数是图案打印走线的间距。设置为0表示支撑主体为实心填充。
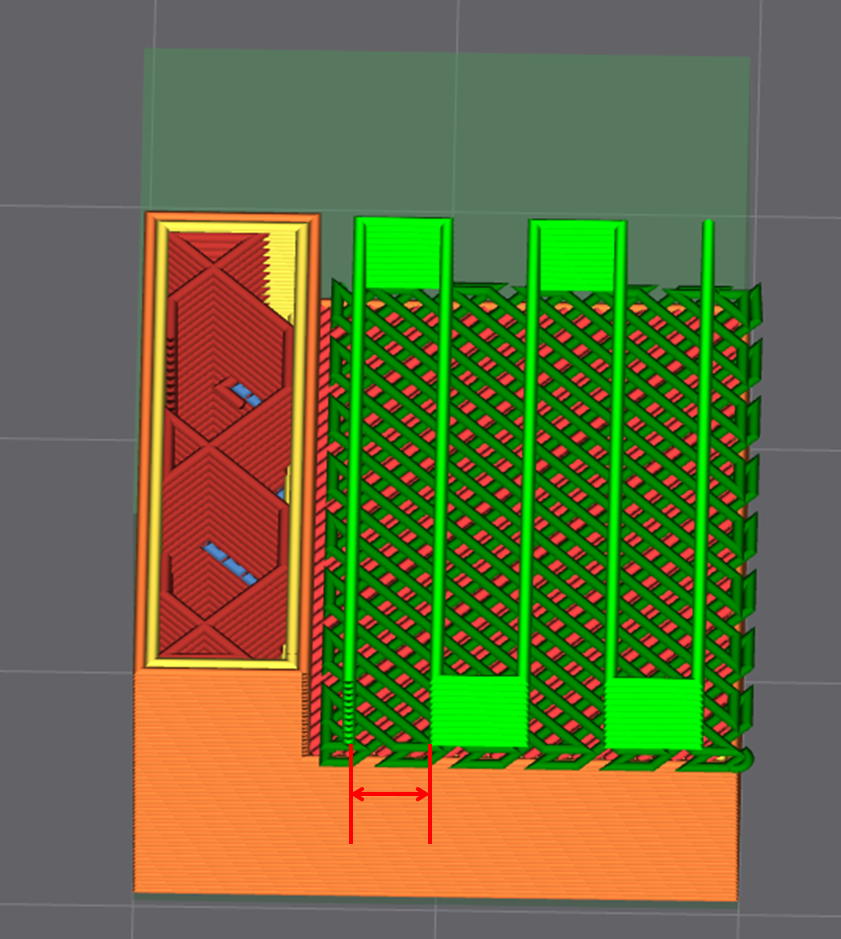
对于蜂窝图案,该参数是每个蜂窝单元的半径。当该值设置为0时,蜂窝图案会自动切换为直线。
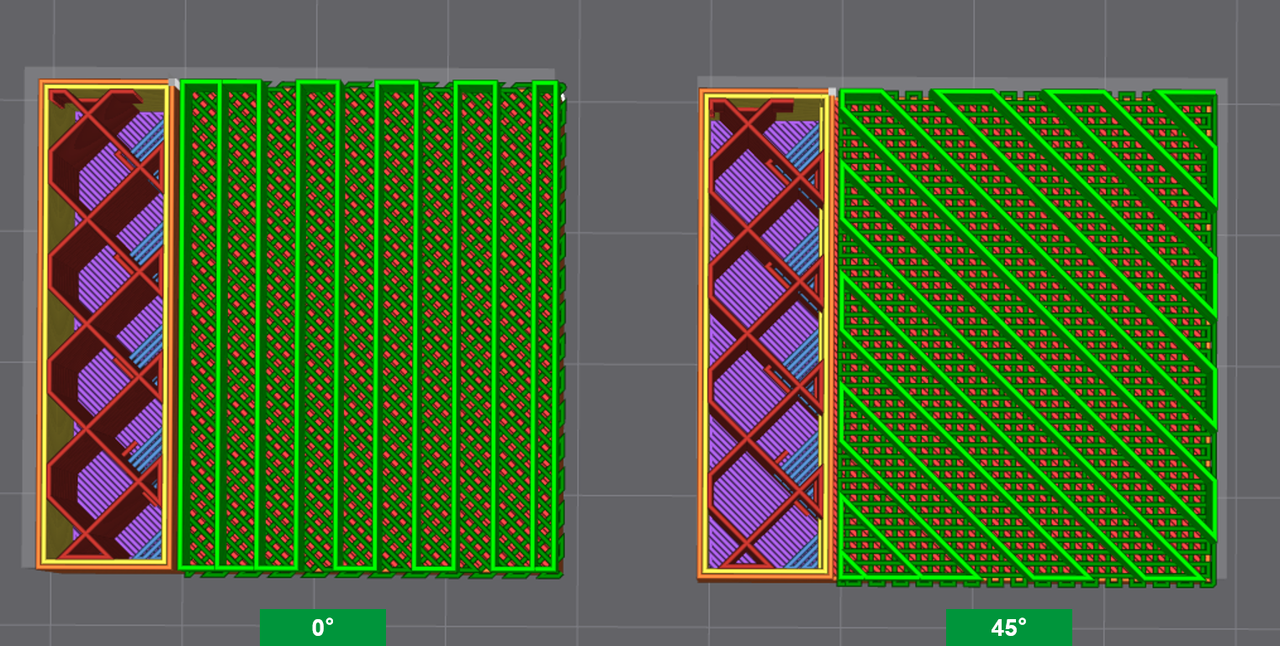
¶ 模式角度
支撑图案在水平面的旋转角度,其对支撑打印质量的影响可参考强度工艺参数中对稀疏填充图案和填充方向的介绍。
¶ 顶部接触面层数
支撑顶部支撑面的层数。如果增加层数,则悬垂面的打印质量可以得到改善,但会增加支撑面材料的消耗和打印时间。一般设置两层即可。如果支撑使用特殊的、易于去除的支撑材料打印,或者支撑主体的填充密度较高,则可以设置为0。
¶ 底部接触面层数
支撑底部支撑面的层数。如果增加层数可以提高支撑底部的稳定性,提高支撑打印成功率,但会增加支撑面材料的消耗和打印时间,并且增加支撑去除难度。通常可设置为0。
使用树状支撑时该参数无效,默认树状支撑无底部支撑面。此外,所有在打印平台上的支撑都无底部支撑面,该参数设置无效。
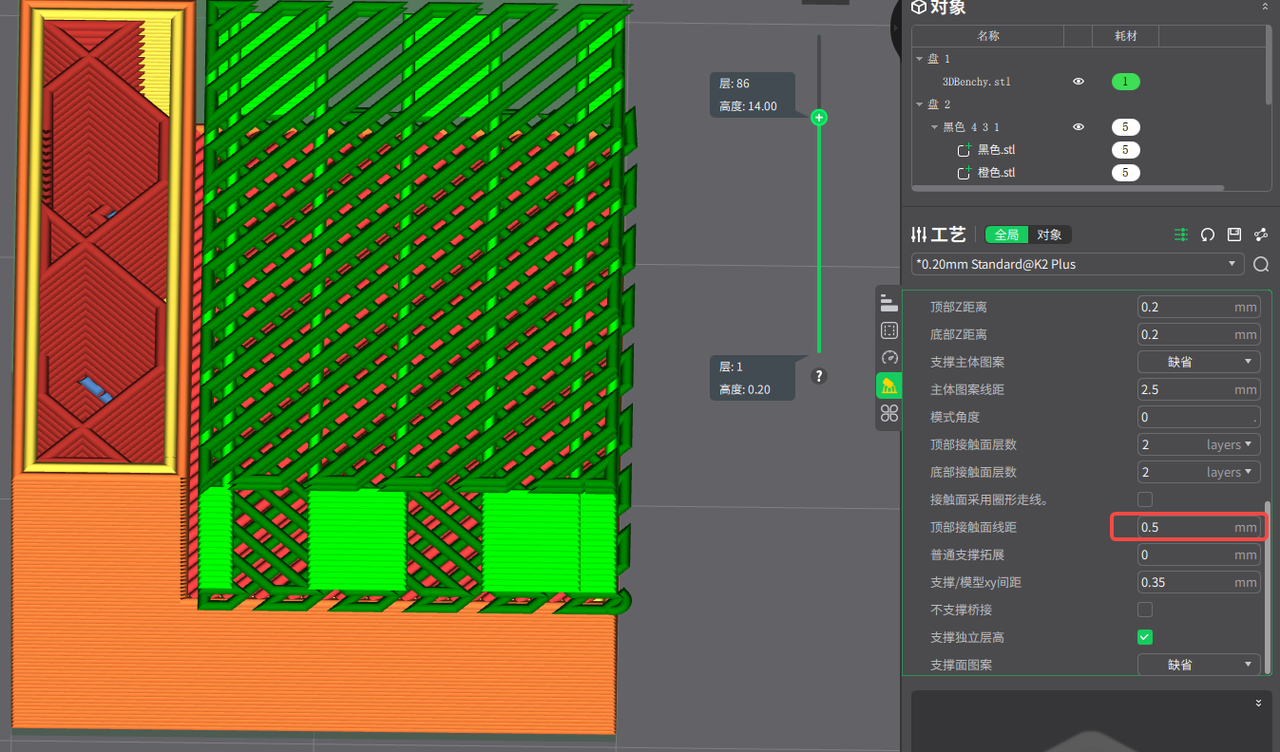
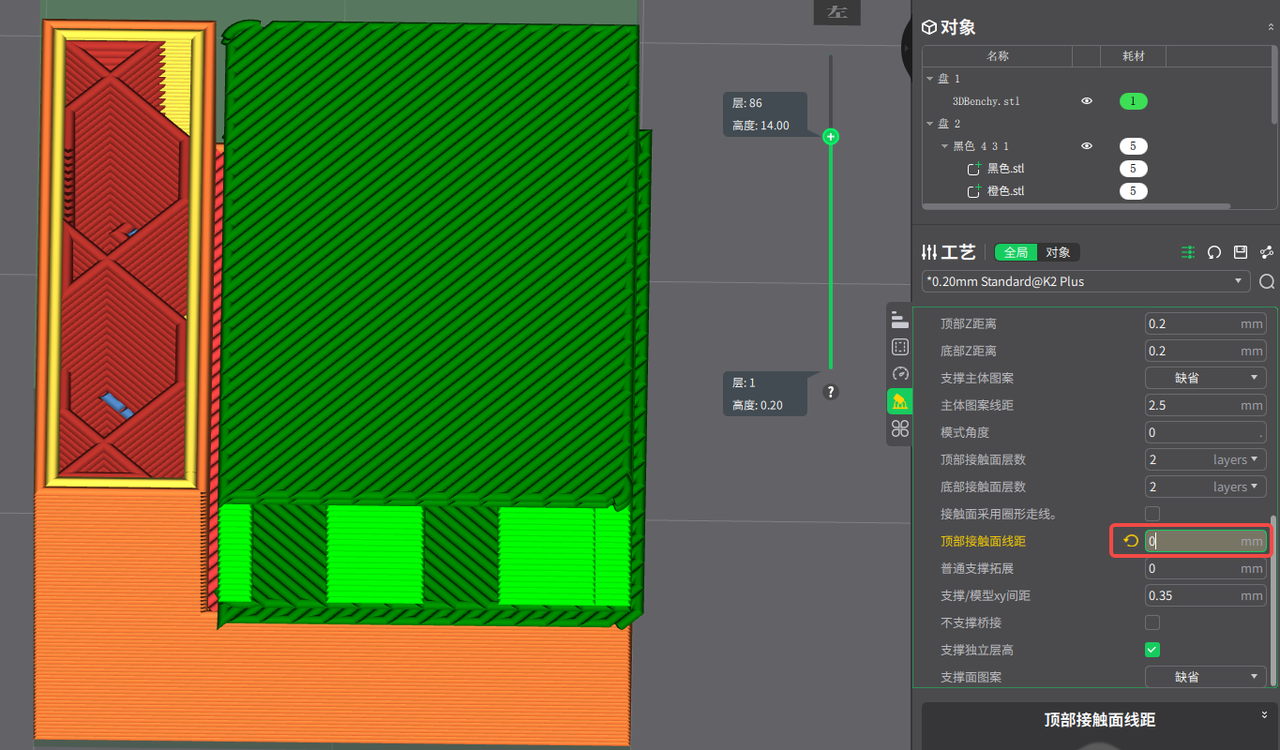
¶ 顶部接触面线距
筏层和支撑所有支撑面的走线间距。对于一些面积较大的悬空面,较小的顶部接触面线距有利于获得较光滑的模型表面。设置为0表示支撑面为实心填充面,此时底部接触面层数应当设置为0或将底部Z距离增大,避免实心的底部支撑面与模型表面粘连导致支撑难以去除。
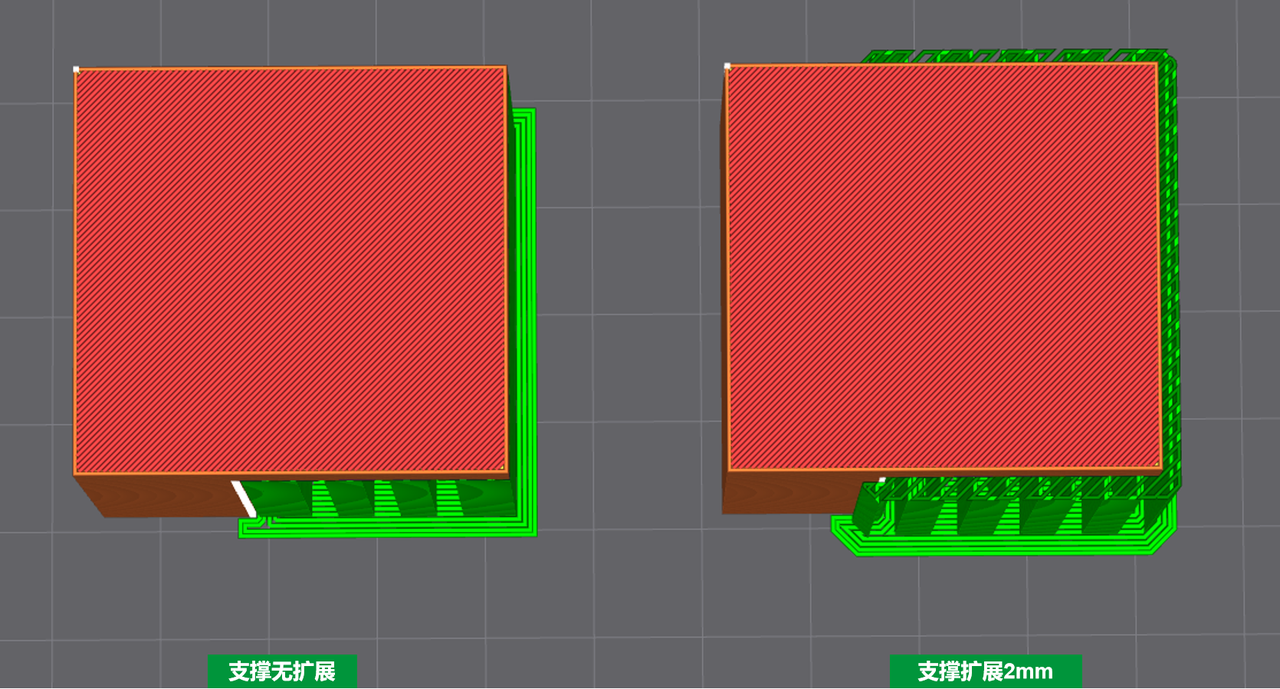
¶ 普通支撑拓展
普通支撑拓展可以在水平面上扩展筏层和普通支撑。该参数对树状支撑无效,而首层扩展对所有类型的支撑都有效。该参数为0时,普通网格支撑依旧会相对悬垂区域向外扩展,形成包裹,只有设置较大的负值时才会收缩到模型边界内。
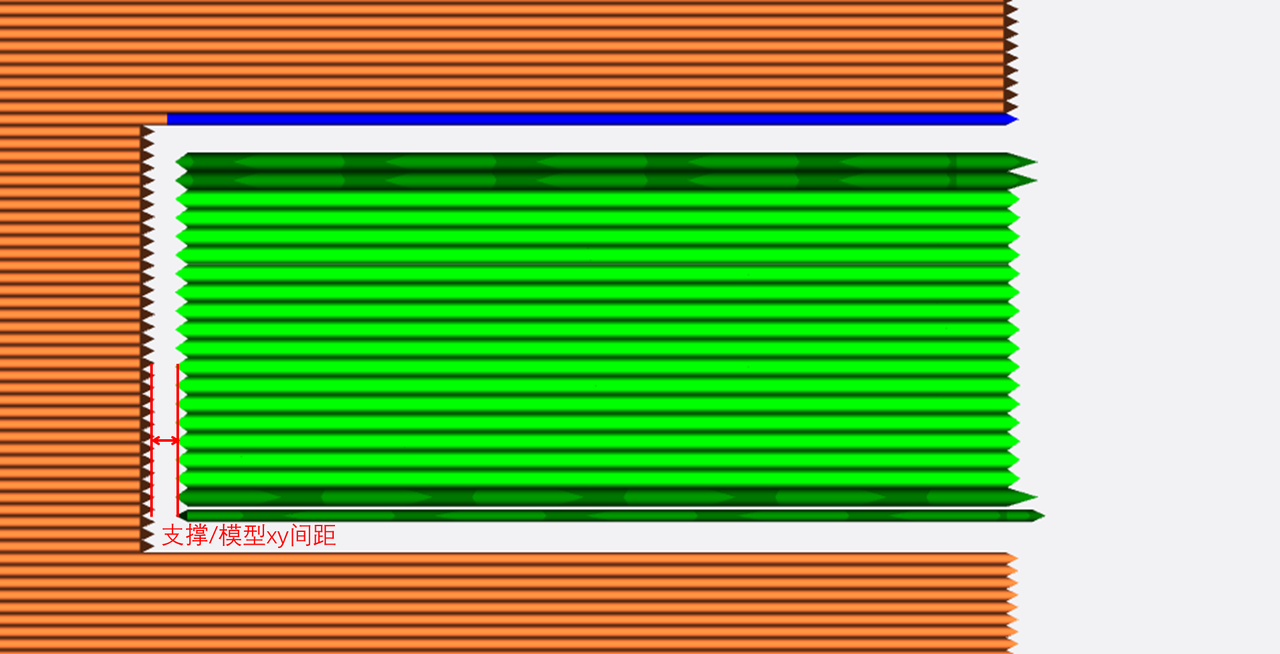
¶ 支撑/模型xy间距
支撑与模型表面之间在XY方向上的间距。对于支撑面积较大或支撑与模型表面Z间距较小的情况,设置较大的支撑/模型xy间距能降低打印完成后支撑的去除难度,但间距过大必然会减少支撑面积,因此可能影响悬空面的打印。对于支撑面积较小或支撑与模型表面Z间距较大的情况,通常需要设置较小的支撑/模型xy间距。
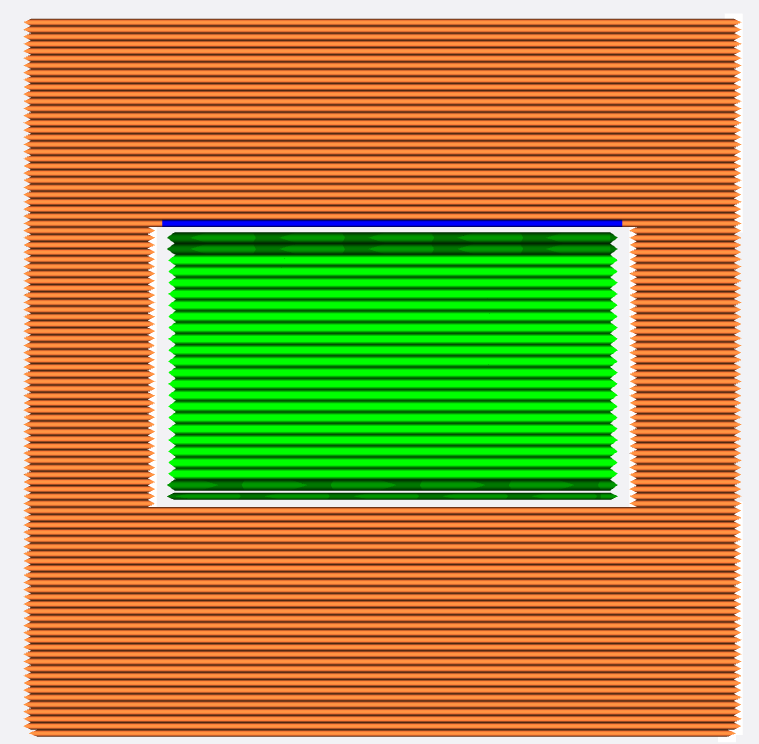
对于支撑被模型表面包围的情况,通常需要设置较大的支撑/模型xy间距,以预留足够的空间便于使用工具去除支撑。
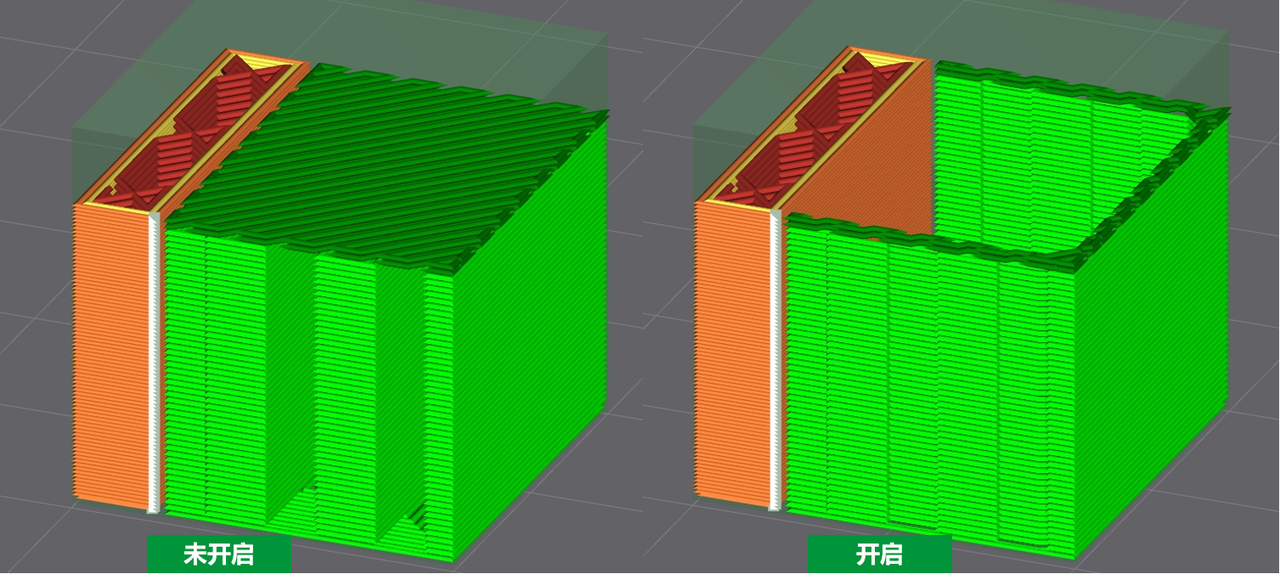
¶ 不支撑桥接
启用该功能后将不对整个外部搭桥面进行支撑,否则支撑体会很大。跨度不是很长的搭桥通常可以无支撑直接打印。
¶ 支撑独立层高
打印支撑时使用相对模型独立的层高。这是为了支持自定义z-gap并且节省打印时间。当擦料塔被启用或使用有机树支撑时,该功能将无效。
¶ 支撑面图案
支撑面常用的走线图案有以下两种:
- 直线:适用于大多数情况。当支撑面有多层时,不同层会自动旋转支撑面走线方向。
- 同心:对悬空面的支撑效果最好。当使用同心支撑面图案时,为了获得最佳的支撑面,可以将顶部接触面线距设置到很小(例如0)。当支撑主体图案为直线,支撑面图案为同心时需要注意将支撑主体的模式角度设置为45°,避免支撑面的部分走线方向与支撑主体走线相同造成悬空,这会大大增加支撑面塌陷的风险。
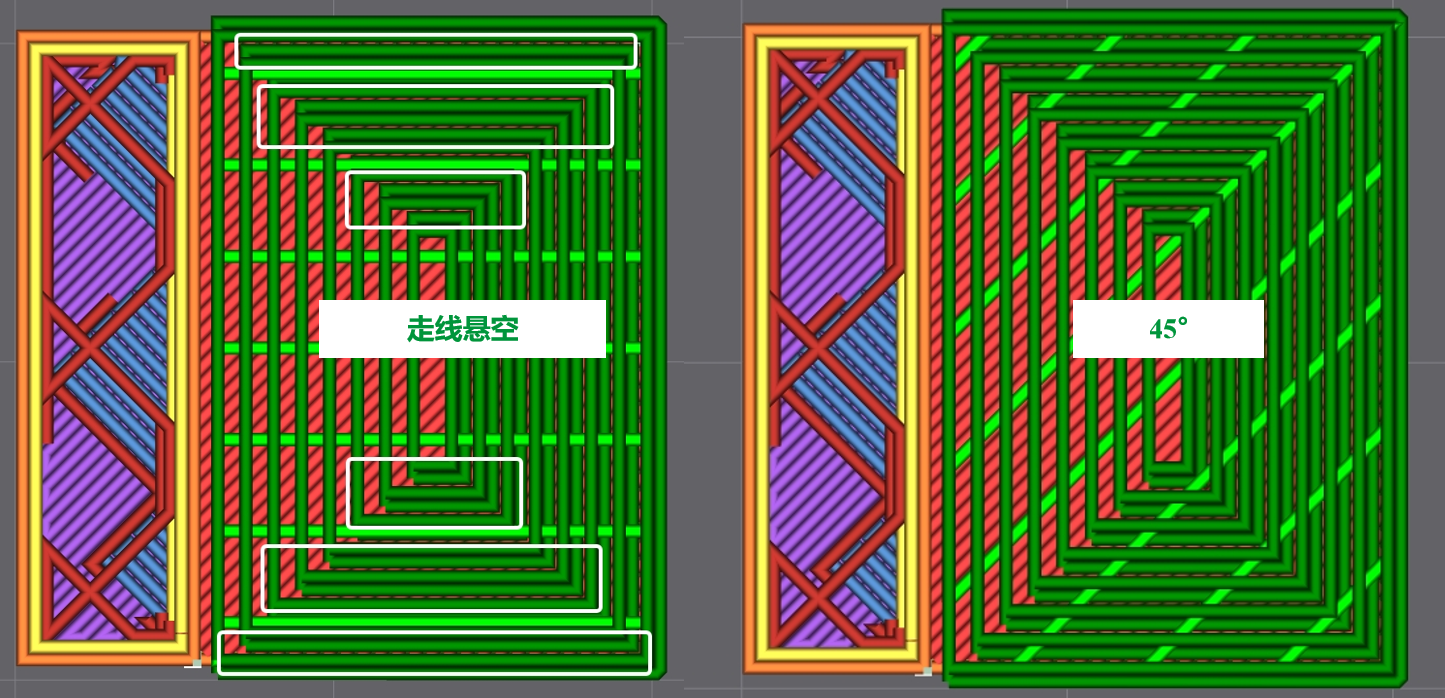
- 缺省:默认的直线图案。