¶ 关于校准
在使用FDM打印机进行打印时,需要根据机器性能和耗材性能相互匹配,才能获得良好的打印效果。为了达到最佳的打印效果,需要观察耗材在打印过程中的温度、流量变化、压力提前等多个因素对最终打印效果的影响。通过科学细致地调整打印参数,实现打印机和耗材的完美配合,从而获得理想的打印模型。
¶ 校准维度
耗材在不同的喷嘴温度、流量状态和压力提前下,会产生不同的打印效果。因此,针对这些不同的因素进行观察对比,就是耗材校准过程,不同的观察面代表了校准的不同维度。
- 温度
不同打印机,不同耗材前提下,通过调节耗材温度,选取最优打印效果的耗材温度。 - 流量
1)流量粗调
列出宽泛通用的流量范围,整合出他们分别的打印效果,为进一步比较优化做准备。
2) 流量细调
更为细致地去调整缩小流量微调范围,去筛选出最优打印效果的流量调整差值。 - 压力提前
对不同压力提前的场景影响的打印效果比对,去调整相关耗材应用参数。 - 最大体积流量(速度)
- VFA(振纹)
¶ 如何校准
¶ 温度
通过打印多层相同结构的模型,每一层使用不同的喷嘴温度。观察比较每一层的打印效果,以确定最佳的耗材温度。
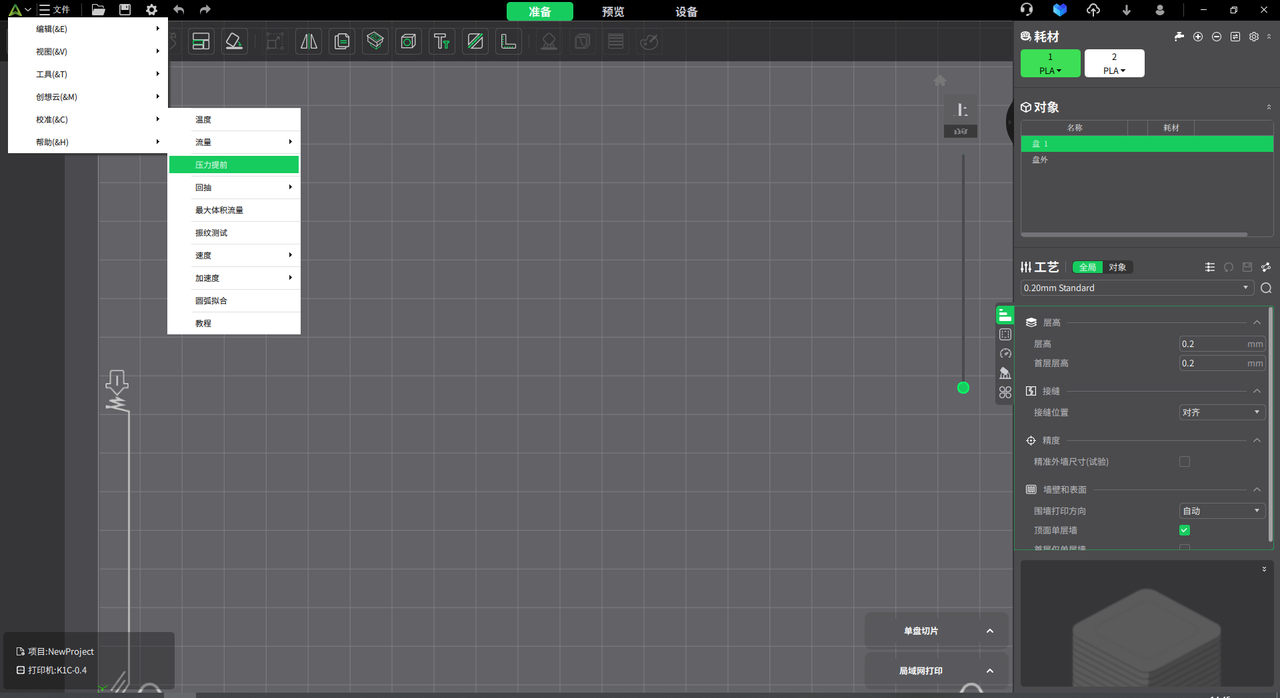
¶ 温度校准入口
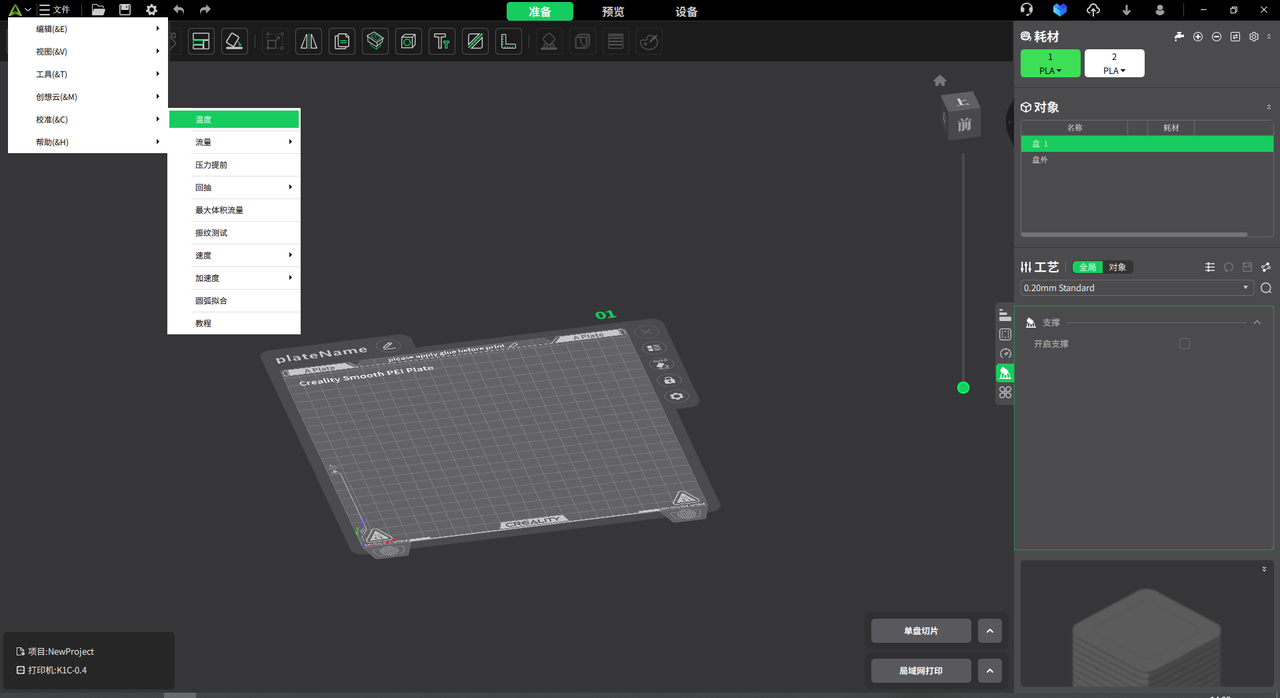
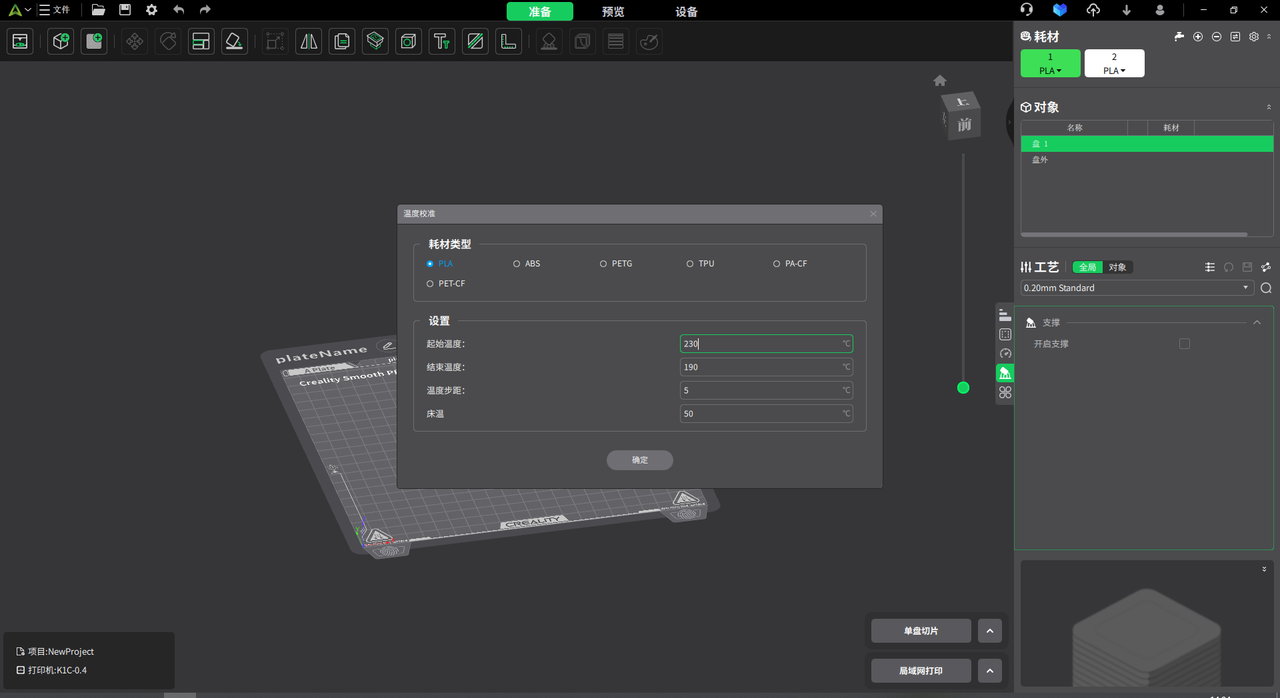
¶ 选取当前打印机上的耗材,设置参数(展示为PLA),点击确定
- 设定耗材丝推荐的温度范围
- 设定每层需要加多少温度:温度步距
- 设定耗材丝推荐的床温
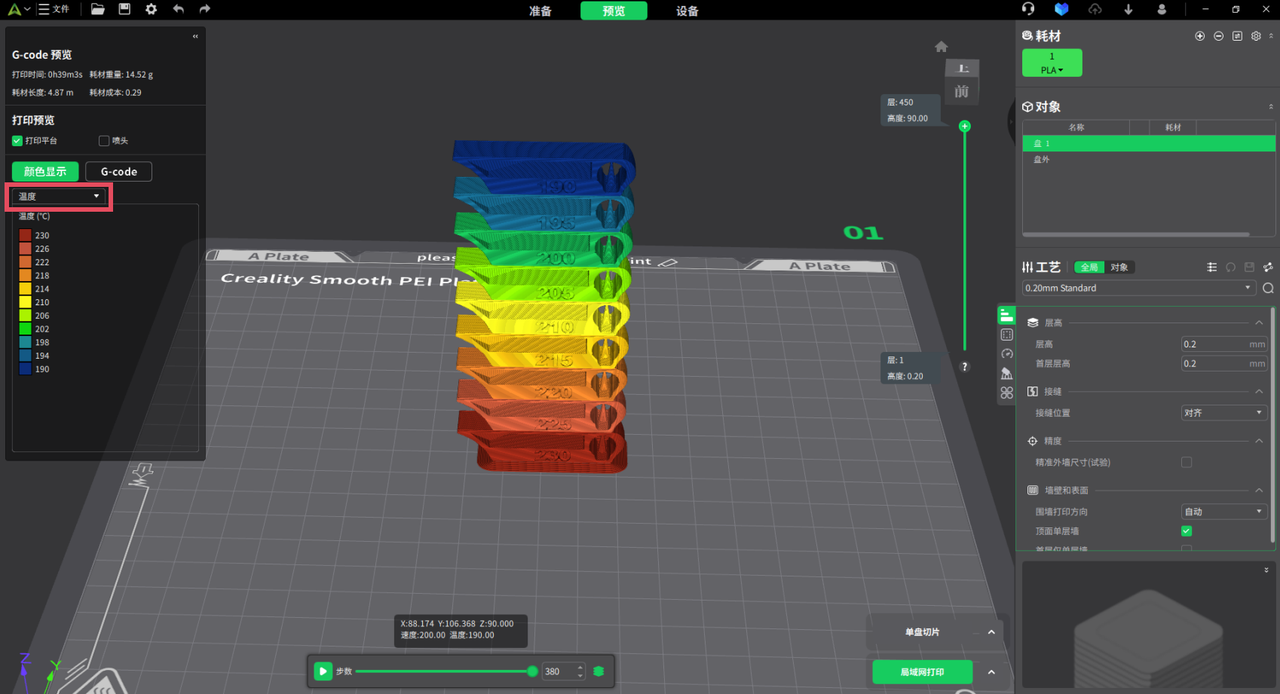
¶ 查看预览效果
切片完成后,切换显示信息为温度即可查看温度差异。
¶ 分析打印结果,调整相关参数
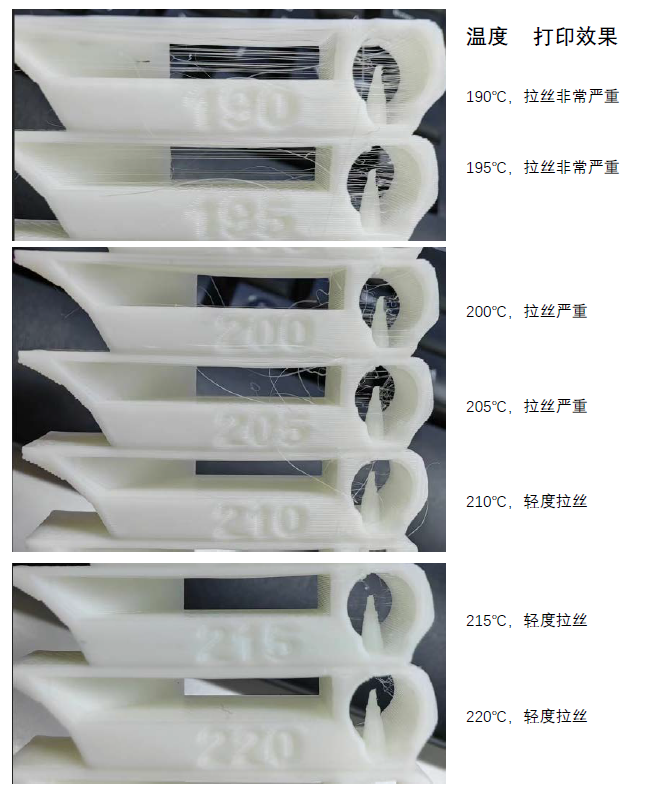
1. 结果分析
由此温度校准的流程,我们最终可以从实际的打印效果图中可以分析出,当耗材温度为220°的时候拉丝问题最轻,打印效果最平滑,所以我们通过耗材的温度校准功能, 得出了这个PLA耗材的最佳打印温度为220℃。
2. 参数应用
进入耗材参数管理中设置参数,并另存新档。
¶ 流量
通过打印不同流量比例的模型,观察耗材在打印机上的最佳流量值,以实现最佳的打印效果。该流程分为流量粗调和流量细调两个步骤。在流量粗调阶段,我们获取一个大致的流量范围;而在流量细调阶段,则在粗调结果的基础上确定精确的流量数值。以下对这两个步骤进行详细说明:
¶ 流量粗调
在粗调之前需要选择耗材参数,建议以同类型的官方耗材作为参考,例如第三方丝绸耗材可以选择CR-Silk,高速PLA可以选择Hyper PLA,这可以尽量减少其它需要调试的参数。
以通用PLA(Generic PLA)作为参考耗材参数进行演示,如下图,需要将参考耗材参数中的流量比例改为1,打印温度改为测试耗材的最优打印温度,然后另存为并选中该配置。
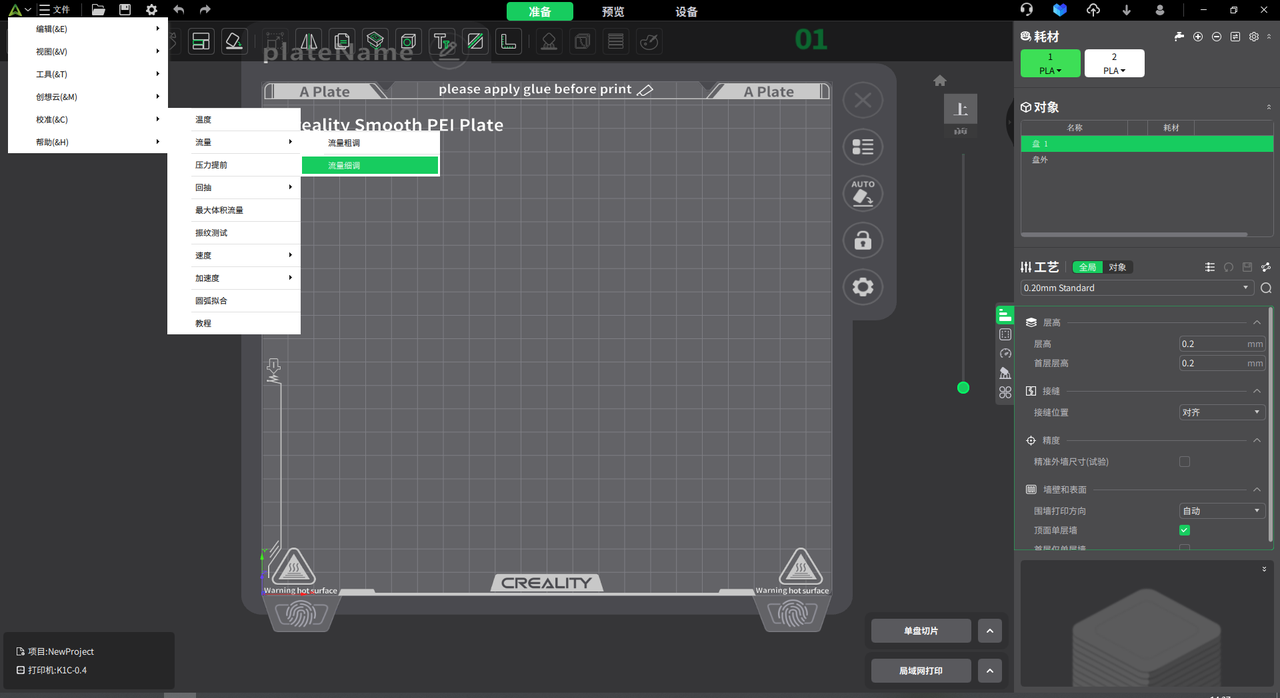
¶ 流量粗调入口
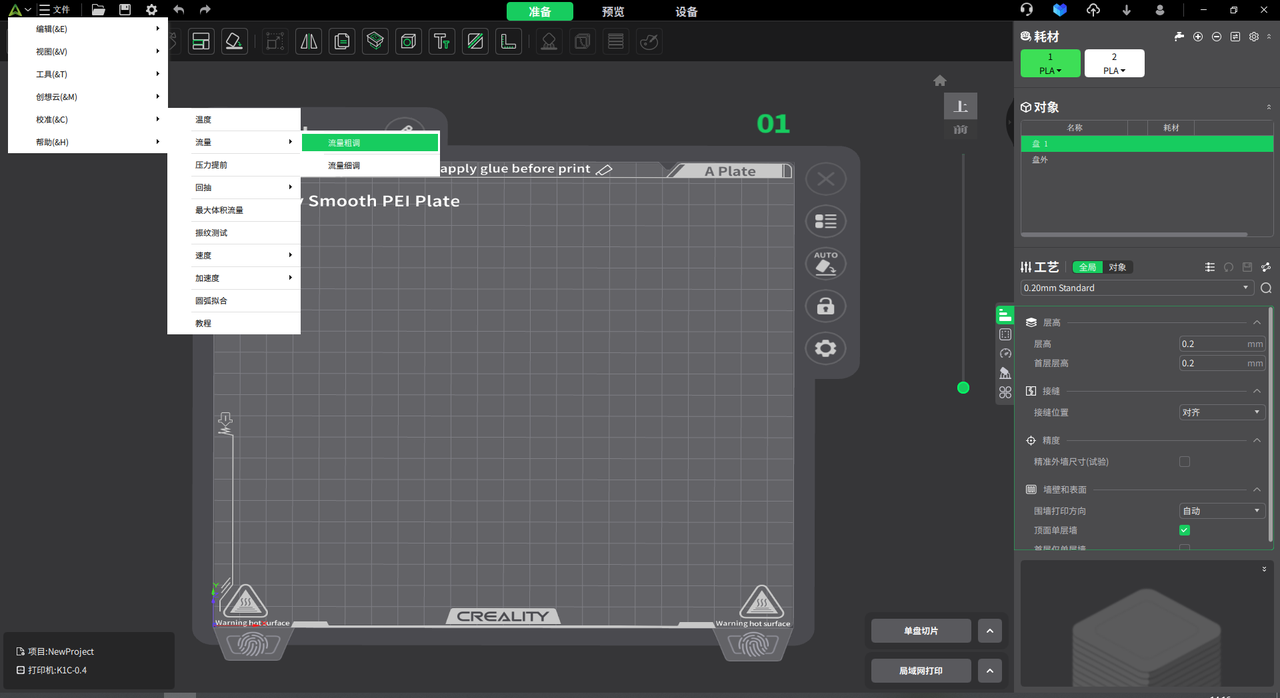
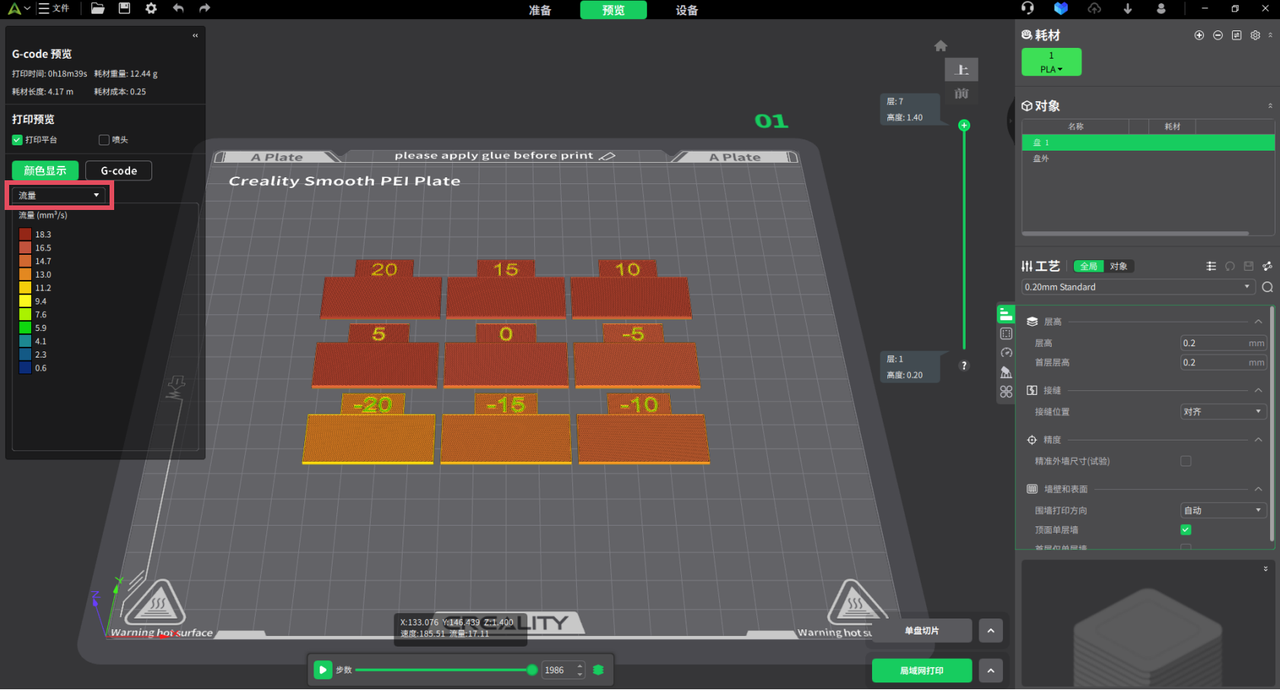
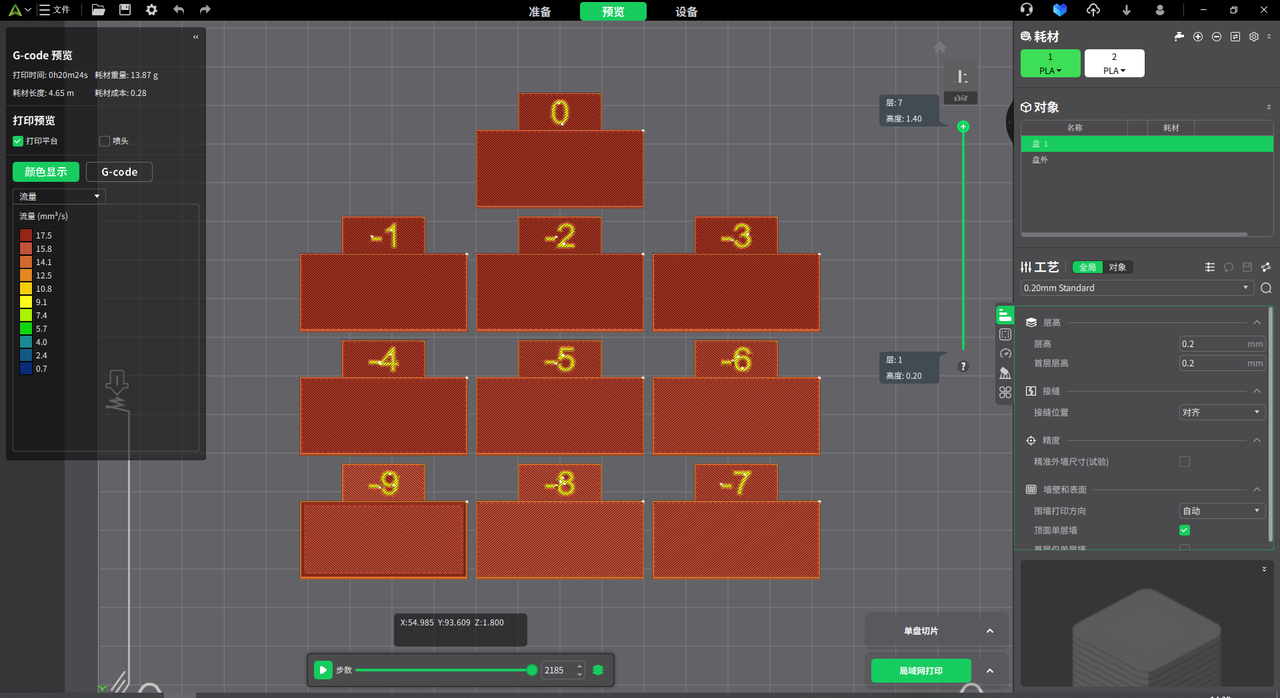
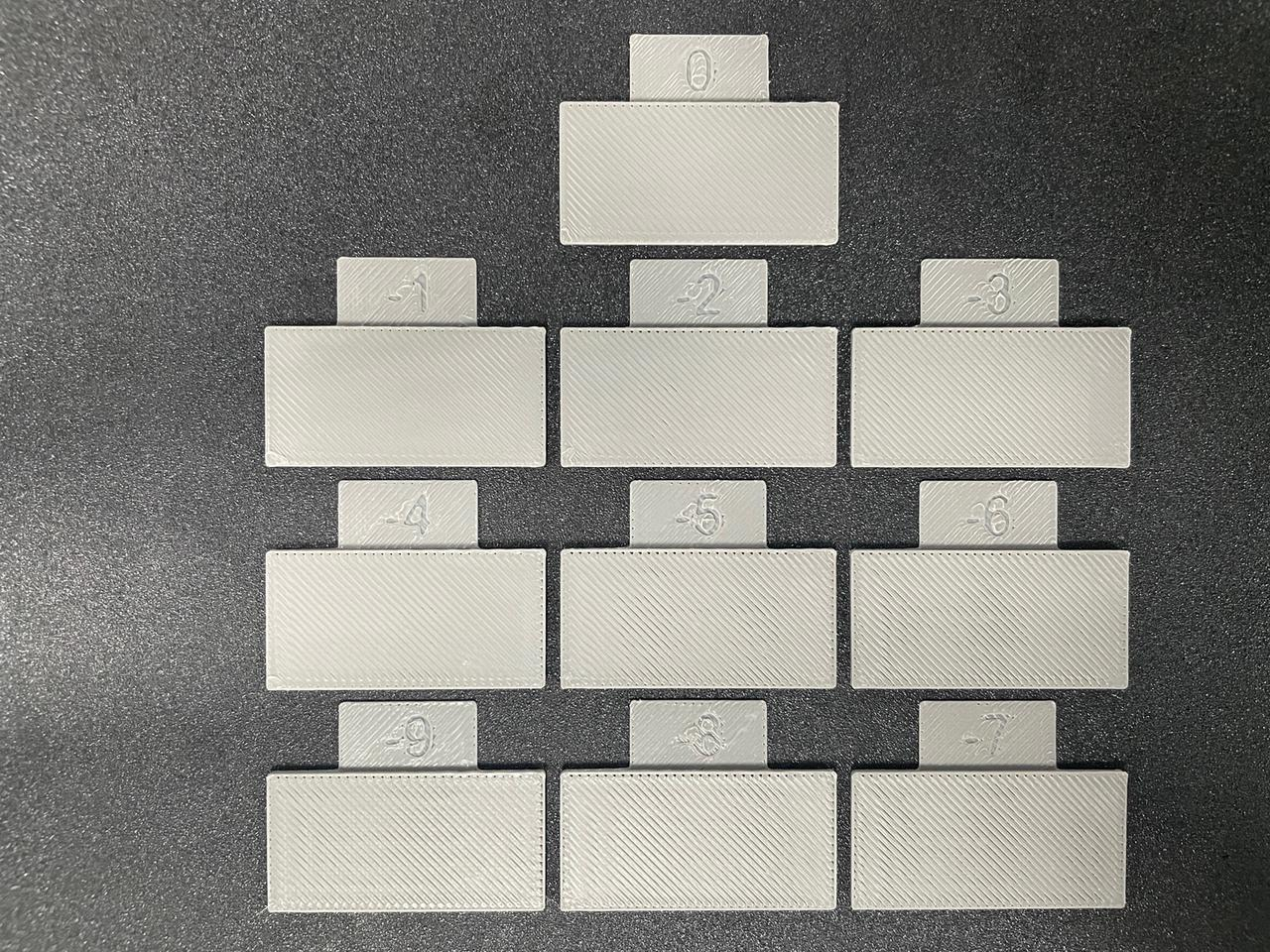
¶ 预览软件自动生成的不同流量的模型(当前是 -20~20 范围),依次排列在底板上
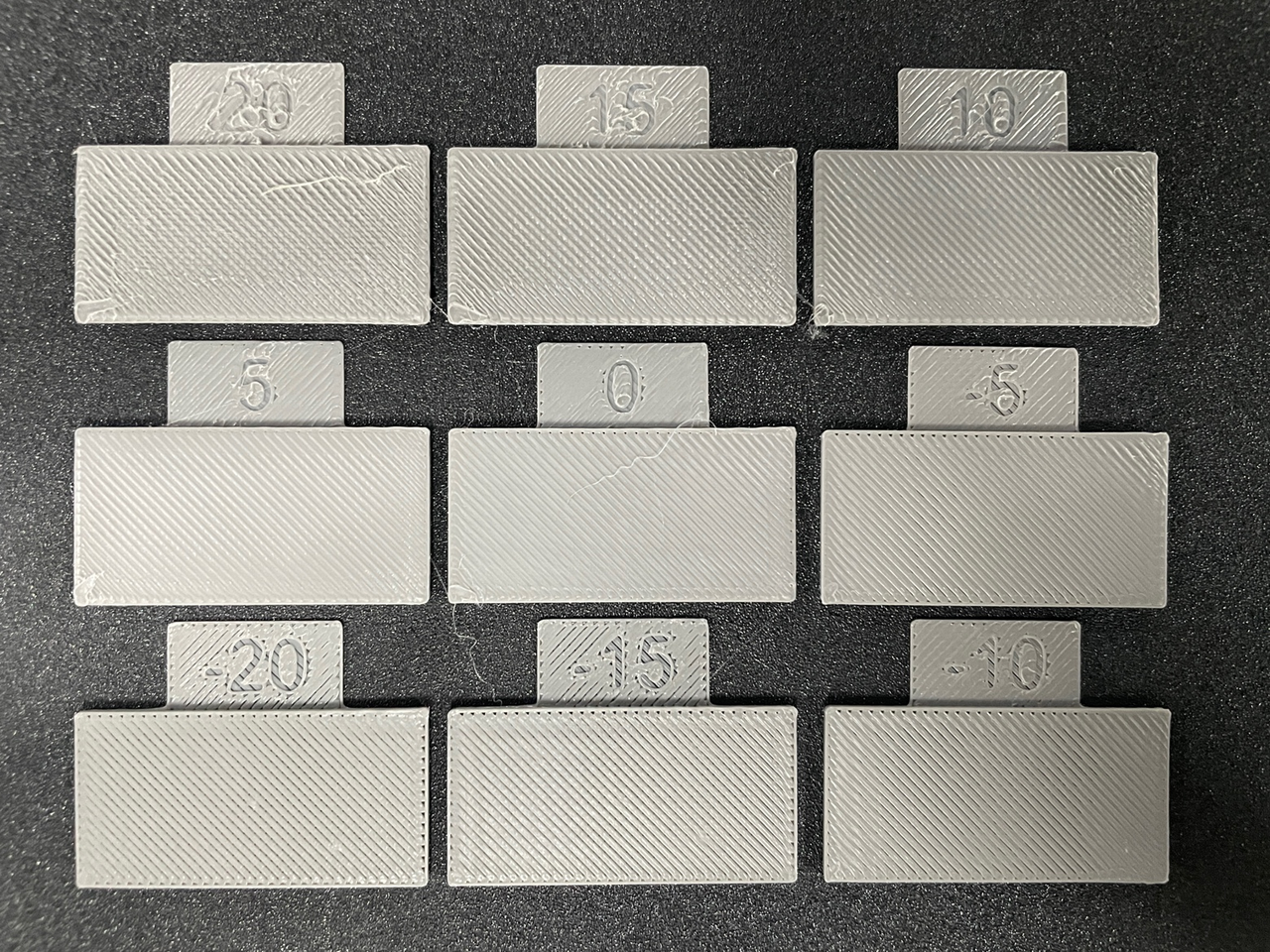
切片完成后,切换显示信息为流量即可查看流量差异,在打印过程中,每个方块会采用不同的流量参数,共有9个流量参数,分别为[-20, -15, -10, -5, 0, 5, 10, 15, 20]。其中,流量参数为0代表100%流量,流量参数为20表示流量增加至原值的1.2倍,而流量参数为-20则表示流量缩减至原值的0.8倍。
¶ 实际打印结果分析
通过观察打印结果可发现,粗调-5、-10、-15、-20试样的顶面填充线之间有较多间隙,说明流量比例偏低;20、15、10、5试样的顶面填充线之间材料挤压严重造成顶面粗糙,说明流量比例偏高;而0试样的顶面填充线之间没有间隙,且顶面相对平整,那么粗调流量比例结果为1×(100%+0%)=1。
¶ 流量细调
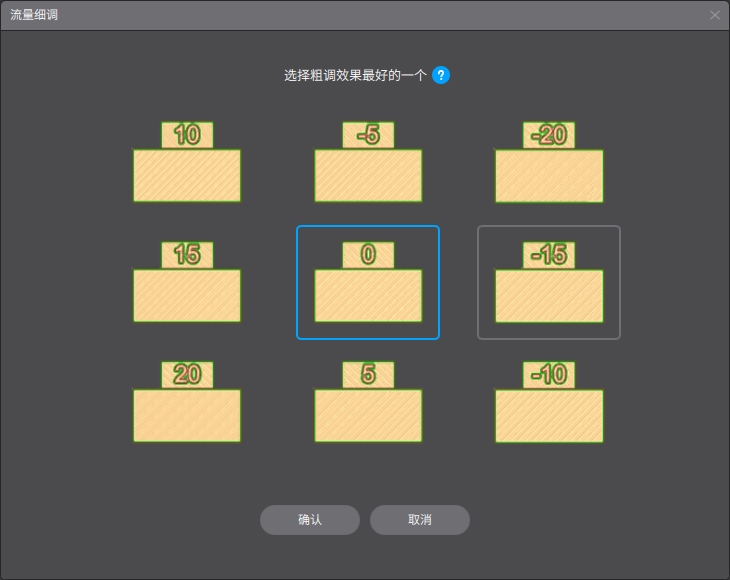
¶ 流量细调入口
¶ 选取粗调过程中,打印效果最好的流量百分比差值
细调校准方式选取(选取粗调后最优打印效果的测试模型,示例是0%)
¶ 点击确认就弹出了细调的进一步筛选流量面板(同粗调过程一样)
同样我们会出现细调校准测试模型,点击发送打印,接着对实际打印结果进行分析。
¶ 实际打印结果分析
下图细调-9、-8、-7、-6、-5、-4、-3试样的顶面填充线之间有较多间隙,说明流量比例偏低;而-2试样相对0和-1试样顶面更平整,因此-2试样是最佳的细调结果。
¶ 分析打印结果,调整相关参数
1. 结果分析
通过两次流量校准的粗调和细调,我们得到以下结果:粗调为0%,细调为-2%。因此,最佳打印效果的流量为0.98。
公式: 最佳流量比例 = 校准前用户配置耗材参数中的流量比例×粗调流量比例×细调流量比例=1×(100%+0%)×(100%-2%)=0.98
2. 参数应用
根据粗调细调最终得出的最佳流量比例,去调整耗材内部的打印参数,即可实现通过耗材流量校准来实现打印效果优化的目的

¶ 压力提前
klipper固件通过引入压力补偿功能来优化拐角处的打印质量,基本原理是加速过程中增加喷嘴压力挤出额外的耗材,减速过程中降低喷嘴压力回抽耗材。
压力补偿功能涉及到的参数是pressure_advance(简称PA),较大的PA值会导致溢料,而较小的PA值会导致耗材挤出不足。因此存在最优的PA值,而且该参数与耗材类型有关,因此我们强烈建议在更换耗材类型时重新测量最合适的PA值。我们提供了两种测试方法,分别是"PA塔"与"PA划线"。
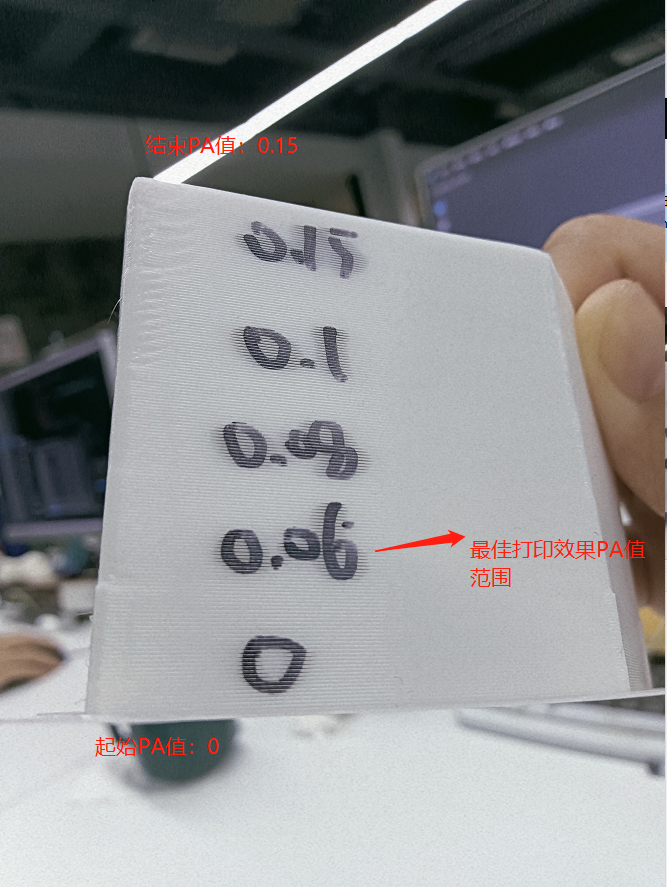
当选择"PA塔"测试方法时,通过输入起始PA值、结束PA值、PA步距,切片软件会生成一个截面为五边形的柱状体打印模型。在打印该模型的过程中,PA值会随着Z轴线性变化,即在打印第一层时PA值等于起始PA值,打印最后一层时PA值等于结束PA值。打印结束之后,观察并找到打印效果最好的位置,测量其层高。
根据公式:PA=起始PA+Z∗PA步距
起始PA: 0
结束PA: 测试模型打印完最后一层的PA;
计算最优的PA值,式中Z为测试模型的层高。
以下对压力提前校准步骤详细说明:
¶ 压力提前校准入口
¶ 默认PA塔测试,设置PA范围,开始校准流程
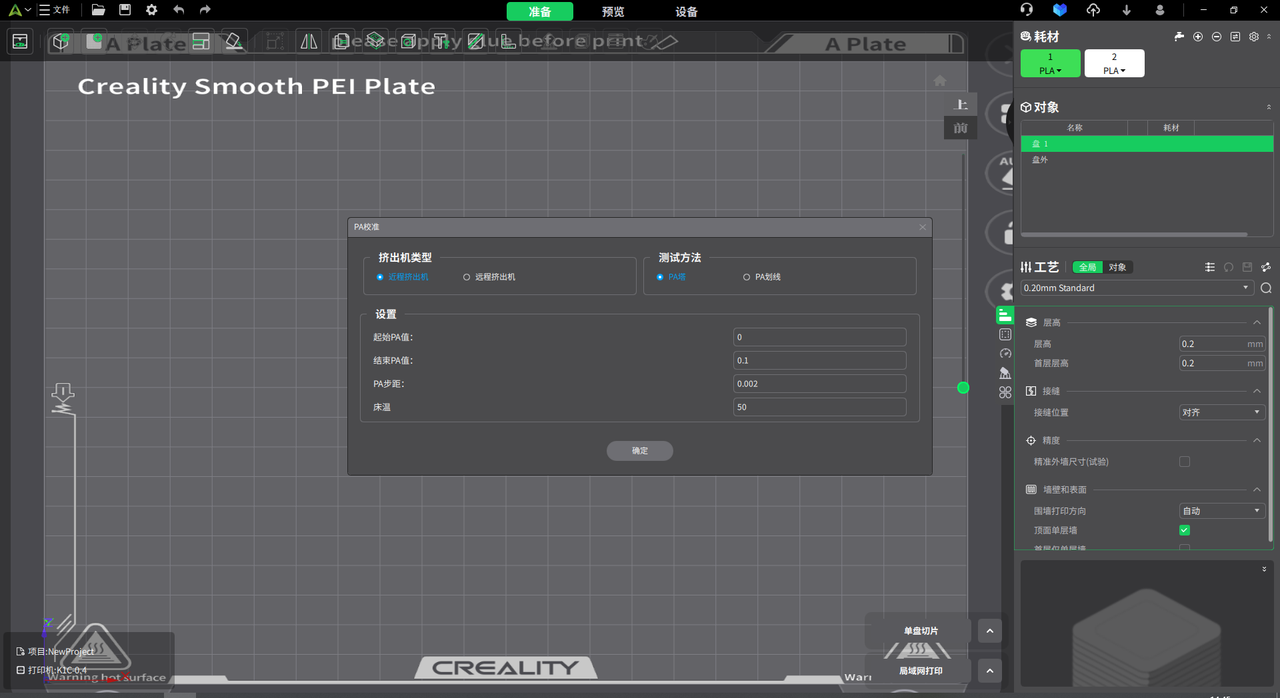
设置PA范围以便对比不同范围的打印效果
¶ 查看预览结果
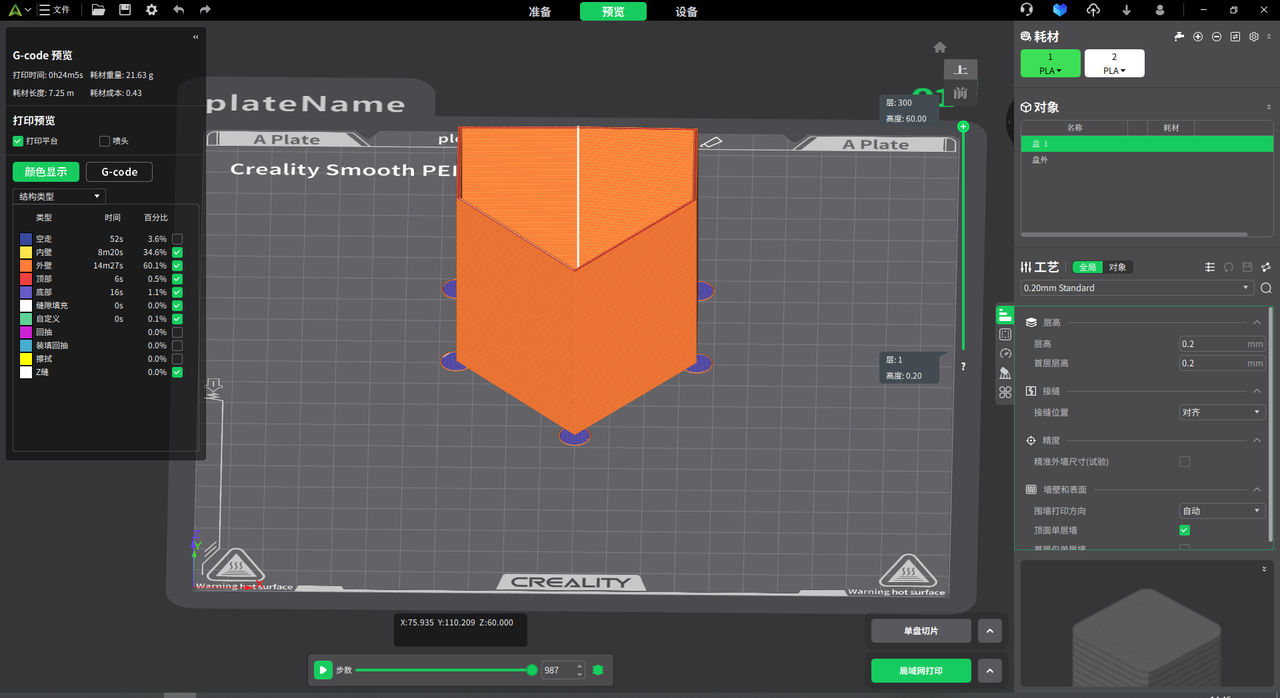
压力提前PA测试模型gcode
¶ 分析打印结果,调整相关参数
1.结果分析
在对实际打印效果进行校准比对时,我们观察到模型在30mm高度左右时,模型转角效果较优,随着高度的增加,转角打印效果逐渐变差。因此,我们得出目前的30mm高是最佳打印效果的值。
基于此结论,我们可以计算出PA值。
根据公式:PA=起始PA+Z∗PA步距
即: PA=0+30*0.002=0.06
2. 参数应用
用校准出来的最优PA值去调整耗材内部的打印参数
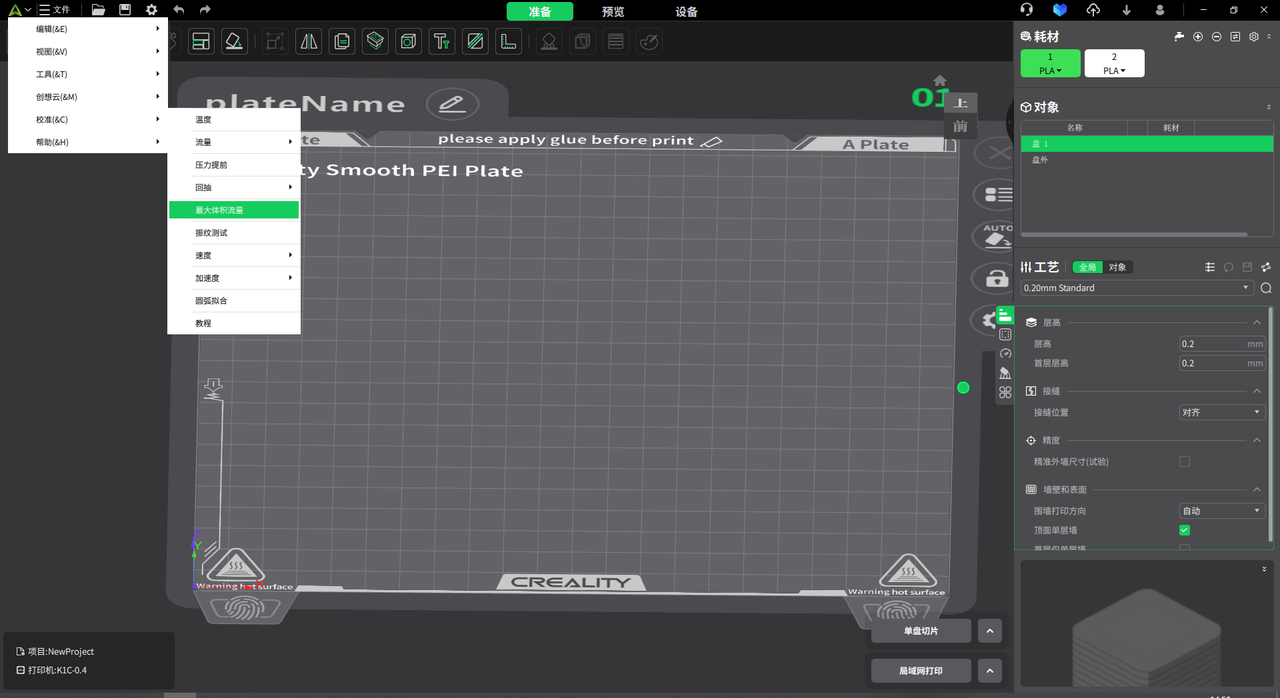
¶ 最大体积流量
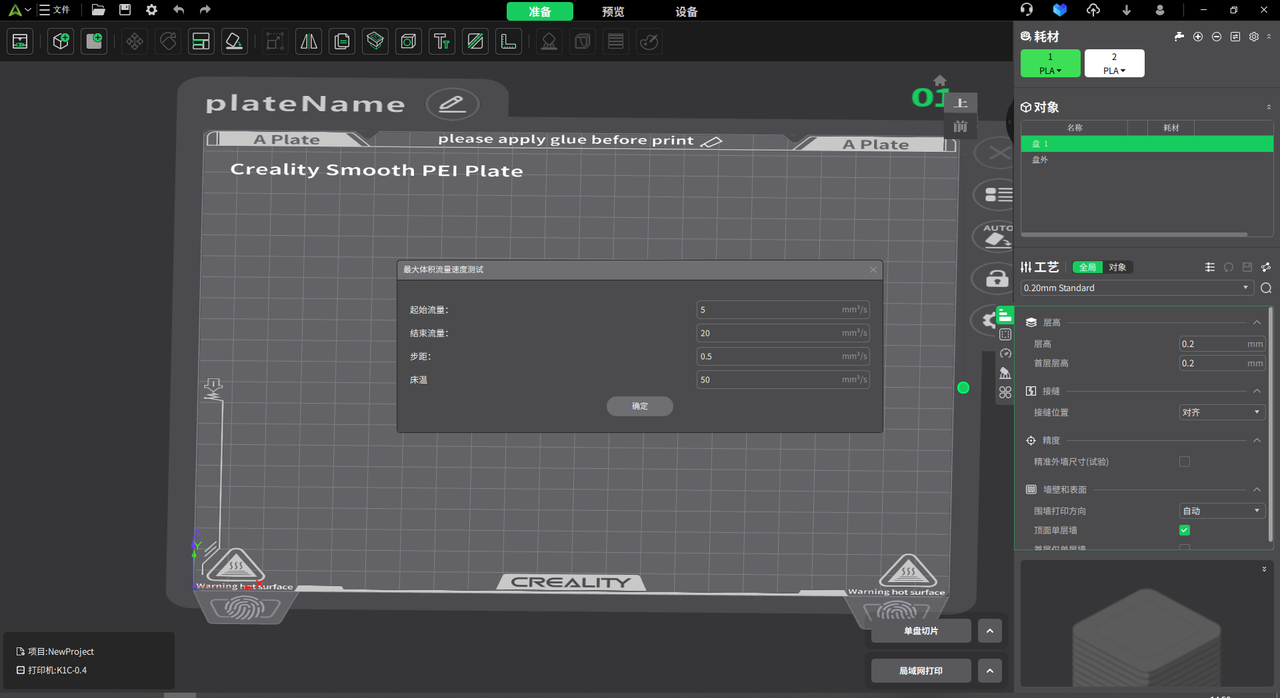
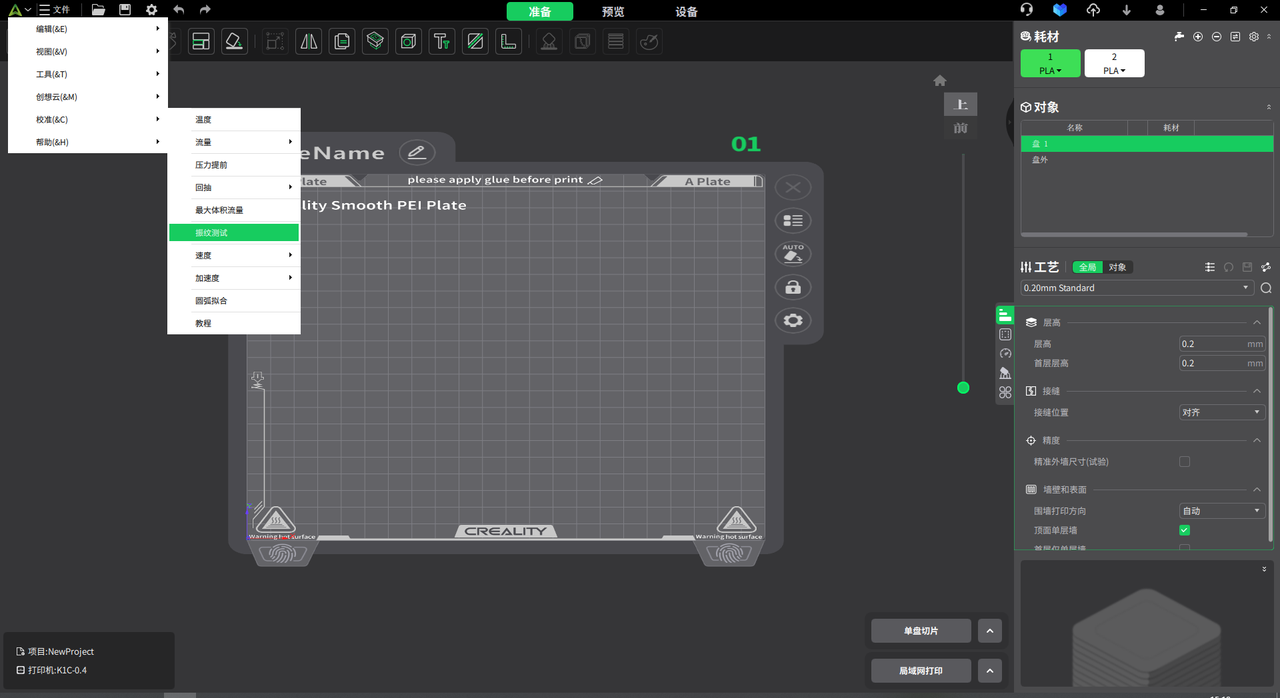
在"校准"选项卡中选择"最大体积流量",输入起始流量、结束流量、流量步距三个参数,切片软件生成打印测试模型。默认情况下,起始流量为5,结束流量为20,流量步距为0.5。
¶ 最大体积流量校准入口
¶ 体积流量校准设置
¶ 查看预览效果
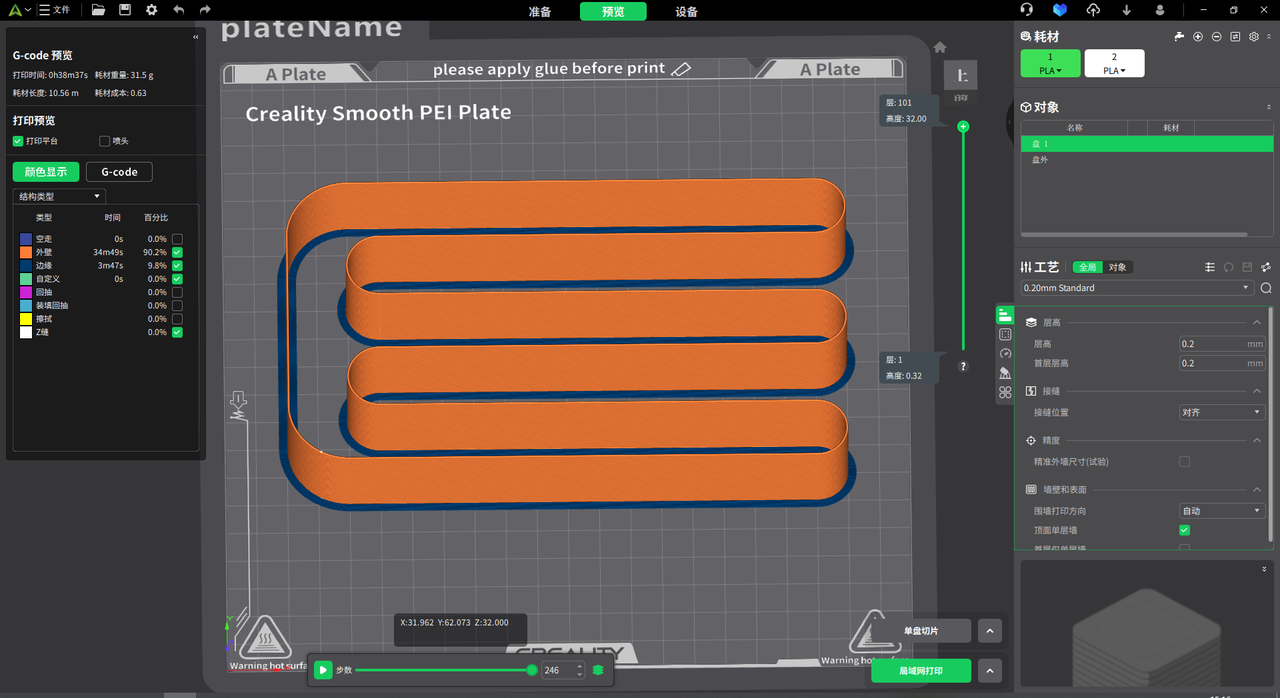
最大体积流量测试模型gcode
¶ 分析打印结果, 调整相关参数
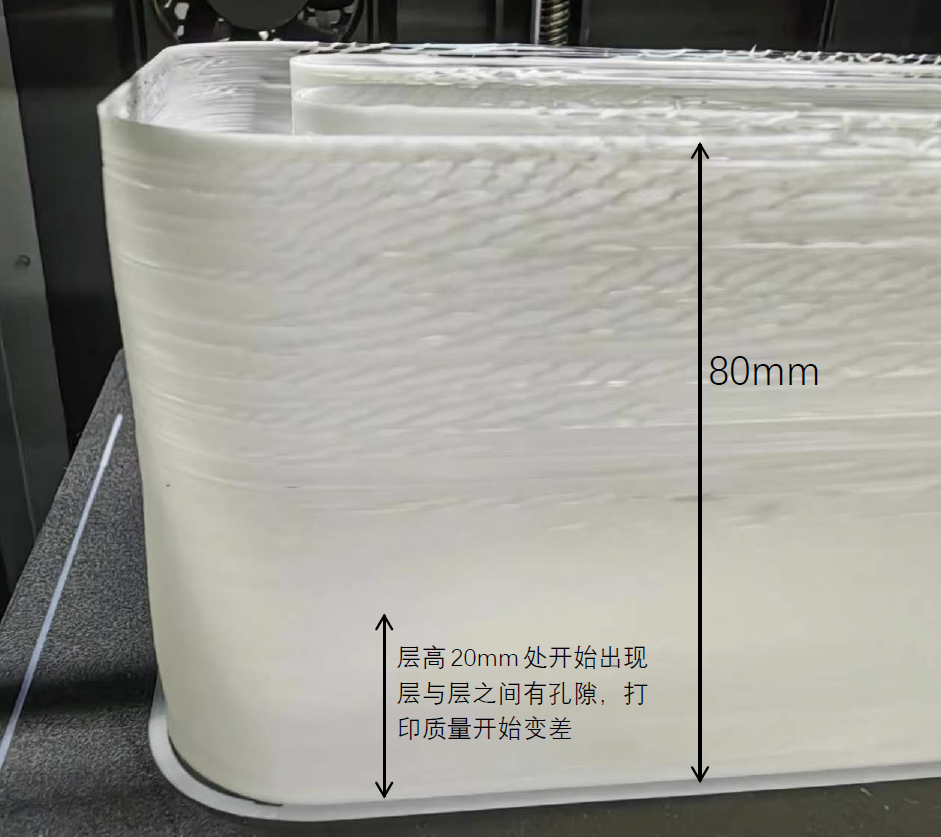
1.结果分析
在对实际打印效果进行校准比对时,我们观察到当层高约为20mm时,随着高度的增加,打印效果逐渐变差。因此,我们得出目前的20mm是最佳打印效果的值。基于此结论,我们可以计算出最大的流量体积。
根据公式:最大体积速度 = 起始流量 + 观察高度 * 流量步距
即:最大体积速度 = 5 + 20mm * 0.5 = 15
2. 参数应用
耗材管理模块修改最大体积速度(流量)参数值
¶ VFA (振纹)
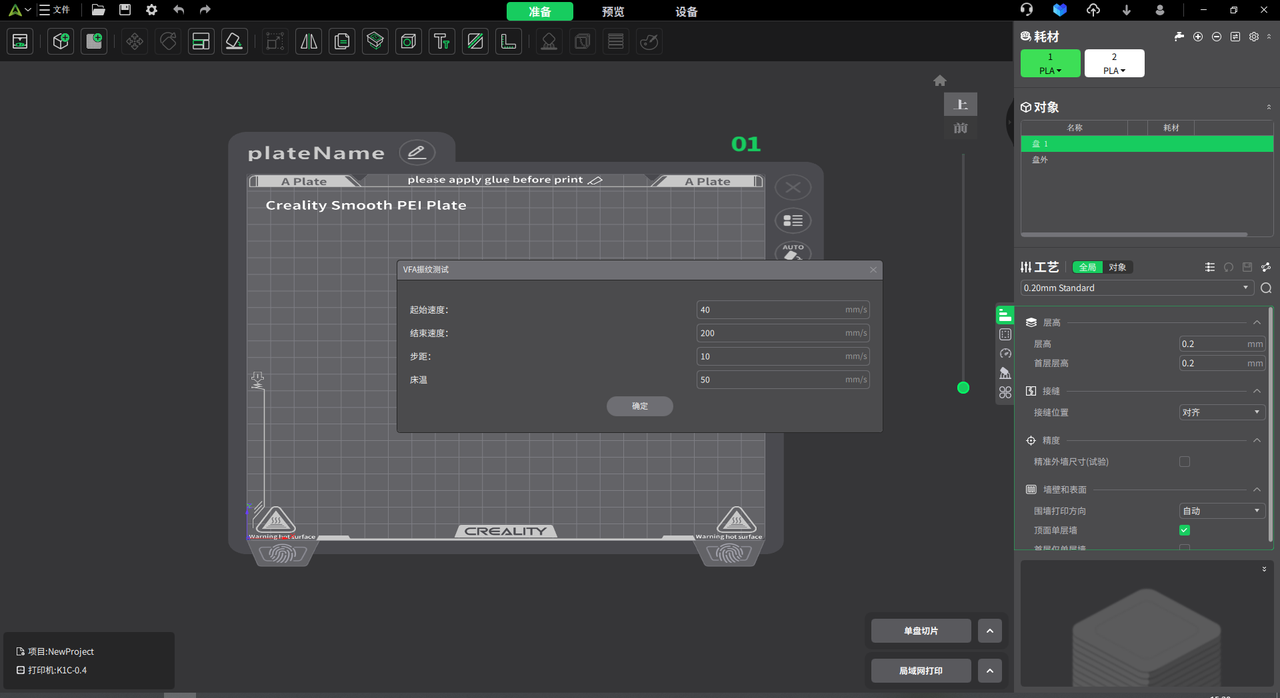
在"校准"选项卡中选择"VFA",输入起始速度、结束速度、速度步距三个参数,切片软件生成打印测试模型。默认情况下,起始速度为40,结束速度为200,速度步距为10。
¶ VFA (振纹)入口
¶ VFA (振纹)参数设置
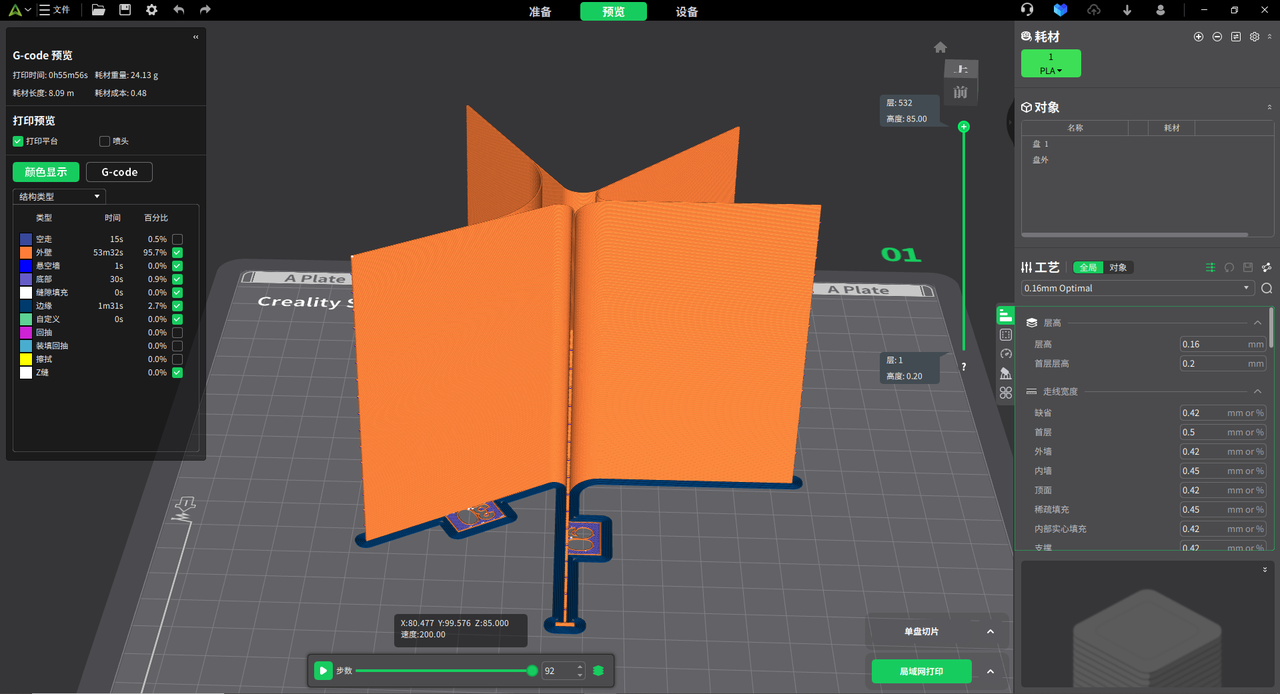
¶ 预览VFA (振纹)效果
¶ 分析校准结果, 调整相关参数
1.结果分析
实际打印效果的比对中,我们发现当速度为第五格以上时,打印机硬件造成的低速振纹消失,速度往上增加无振纹和层纹异常出现。
结论:第五格的速度为100mm/s左右,所以建议外墙设置速度至少100mm/s以上。
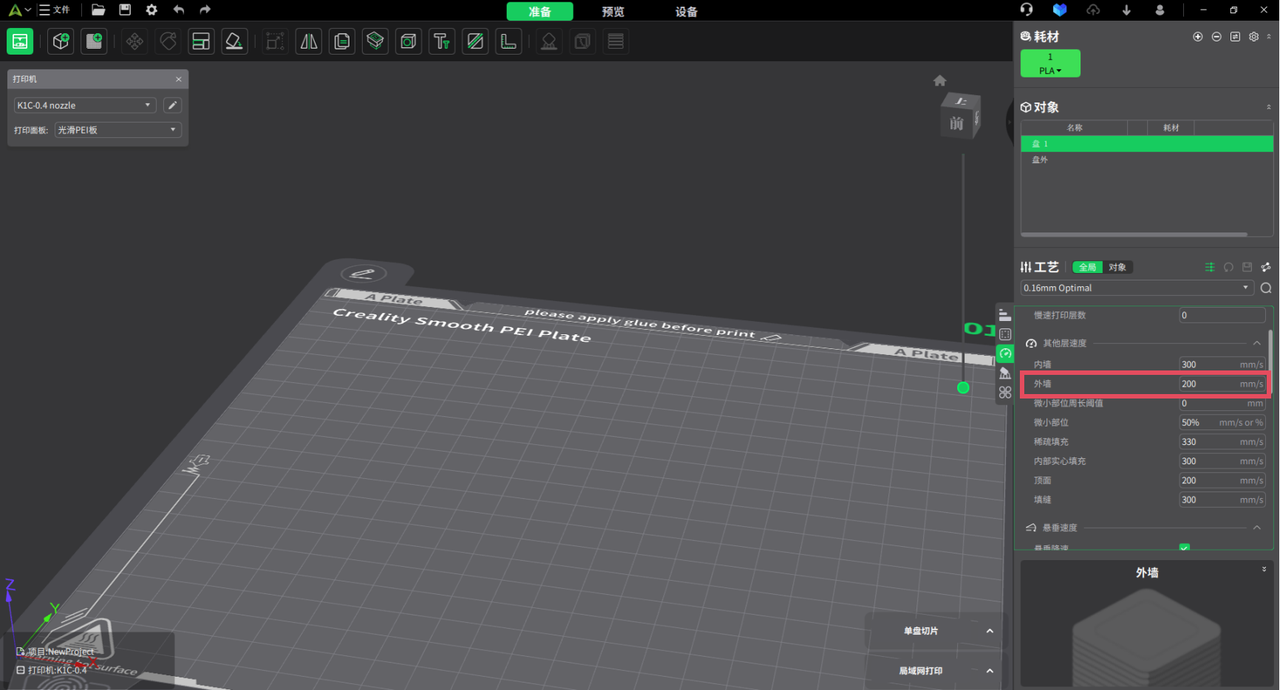
2.参数应用
工艺管理模块修改外墙速度值为100mm/s以上
¶ 特别说明:
- *流量测试和回抽测试的灵感来自 SuperSlicer.
- *PA 塔方法的灵感来自于 Klipper。
- *温度塔模型由智能紧凑型温度校准塔重新混合而成。
- *最大流量测试的灵感来自Stefan(CNC Kitchen),测试中使用的模型是他的挤压测试结构的重新组合。