¶ 一.功能背景
以打印耗材为切入点,观测其在打印中的温度、流量变化、压力提前,等多维度因素对于最终打印效果的影响。
从而去更为科学细致地去深入准确优化打印参数,最终达到优化打印效果的目的,这就是校准功能存在的意义。
¶ 二.校准维度
我们知道,耗材在不同的喷嘴温度下,在不同的流量状态下,在不同的压力提前下,都会让打印效果不一样。
那么针对这些不同的面去观察对比耗材的实际打印效果的过程,就是耗材校准过程。不同的面就代表校准维度。 (如下列表所示)
1. 温度。
(不同打印机,不同耗材前提下,通过调节耗材温度,选取最优打印效果的耗材温度。)
2. 流量粗调。
(宽泛通用的流量范围罗列出来,整合出他们分别的打印效果,为进一步比较优化做准备。)
3. 流量细调。
(更为细致地去调整缩小流量微调范围,去筛选出最优打印效果的流量调整差值。)
4. 压力提前。
(对不同压力提前的场景影响的打印效果比对,去调整相关耗材应用参数)
5. 最大体积流量(速度)。
6. VFA(震纹)。
¶ 三. 校准过程(根据不同校准维度去校准的过程)
¶ 3.1 温度
温度(喷嘴温度)校准使用的模型由多层具有相同结构的部件堆叠而成。校准的原理是使用同一种耗材在不同的喷嘴温度下观察其打印每一层的部件实际效果,在打印结束之后观察并比较每一层的打印效果, 根据打印效果的好与坏去作比较筛选,从而找到最合适打印效果的喷嘴温度(也可以理解为耗材温度)。
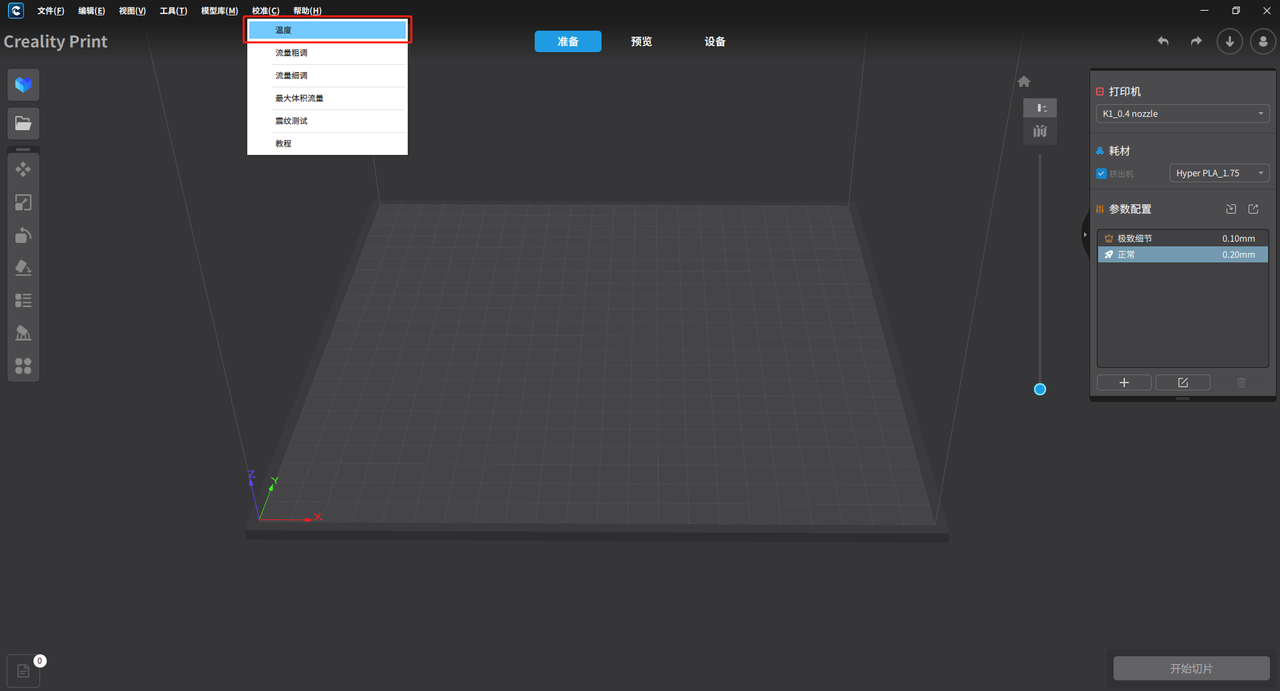
¶ 3.1.1 找到温度校准入口
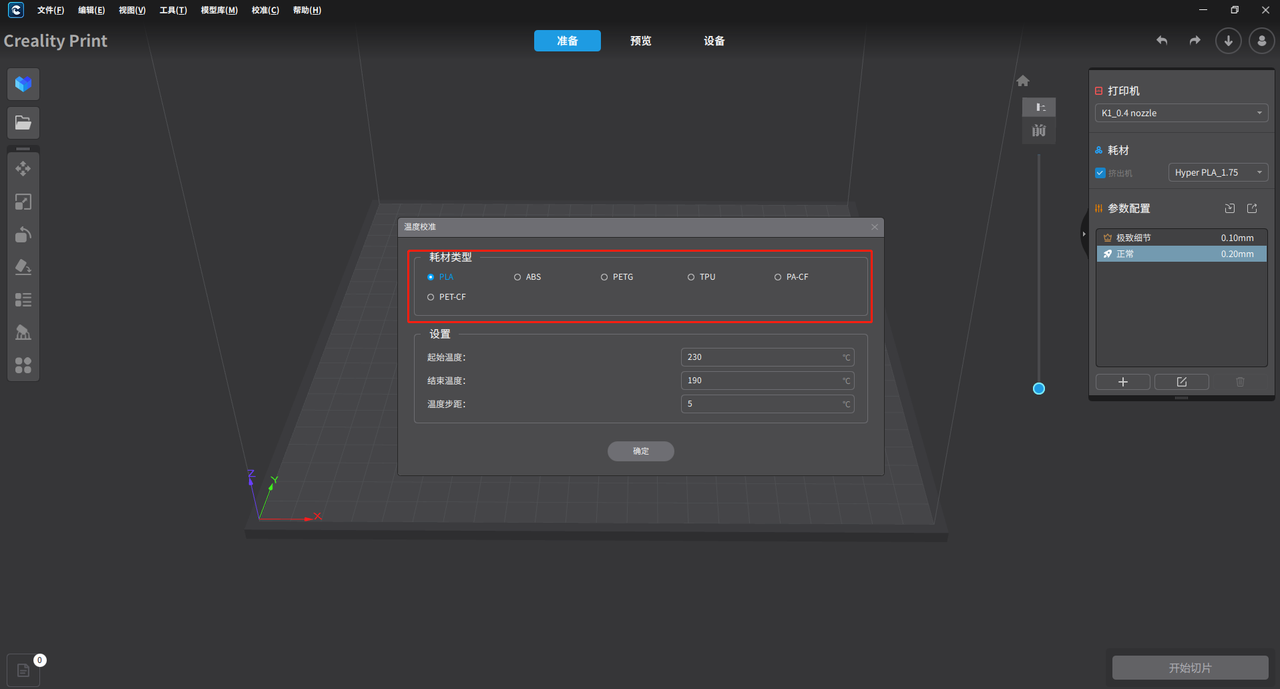
¶ 3.1.2 选取耗材(PLA),设置校准的温度范围(在什么温度范围下的打印效果模拟)
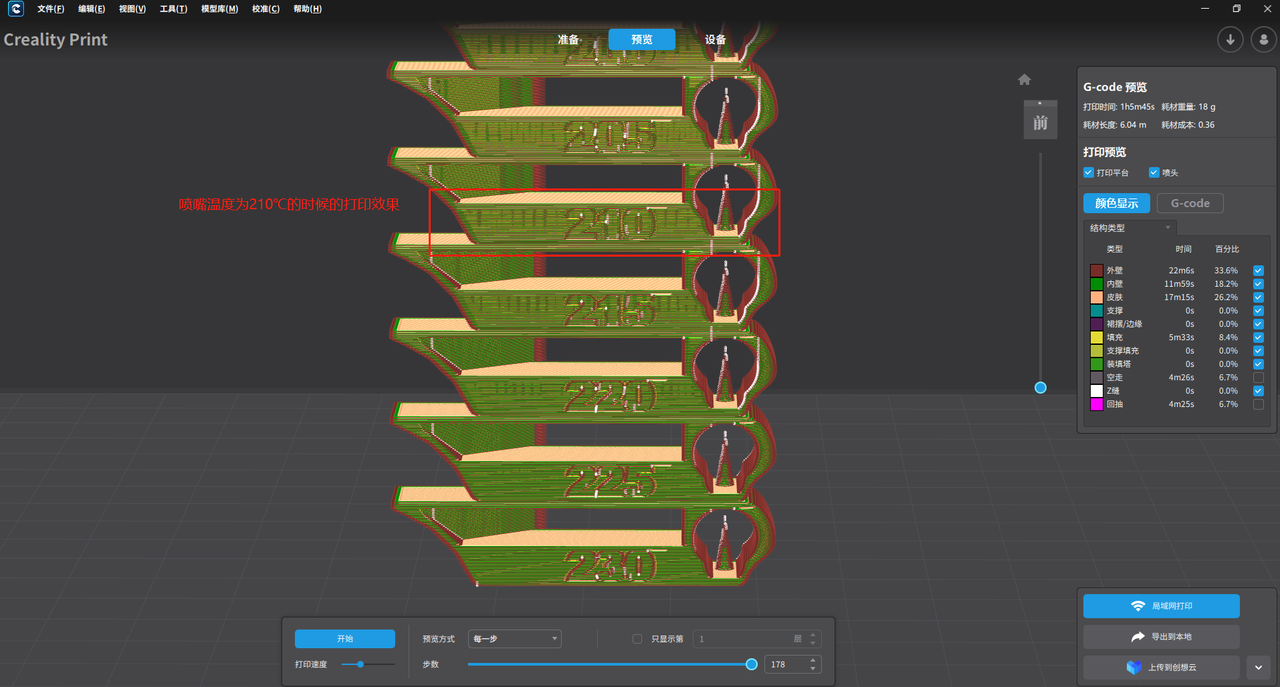
¶ 3.1.3 点击确定后在预览界面自动生成比对gcode
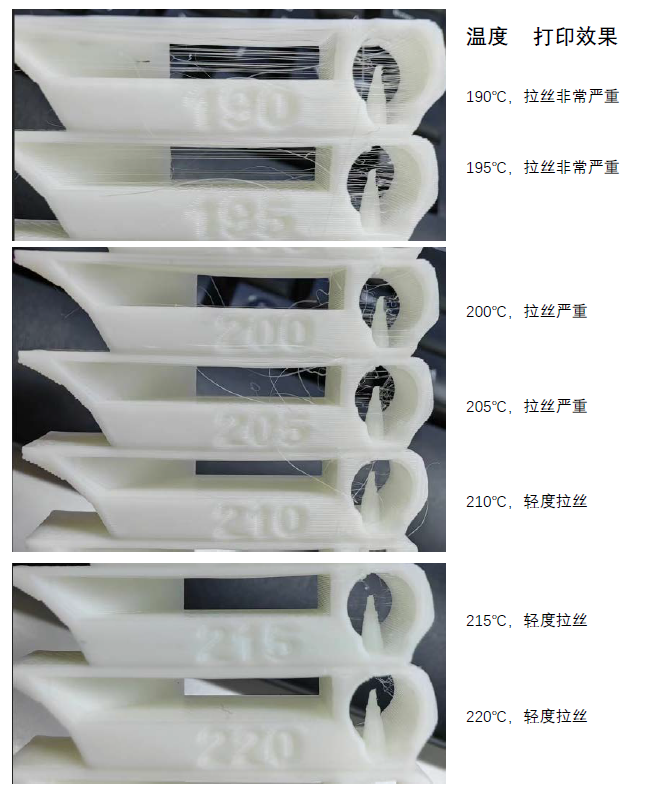
¶ 3.1.4 最后用校准功能生成的gcode打印,对比实际的打印效果
由此温度校准的流程,我们最终可以从实际的打印效果图中可以分析出,当耗材温度为220°的时候拉丝问题最轻,打印效果最平滑,所以我们通过耗材的温度校准功能, 得出了这个PLA耗材的最佳打印温度为220℃。
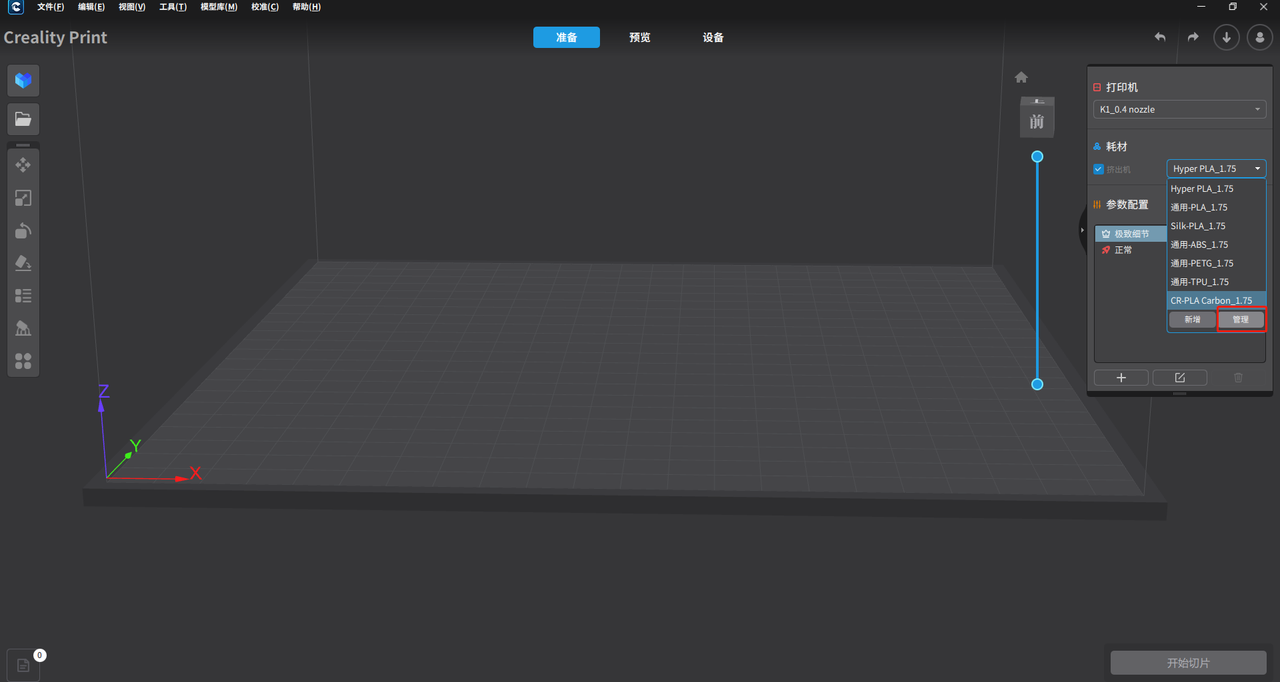
¶ 3.1.5 拿到温度校准的值,应用到耗材参数
1.进入耗材参数管理去应用参数
¶ 3.2 流量粗调/细调
¶ 3.2.1 流量粗调
¶ 3.2.1.1 点击流量粗调。
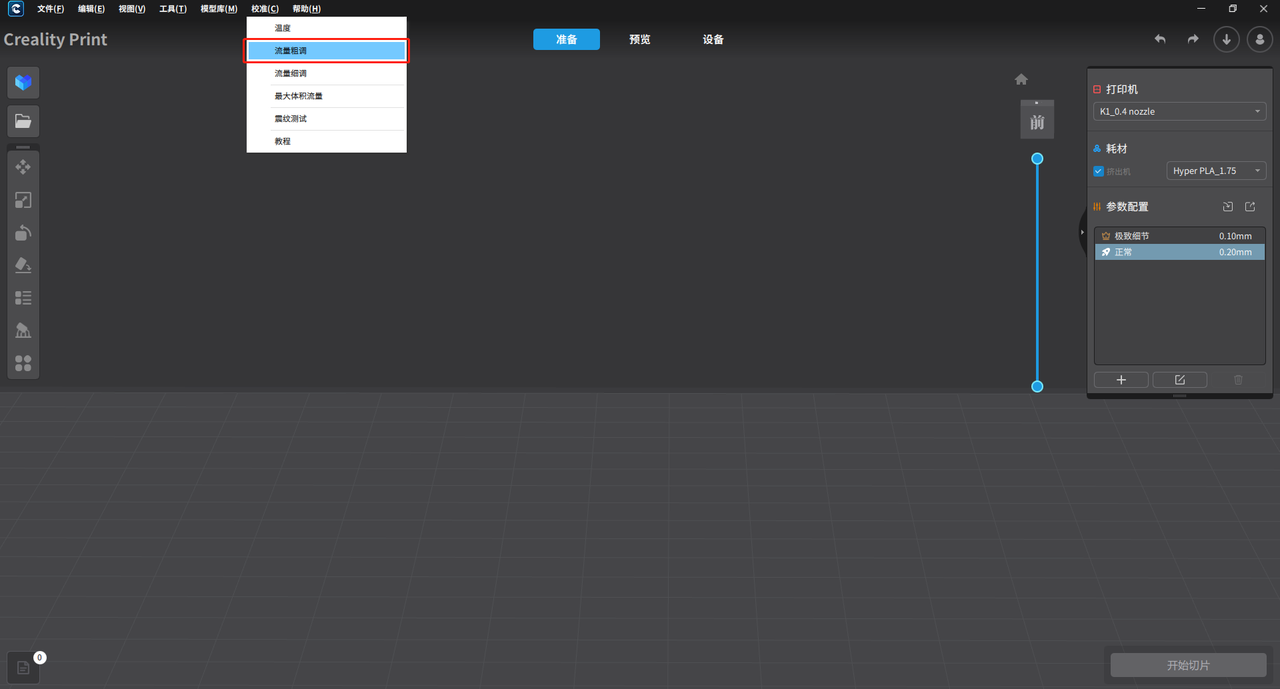
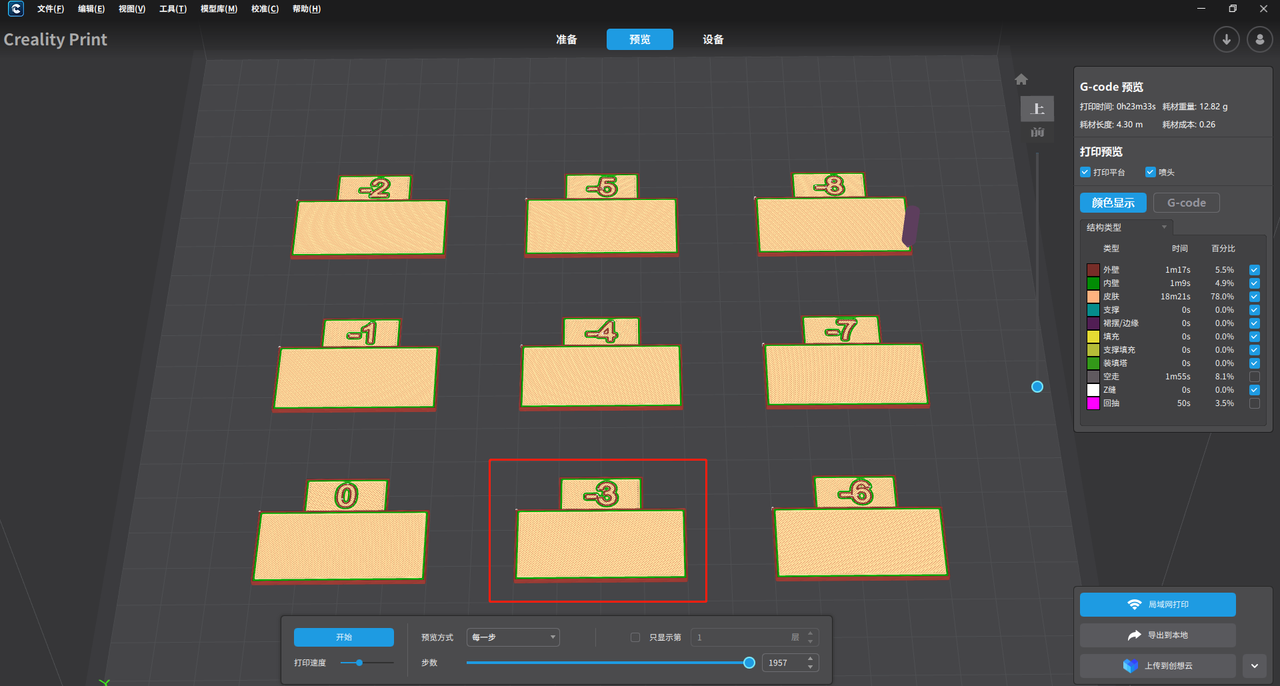
¶ 3.2.1.2 系统会分段自动生成不同流率(当前是 -20~20 范围)状况下的gcode文件,依次规律地排列在底板上。
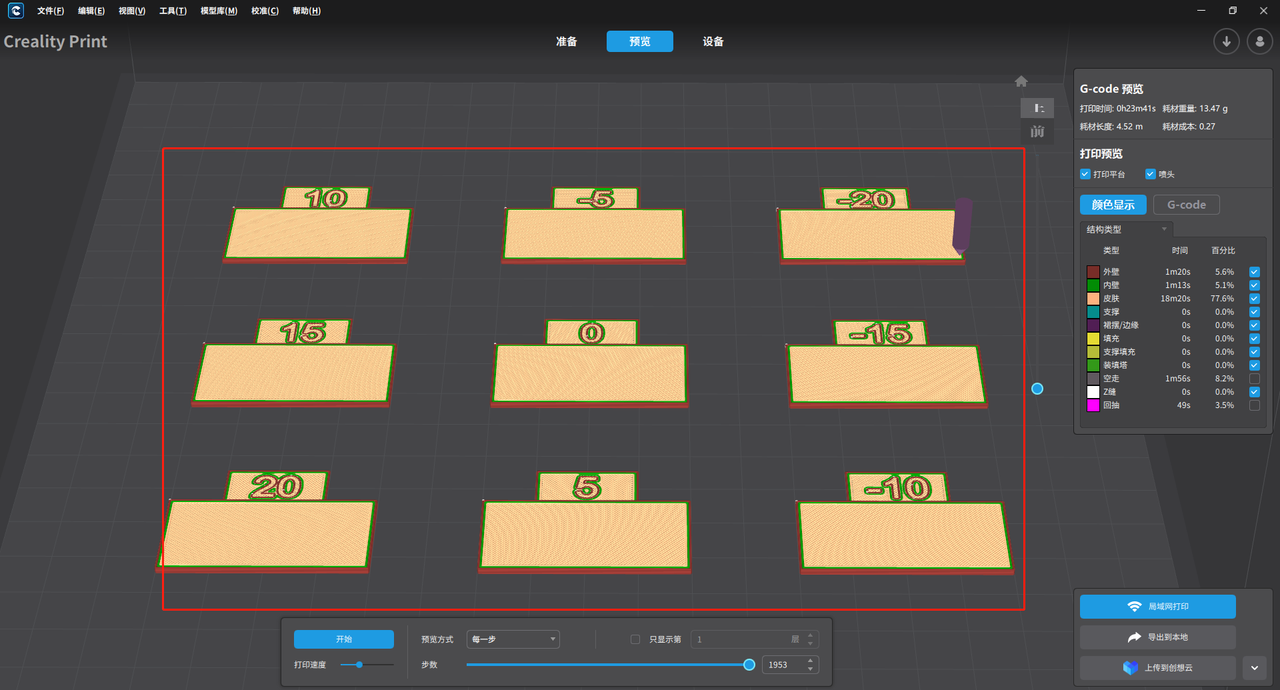
注意: (打印过程中,打印不同的方块会使用不同的流量参数,9个流量参数分别是[-20, -15, -10, -5, 0, 5, 10, 15, 20]。流量参数为0代表100%流率,流量参数为20代表流率扩大至原来的1.2倍,流量参数为-20意味着流率缩小至原来的0.8倍。)
¶ 3.2.1.3 实际打印结果分析:
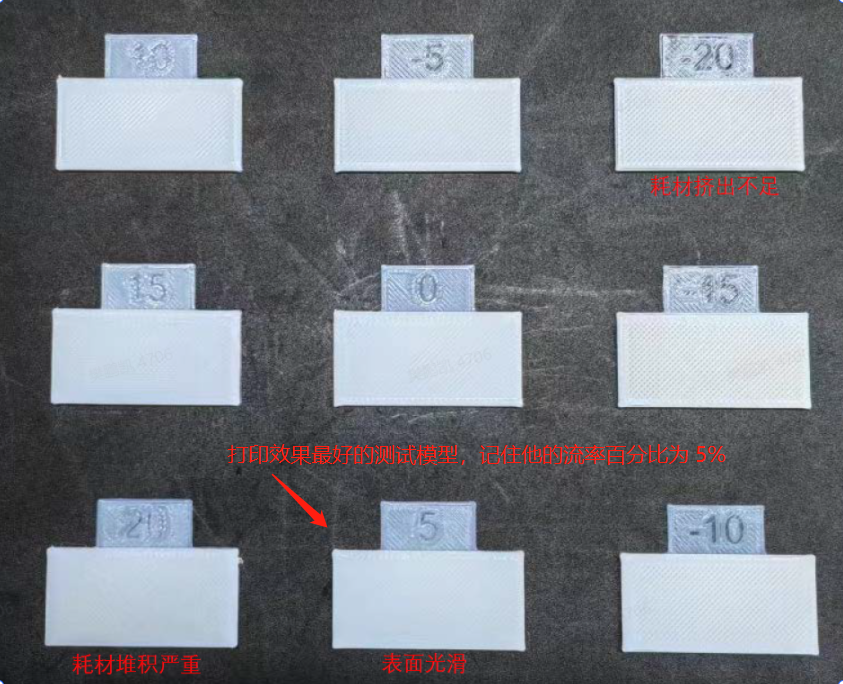
从打印结果可以看出,当流量参数为20的时候,耗材会挤出较多,从而导致耗材堆积,表面粗糙。当流量参数为-20的时候,打印过程中耗材会存在挤出不足的情况,导致表面有孔隙。
当流量参数为5时,打印效果较好,表面平滑。
由此粗调流程,我们得到了最好的打印效果的流量挤出百分比。
¶ 3.2.1.4 将流量粗调的最佳打印效果记住,接着再进行流量细调
¶ 3.2.2 流量细调
¶ 3.2.2.1 找到流量细调的入口
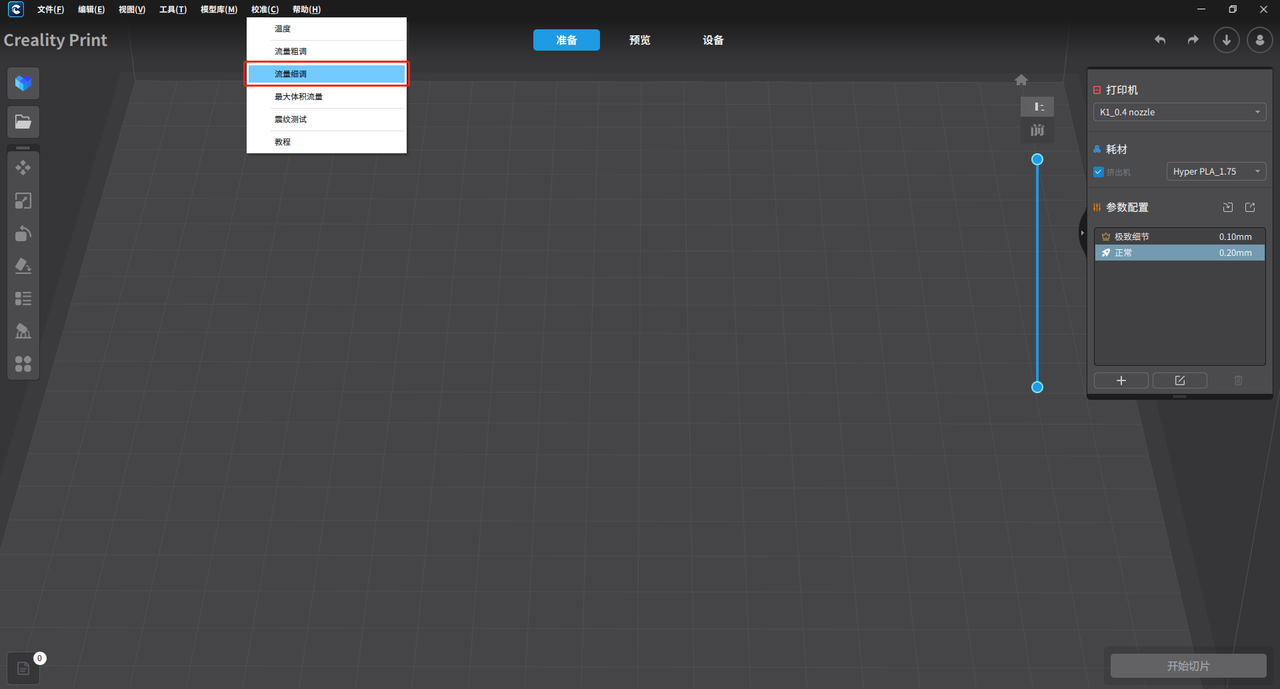
流量细调功能入口
¶ 3.2.2.2 选取粗调过程中,打印效果最好的流量百分比差值
细调校准方式选取(选取粗调后最优打印效果的测试模型)
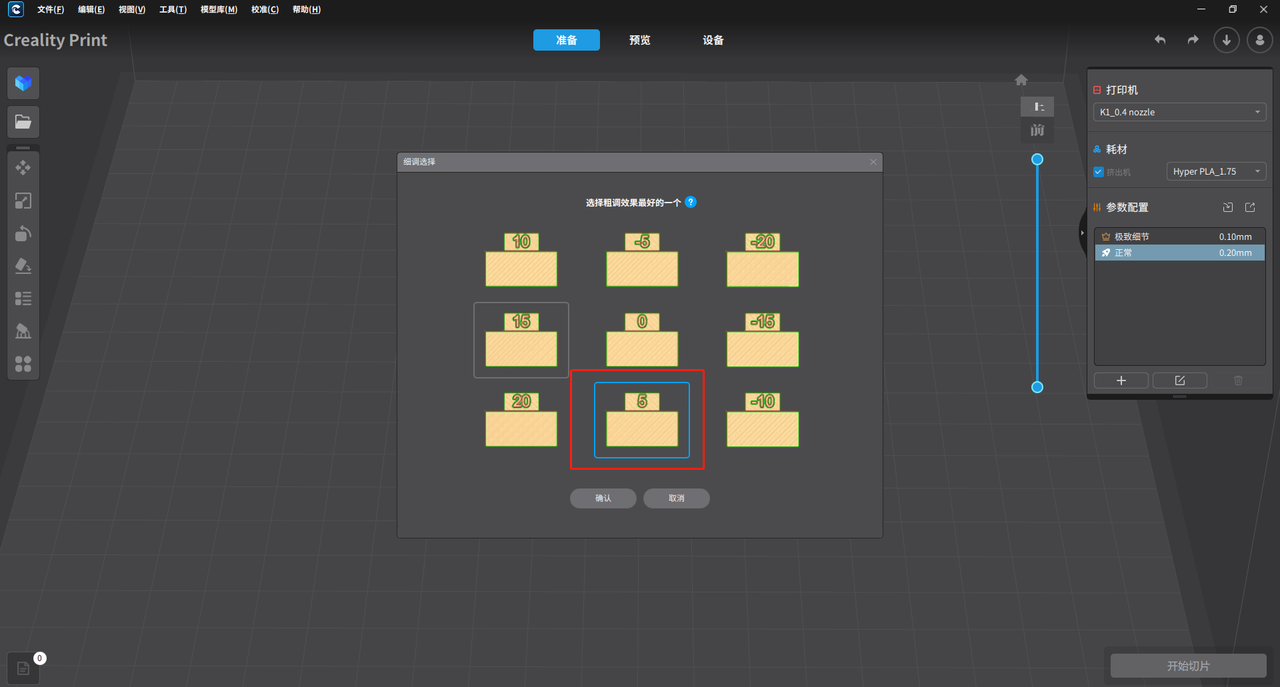
¶ 3.2.2.3 点击确认就弹出了细调的进一步筛选流量面板(同粗调过程一样)
我们假设 -3 的是当前流量细调的最好打印效果的流量百分比差值,那么我们就可以去根据粗调和细调两次流量校准过程获取到了百分比差值:粗调:5%;细调:-3%;得出最佳打印效果的流率(流量百分比差值)为102%,计算公式详见下一小节。
细调校准测试模型
¶ 3.2.2.4 根据粗调细调最终得出的最佳流量百分比差值 2%,去调整耗材内部的打印参数,即可实现通过耗材流量校准来实现打印效果优化的目的
公式: 最佳流量比例 = 粗调最佳流量比例 + 细调最佳流量比例 + 100%
那我们知道,粗调的校准结果是 5%,细调最佳流量比例是 -3 %, 故 5% + (-3%) + 100% = 102%
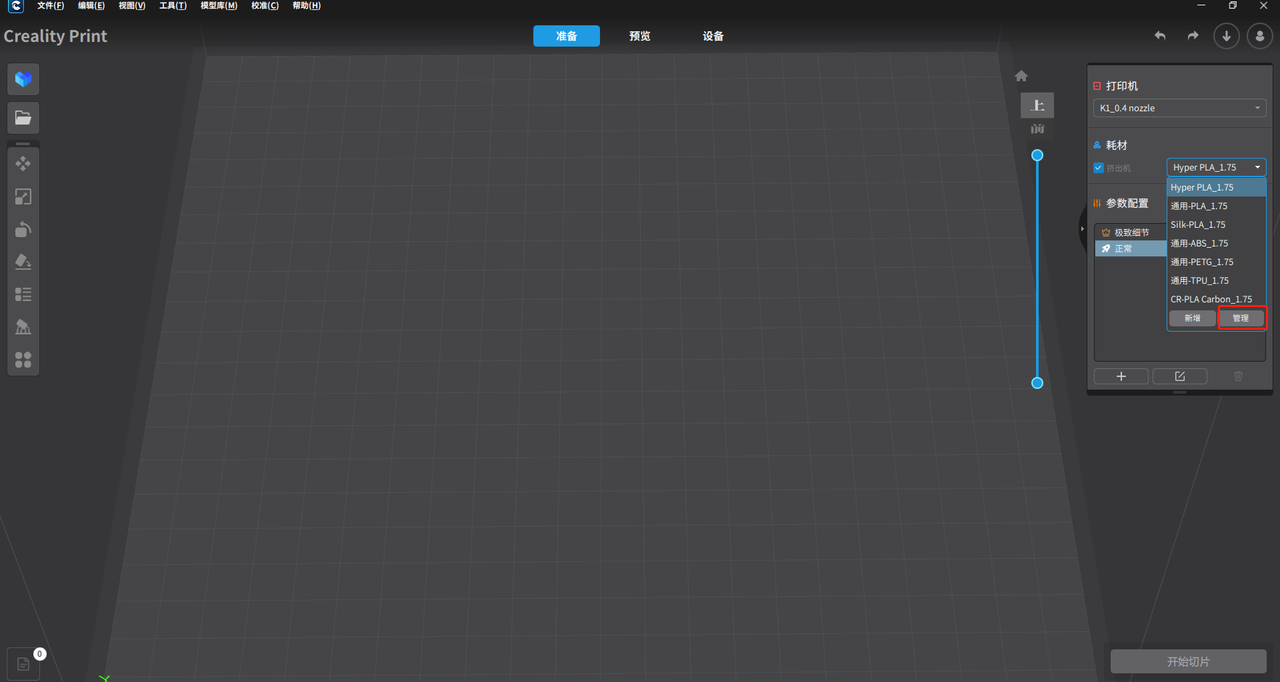
图一: 调整耗材参数入口示意图
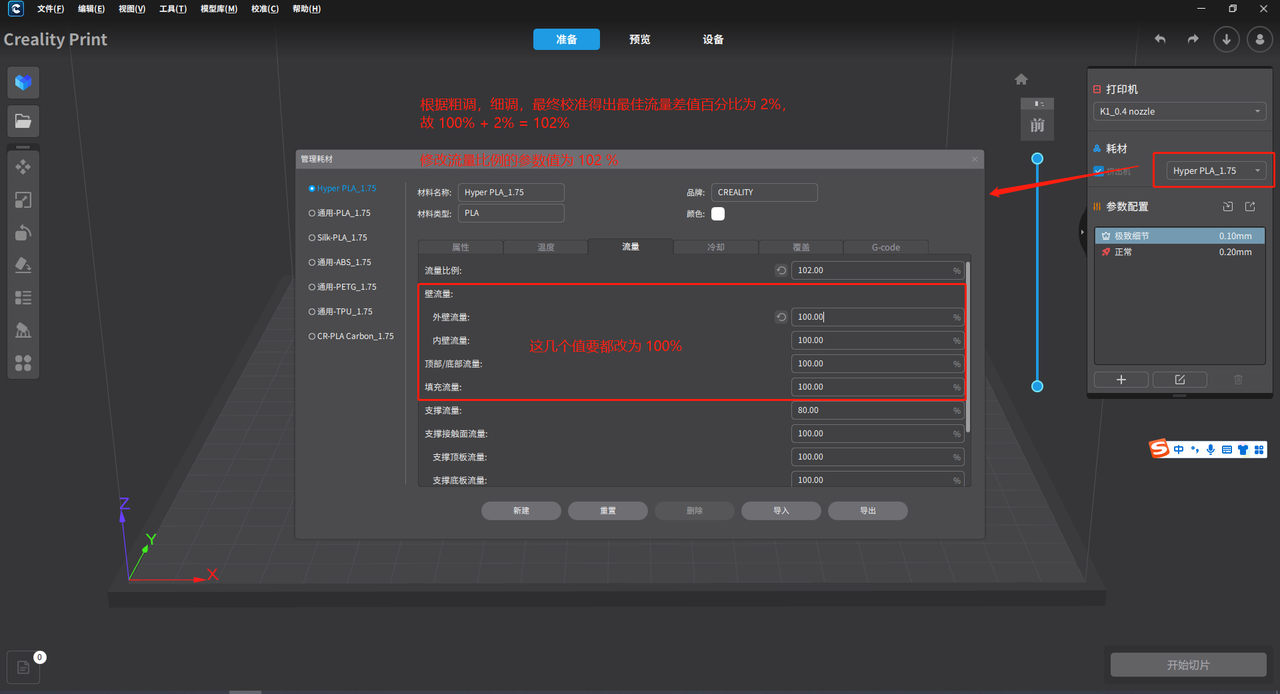
图二: 根据粗细调流量百分比差值去调整耗材参数示意图
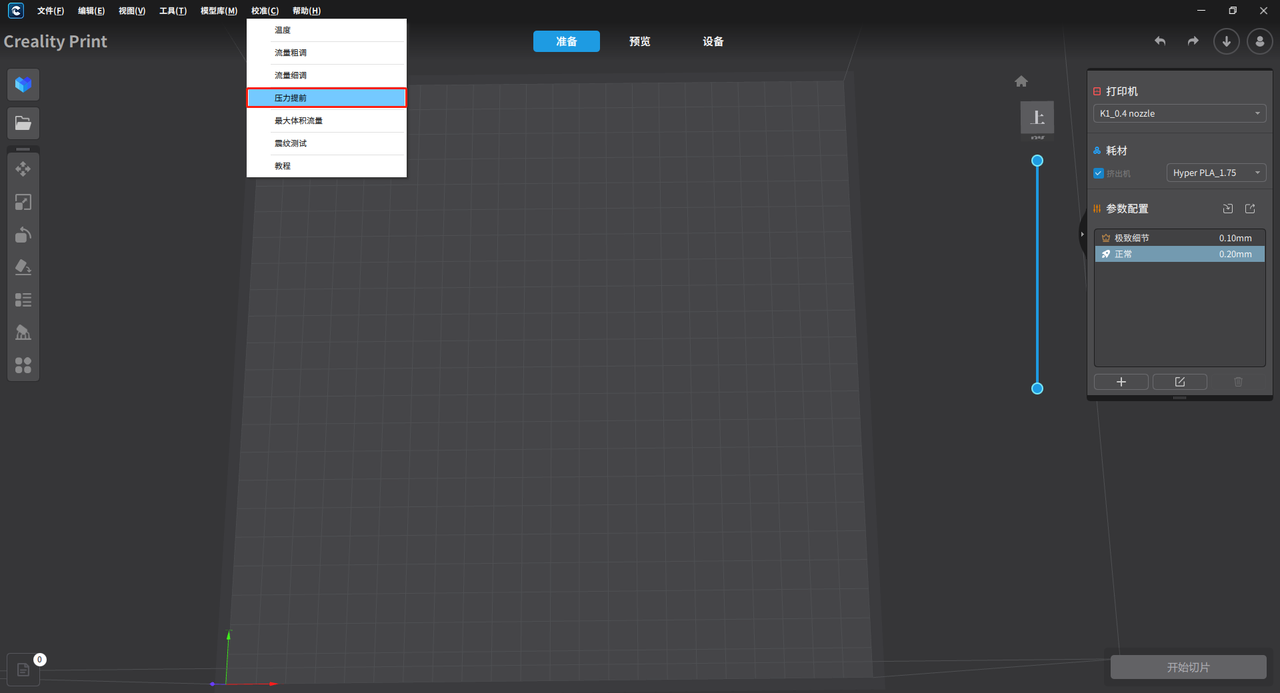
¶ 3.3 压力提前
¶ 3.3.1 前置概念描述
klipper固件通过引入压力补偿功能来优化拐角处的打印质量,基本原理是加速度过程中增加喷嘴压力挤出额外的耗材,减速过程中降低喷嘴压力回抽耗材。
压力补偿功能涉及到的参数是pressure_advance(后序统称为PA)较大的PA值会导致溢料,较小的PA值会导致耗材挤出不足。
因此存在最优的PA值,而且该参数与耗材类型有关,因此非常建议当更换耗材类型时重新测量最合适的PA值。我们提供了两种测试方法,分别是"PA塔"与"PA划线"。
当选择"PA塔"测试方法时,通过输入起始PA值、结束PA值、PA步距,切片软件会生成一个截面为五边形的柱状体打印模型。在打印该模型的过程中,PA值会随着Z轴线性变化,即在打印第一层时PA值等于起始PA值,打印最后一层时PA值等于结束PA值。打印结束之后,观察并找到打印效果最好的位置,测量其层高,
根据公式:
起始PA: 0,每5层为一个步距;
结束PA: 测试模型打印完最后一层的PA;
计算最优的PA值,式中Z为测试模型的层高。
¶ 3.3.2 压力提前校准流程
¶ 3.3.2.1 找到入口
¶ 3.3.2.2 默认PA塔测试,设置PA范围,开始校准流程
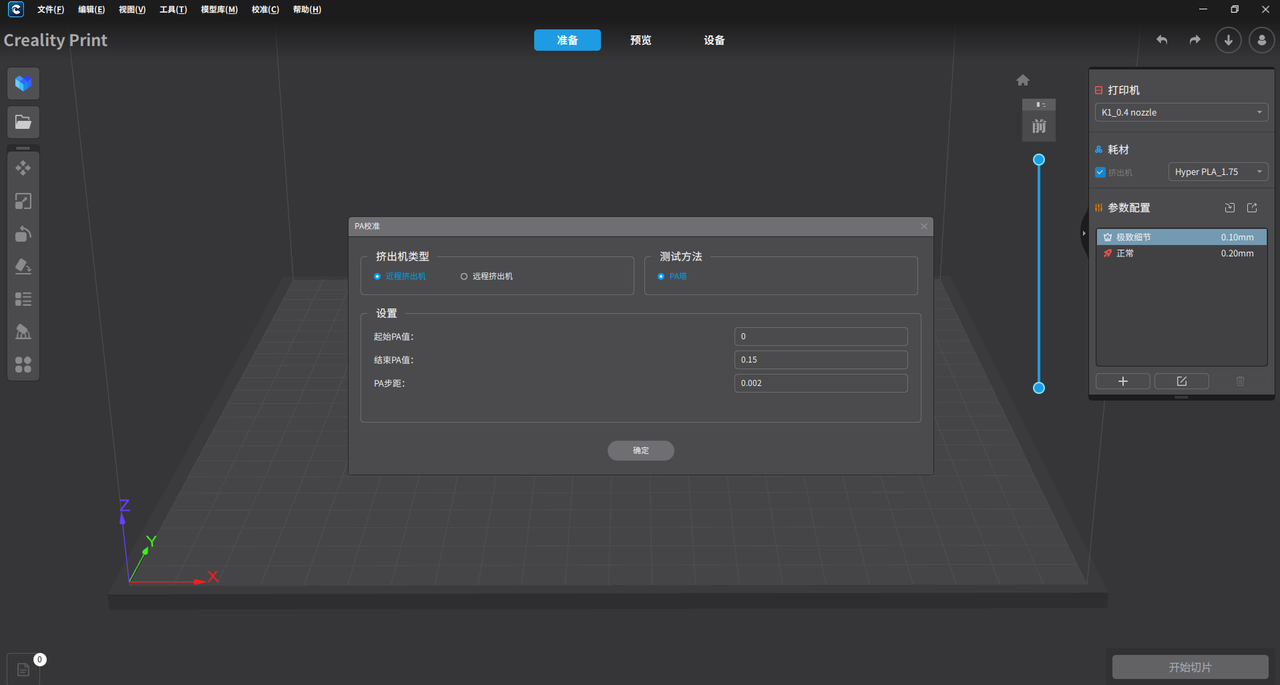
设置PA范围以便对比不同范围的打印效果
¶ 3.3.2.3 观察并找到打印效果最好的位置,测量其层高
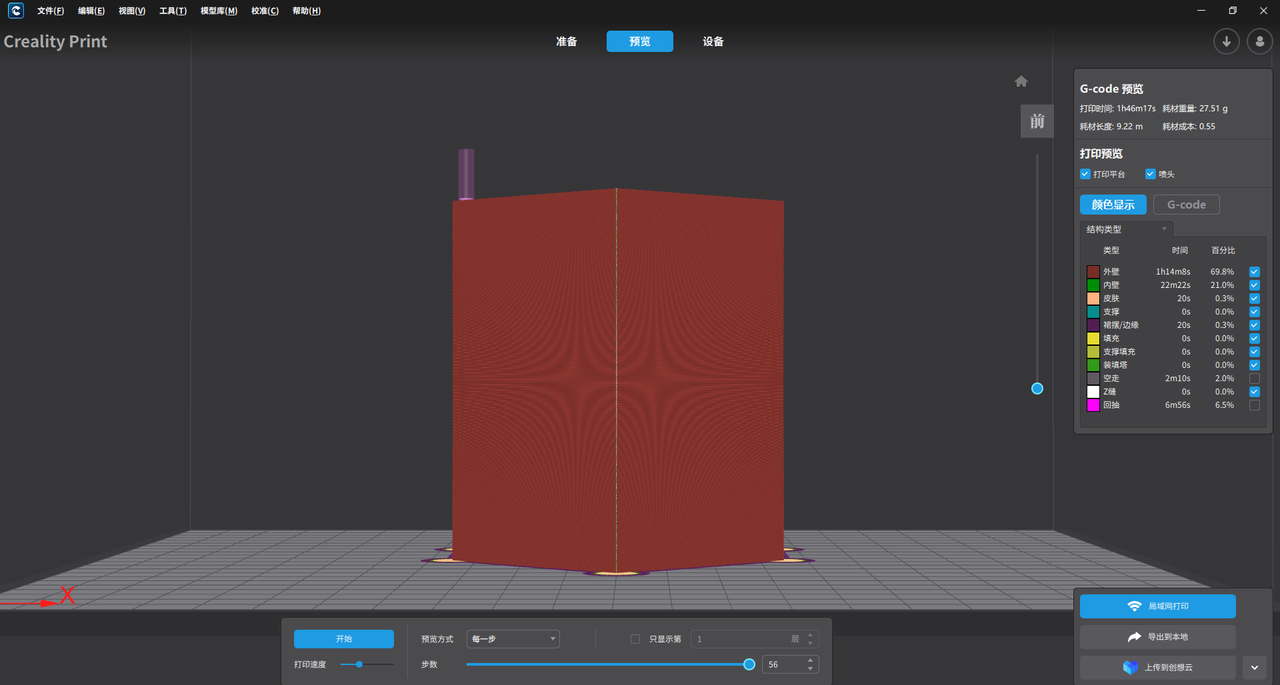
压力提前PA测试模型gcode
¶ 3.3.2.4 实际打印效果去查看打印效果,然后根据公式计算PA值
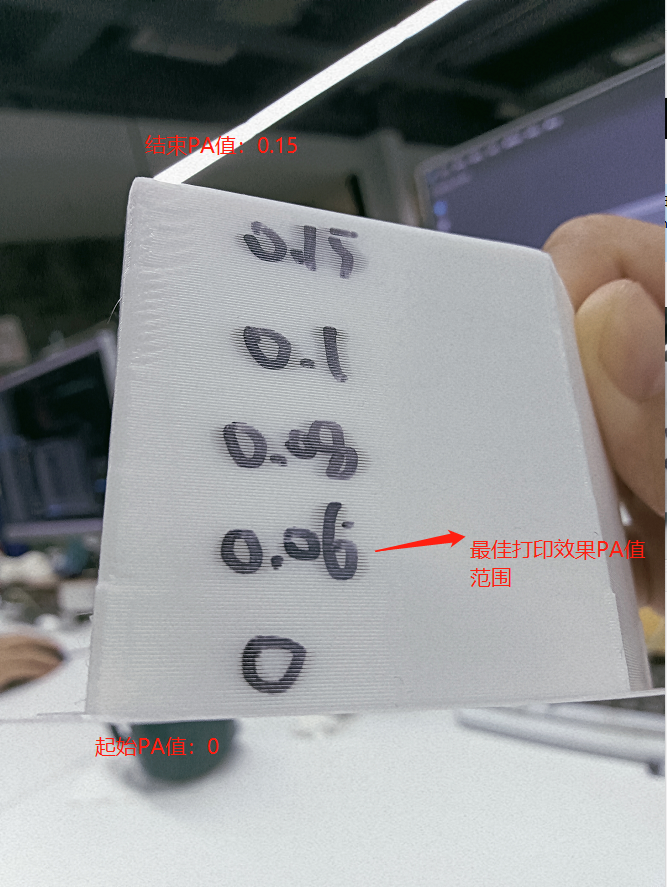
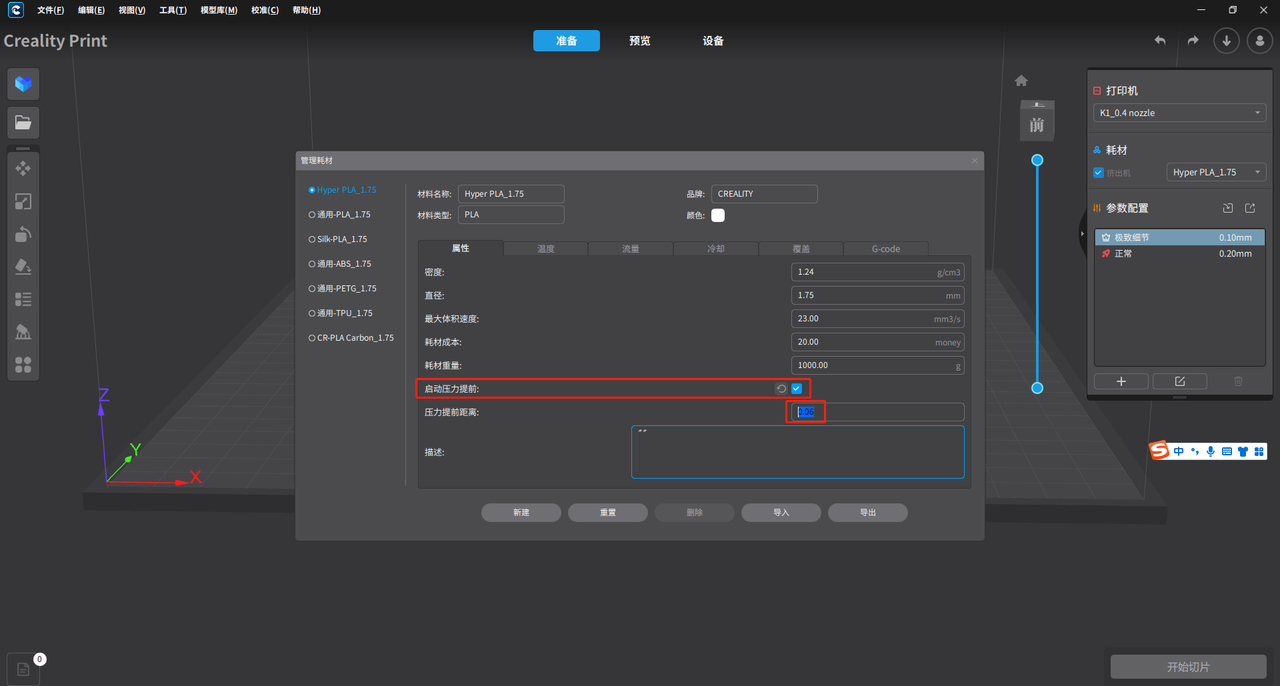
¶ 3.3.2.5 用校准出来的最优PA值去修改软件内参数(耗材管理参数界面)
¶ 3.4 最大体积流量
¶ 3.4.1 最大体积流量校准维度概述
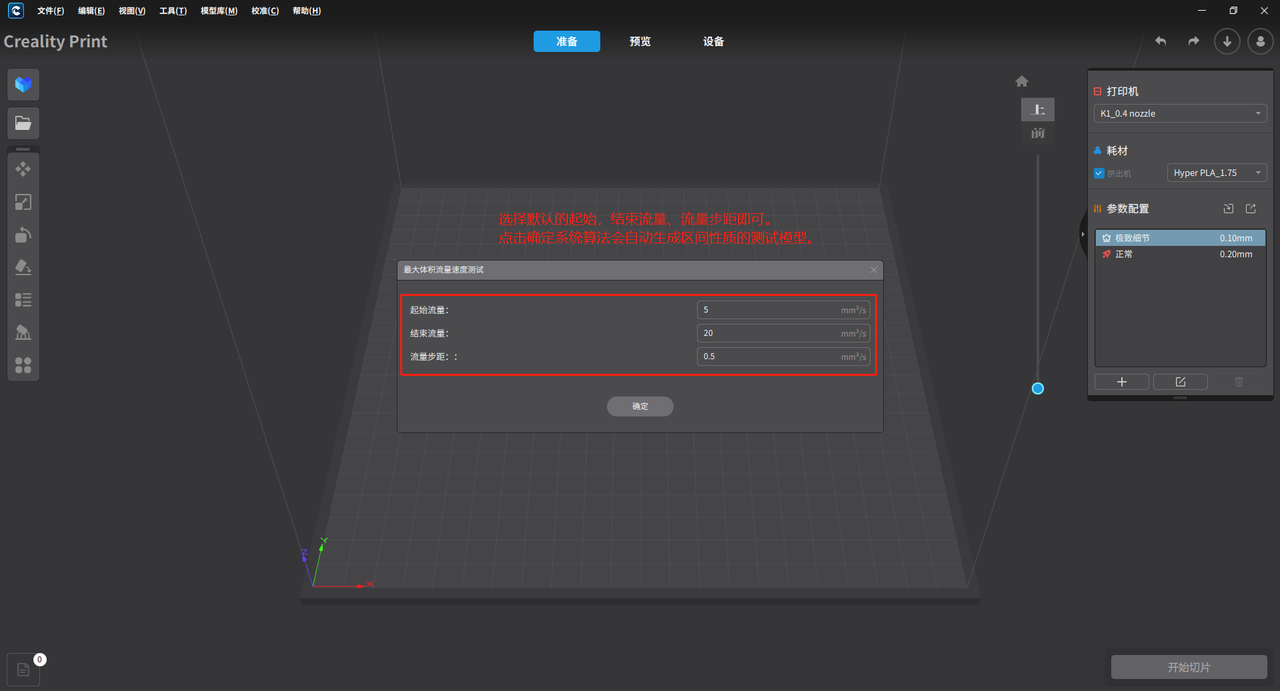
在"校准"选项卡中选择"最大体积流量",输入起始流量、结束流量、流量步距三个参数,切片软件生成打印测试模型。默认情况下,起始流量为2,结束流量为40,流量步距为0.5。
¶ 3.4.2 最大体积流量校准流程
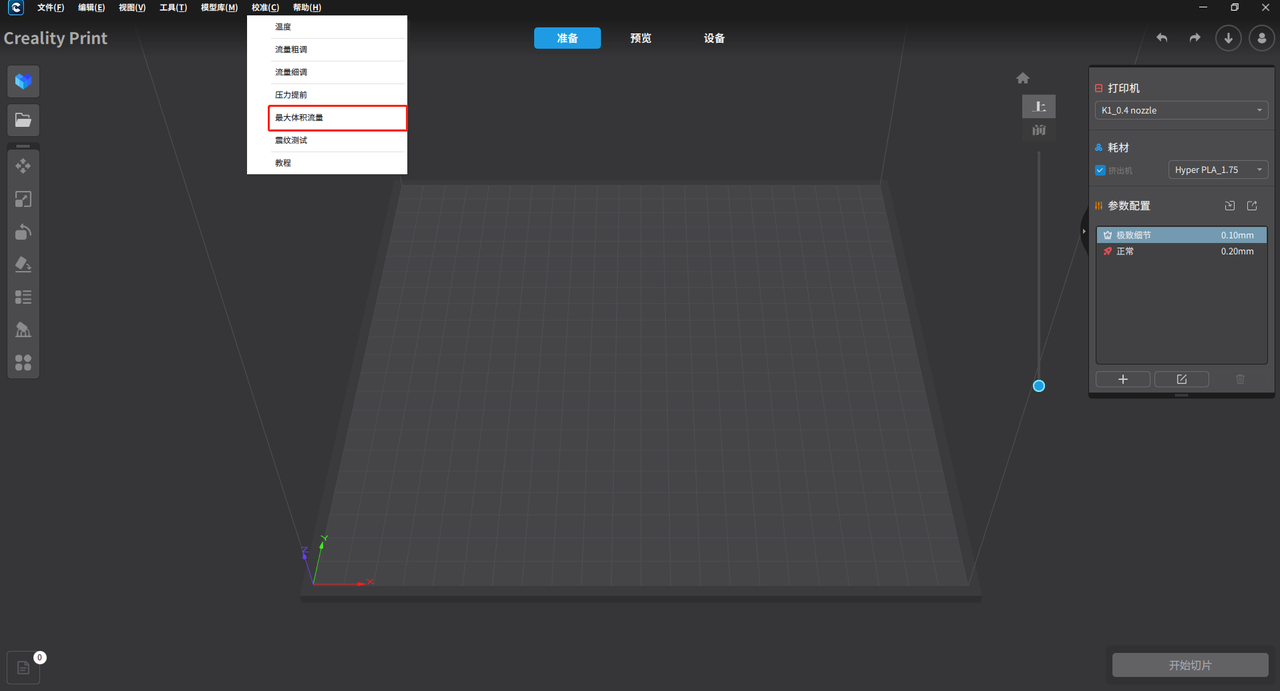
¶ 3.4.2.1 找到校准入口
最大流量体积校准功能入口
最大流量体积校准范围设置(默认)
¶ 3.4.2.2 比对不同层高位置的打印效果,获取最佳打印区间
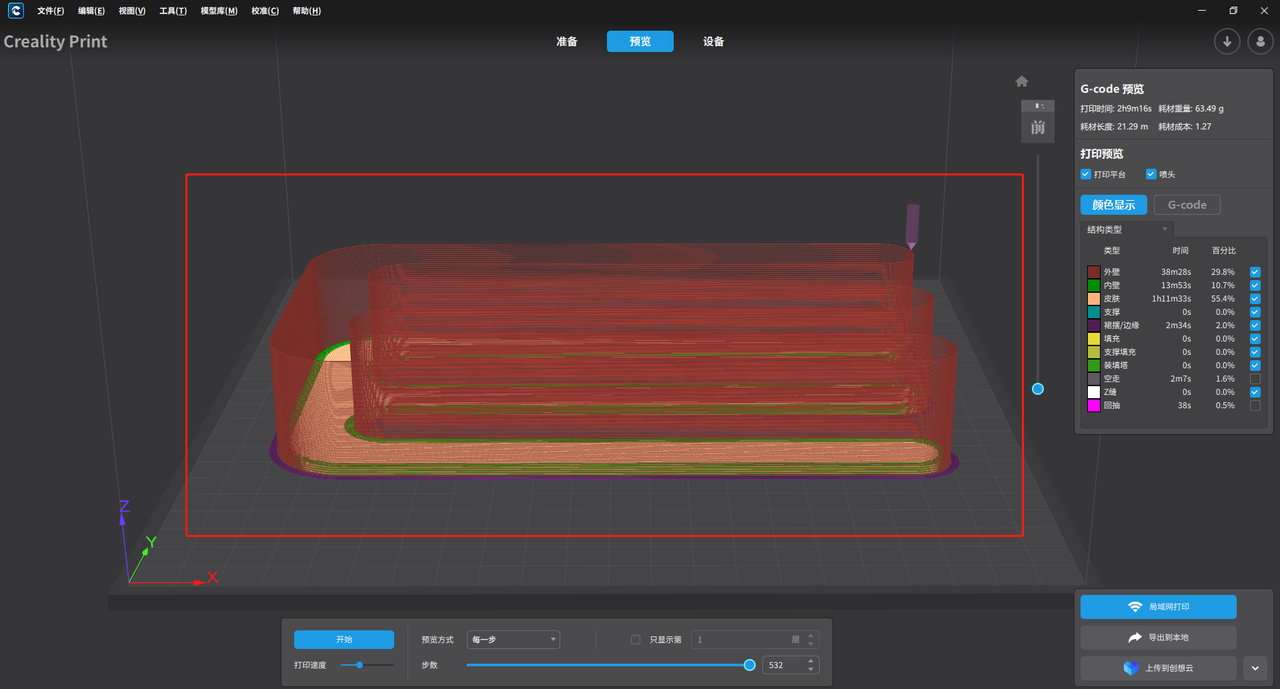
最大流量体积校准gcode
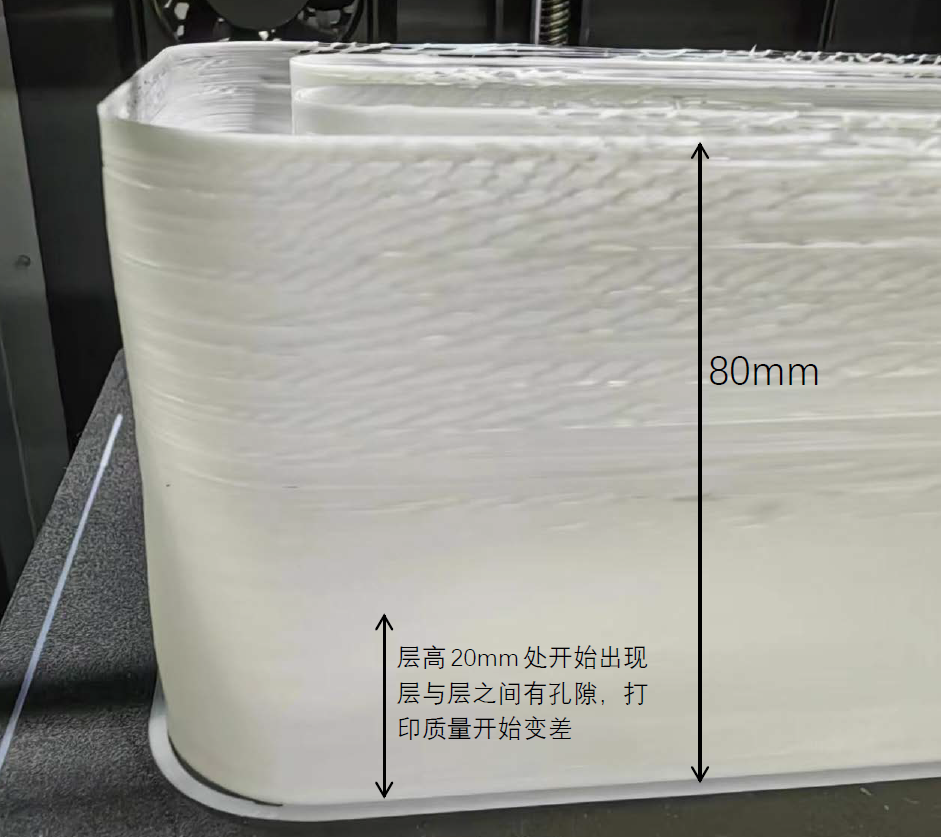
最大体积流量实际打印效果分析
¶ 3.4.2.3 分析校准结果, 调整相关参数
1.结果分析:
因为在实际打印效果的校准比对中,我们发现当层高在20mm左右的时候,越往上面走,打印效果越差,所以我们可以得出目前的20是最好打印效果的值,所以我们就可以得出最大的流量体积就是
20mm* 0.5 = 10。
2.参数应用:
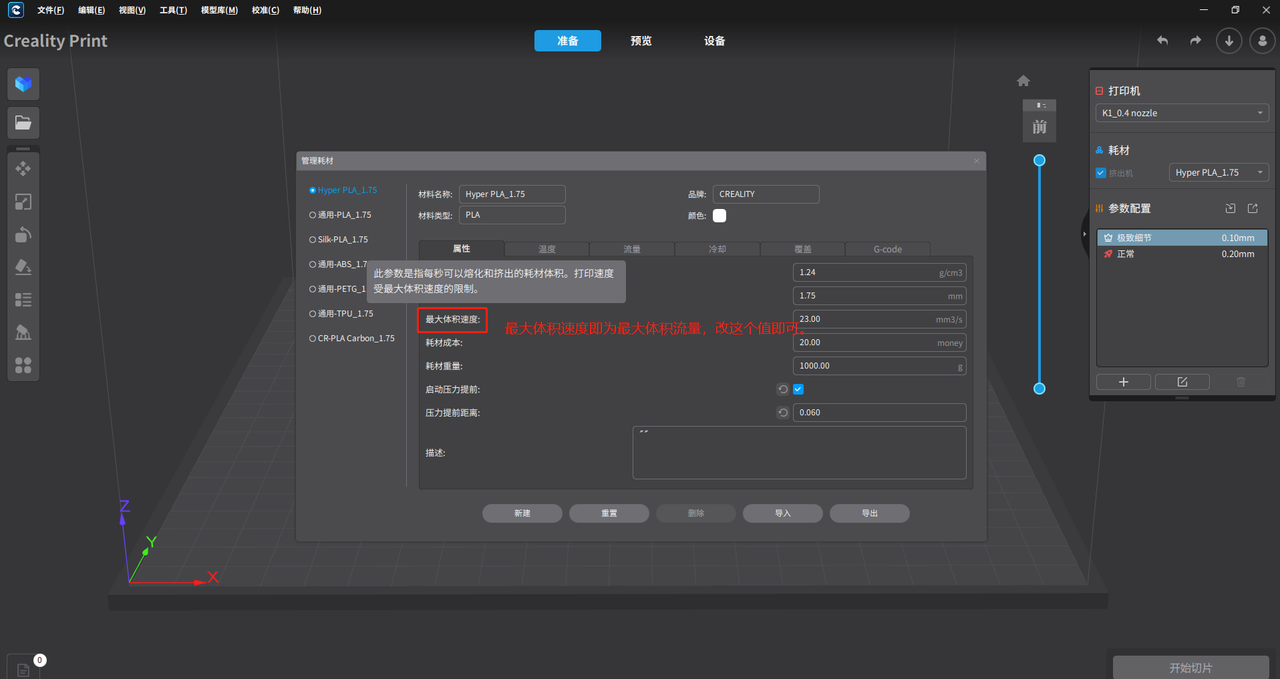
去耗材管理模块修改最大体积速度(流量)参数值
¶ 3.5 VFA (震纹)
¶ 3.5.1 概念描述
在"校准"选项卡中选择"VFA",输入起始速度、结束速度、速度步距三个参数,切片软件生成打印测试模型。默认情况下,起始速度为40,结束速度为200,速度步距为10。
3.5.2 校准流程(可参照压力提前,和最大体积流量的校准流程)
¶ 特别说明:
- *流量测试和回抽测试的灵感来自 SuperSlicer.
- *PA 塔方法的灵感来自于 Klipper。
- *温度塔模型由智能紧凑型温度校准塔重新混合而成。
- *最大流量测试的灵感来自Stefan(CNC Kitchen),测试中使用的模型是他的挤压测试结构的重新组合。

© 2014-2023 深圳市创想三维科技股份有限公司 版权所有
反馈邮箱: kefu@creality.com