¶ 1. 打印序列
¶ 1.1 打印序列
概念描述: 指的是,是否一次打印一层中的所有模型,或等待一个模型完成后再转到下一个模型。排队模式只有在所有模型以一种整个打印头可以在各个模型移动的方式分隔开,且所有模型都低于喷嘴和 X / Y 轴之间距离的情况下可用。
当多个模型放置在打印底板上时,这决定了这些对象的层的打印顺序。打印序列一共有两种选择。
¶ 1.1.1 同时打印
所有对象将同时打印,这意味着所有对象的图层将从下到上同时打印。它将打印每个对象的一层,然后再移动到下一层。 这有两个主要优点:
• 前一层有更多的时间冷却,从而在打印小物体时获得更好的质量。
• 完整的构建体积可用于您的打印。
¶ 1.1.2 排队打印
对象将被一个接一个地打印,这意味着它将打印一个对象的所有层,然后向下移动到构建板以打印下一个对象。此模式的主要优点是:
• 如果打印由于某种原因失败,则在失败之前完成的所有对象都可以完全使用。
• 在模型之间来回移动所需的移动次数更少。这节省了一些打印时间,并减少了喷嘴退出和进入物体的表面上的疤痕数量。
不过,这种模式有一些限制,以防止头部和龙门架与模型碰撞。
• 您无法打印任何高于打印机机架高度的物体。可以在打印机的机器设置对话框中调整龙门架高度。该龙门架高度表示喷嘴尖端与承载打印头的系统之间的垂直距离。造成此限制的原因是打印头必须向下移动到打印平台板才能打印第二个物体。 这意味着在打印第二个对象时,第一个对象可能会被龙门架击中。理论上,最后打印的物体可能被允许高于龙门架,但为了简单起见,CrealityPrint 无论如何都不允许。
• 物体之间的距离必须较远,以防止打印头撞到先前打印的模型的侧面。
¶ 2. 模具
¶ 2.1 模具
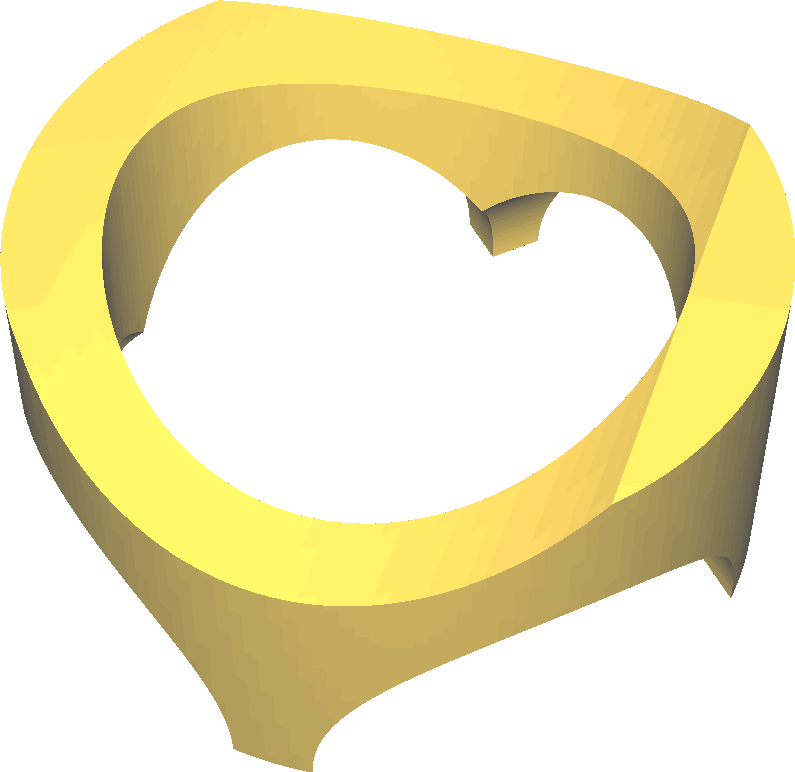
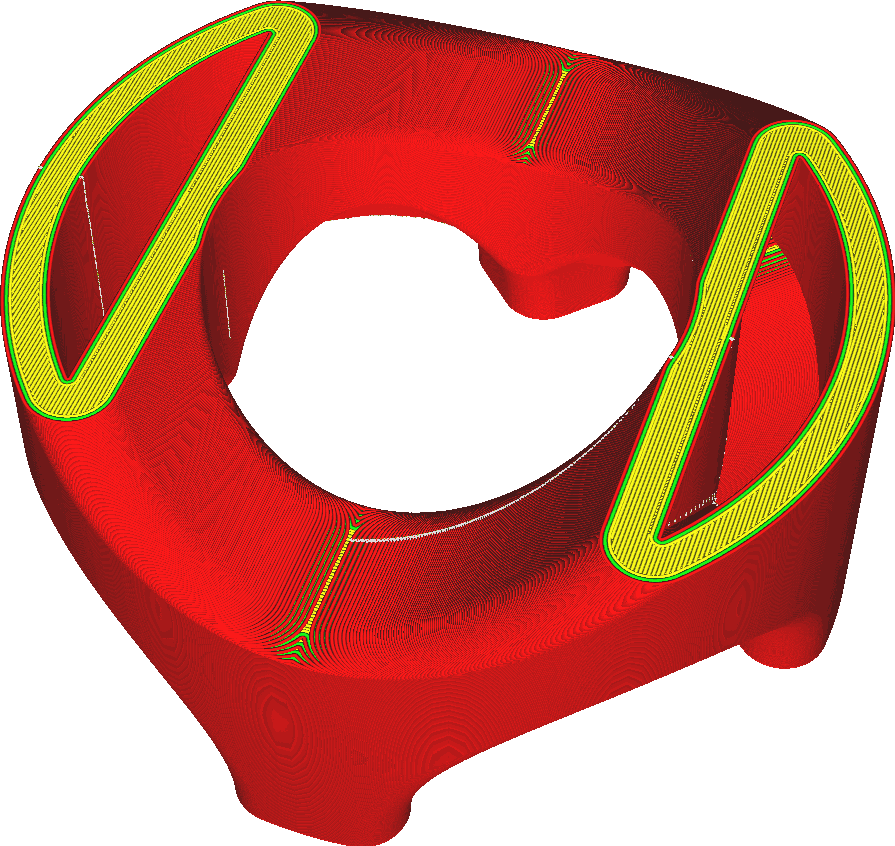
概念描述: 指的是将模型作为模具打印,可进行铸造,以便获取与打印平台上的模型类似的模型。即风扇旋转达到阈值时的速度,当一层的打印速度超过阈值时,风扇速度逐渐朝最大风扇速度增加。
此功能不是打印模型本身,而是使打印机创建模型的负片(模具),您可以在其中铸造不同的材料来创建模型。 该模具具有多种特定属性,使其既可用于铸造,又可通过 FFF 打印进行打印。 这允许快速铸造过程。
在模具的上方和下方,将生成具有一定高度的蒙皮,可通过“模具顶层高度”设置进行配置。但是,该蒙皮不会在模型的最顶部生成,因此您可以将铸造材料倒入其中。它也不会在模型的最底部生成。在铸造时,您应该将其保留在构建板上。
¶ 2.1.1 设计您的模具
CrealityPrint 的模具生成并不完美。缺少一些东西。这里有一些修复它们的技巧。
• CrealityPrint 不会为模型中的所有局部最大值创建浇口。您需要在模型中需要浇口的地方添加垂直杆。
• CrealityPrint 不允许铸造额外的材料,以防材料在冷却时收缩。 如果您使用收缩很多的材料,则甚至需要在模型的最高点添加额外的浇口。
• CrealityPrint 的模具始终是一体的。 对于许多形状来说,这意味着需要破坏模具才能将其移除。 模具可以通过多种方式被破坏; 只需通过纯粹的力量或通过加热(如果内部材料允许的话),或者通过使用像 PVA 这样溶于水的材料。
• CrealityPrint 不允许放入棒或线来加固模具。为此,请在模型中放入额外的杆,以便 CrealityPrint 为它们留下空腔,然后插入杆或线。
• 模具中会在没有警告的情况下产生底切。 如果您的铸件需要大量底切,则需要一些浇口或其他通道以使材料正确流入其中并排出空气。另外,请注意,您的模具可能需要被破坏才能在铸件凝固后取出。
¶ 2.1.2 打印模具的材料
理想的模具是:
• 非常坚硬
• 耐高温
• 具有化学惰性,因此不会与铸造材料粘合
• 由不收缩的材料制成
此外,一些模具需要被破坏才能取出模型。 为此,您可以选择脆性材料或可以用水或其他化学品溶解的材料,例如 PVA。
¶ 2.1.3 铸造材料
铸造模具的材料有很多种。有些材料比其他材料更适合 3D 打印模具。
以下是一些可能有效的材料示例:
• 硅酮。 硅胶不会与塑料结合,因此很容易去除。 硅胶也非常柔韧,这使得它可以轻松地进行底切。 此外,硅胶具有热固性和耐热性,因此您也可以考虑在模具定型后将其熔化。 不过,需要一些特殊的工具来铸造硅胶。 特别是,您需要一个真空室来抽出硅胶中的气泡。
• 沙。 沙子是制作负片的行业标准,因为它非常耐热,但不需要加热即可铸造。 浇筑完成后,可以用混凝土或胶水将其粘合,以防止其散落。 然后,您可以用它用更耐热的材料制作另一个底片。
• 灰泥。 与沙子类似,但通常由更细的颗粒制成。 这样做的优点是绑定已包含在材料中,因此无需绑定它。 但它可能会导致更脆弱的最终结果。
• 蜡。 要制作定制蜡烛或雕像,您可以用蜡铸造模型。 蜡的熔化温度较低,因此不会熔化模具。 它也不会与塑料结合,从而更容易从模具中脱模。 蜡的延展性非常好,从模具中脱模后很容易修改。 如果用此制作定制蜡烛,请不要忘记在放置之前插入烛芯。
• 巧克力,作为特别定制的款待或礼物。 浇注巧克力时,将其融化至略高于其熔点,然后将其倒入模具中,稍微振动以排出气泡,然后立即将其放入冰箱中。 您甚至可以将模具放入冰箱内的冷水浴中,以更快地降温。 五分钟后,小心地将巧克力从模具中取出。 FFF 打印只能使用热塑性塑料。 热塑性塑料是在高温下本质上变软的塑料。 这与铸造时热的铸造材料不兼容。 一些通常与 3D 打印模具不兼容的材料:
• 金属,需要将其加热到塑料熔点以上才能成为足够的液体以进行铸造。 金属的热量会导致模具熔化。 • 与制造模具的塑料粘合的塑料。 铸造后无法将模具与模型分离。 您可以喷一些脱模剂,但如果材料太相似,它仍然会永久地粘在模具上。
• 凝固后收缩过多的材料。 在凝固之前收缩的材料是可以的,只要您有足够长的浇口,以便在发生这种情况时允许新材料填充型腔。
• 环氧树脂是不合适的,因为当树脂在铸造时是冷的时,两种成分的化学反应会释放出足够的热量来熔化塑料。 环氧树脂也能很好地粘附在塑料上。
如果您需要使用与 3D 打印不直接兼容的材料创建对象,则需要在多个铸造阶段进行工作。每个阶段都会产生前一个阶段的负片。例如,您可以正常打印对象的形状(禁用此设置),然后通过将模具放入灰泥浴中来创建其负片。由于灰泥的耐热性更高,因此您可以使用需要加热才能熔化的材料,例如青铜,或与塑料粘合的材料,例如环氧树脂。
¶ 2.1.4 铸造过程
使用 3D 打印模具进行铸造与任何其他模具基本相同,并且很大程度上取决于所涉及的材料。
不过,3D 打印模具有一些需要特别注意的地方。用于打印模具的热塑性塑料具有较低的热容量,并且可能具有相当低的玻璃化转变温度。这意味着模具铸造后时间至关重要。如果材料冷却得太慢,模具可能会变软。这可能会导致模具变形,并使模具更难从结果中脱模。
为了加速石膏的凝固,您可以将其浸入冰浴中。由于层与层之间的边界,3D 打印模具的侧面也有更多的脊。这些使得模具更难从铸件上脱模。如果您在模具和铸件之间使用脱模剂,请使用可以填充这些间隙的东西。稀薄的润滑剂是不够的。更合适的界面层是蜡或更稠的润滑剂。
¶ 3. 表面模式
¶ 3.1 表面模式
概念描述:指的是将模型作为仅表面、一个空间或多个具有松散 表面的空间处理。正常打印模式仅打印封闭的空间。
此设置控制如何处理这些未闭合的循环。
如果设置为“正常”,将会仅打印封闭的空间。
如果设置为“表面”,则所有横截面都打印为轮廓,打印会跟踪网格表面的单个壁,没有填充物,也没有顶部/底部皮肤。
如果设置为“两者都”,则会将封闭空间正常打印,并将任何剩余多边形作为表面打印。
打印的额外表面将仅包括作为单行的垂直表面。水平表面没有填充技术,因为表面不是闭合多边形。
由于没有内部空间,因此无法填充它们。 不能有顶部、底部、填充物或支撑。只有单行。多余的表面将被视为外墙进行打印,因此它们会受到外墙打印速度、线宽等的影响。
它还将使用精确位于表面中心的线打印这些表面,而不是沿着模型内部对齐线。这意味着它在表面两侧延伸半线宽。 生这种情况是因为表面的哪一侧是模型的内部是不明确的。您的打印尺寸将不准确。
如果像上面的屏幕截图一样,额外的表面与正常的实体表面对齐,并且您使用“两者”选项来完成任何缺失的墙壁,则图层将无法正确对齐。
如果同时打印正常体积和额外表面,请记住打印体积时外壁完全位于体积内。额外的表面打印时线位于表面的中心,线宽度的一半位于两侧。
如果额外的表面与封闭体积的表面对齐,如上图所示,表面将移动半个线宽。 毕竟,额外的表面没有内部可供移动。
¶ 4. 螺旋打印外轮廓
¶ 4.1 螺旋打印外轮廓
概念描述:指的是通过螺旋打印的形式实现外部边缘的平滑Z移动。这会在整个打印上建立一个稳定的Z增量。该设置的作用会将一个实心模型转变为具有实体底部的单壁打印。只有在当每一层仅包含一个部分的时候才会启用这个功能。
螺旋打印外轮廓是一个技巧。逐层打印时,喷嘴通常需要从一层移动到下一层。这种运动导致喷嘴几乎静止不动几分之一秒,从而在表面上留下一条称为 Z 形接缝的接缝。
此设置旨在防止这种情况以及更多情况发生。它省去了打印过程的许多方面,从而大大简化了打印过程。当模型螺旋化时,模型不会有任何填充或任何顶部。它只会有一面墙和一个底部。 至关重要的是,如果启用"平滑螺旋轮廓",喷嘴的高度将在一层的过程中逐渐增加。
这样,就可以沿着模型的轮廓创建螺旋线。不会有从一层移动到另一层的移动,因为喷嘴已经逐渐移向下一层。
螺旋化模式在许多切片机中很常见。有时也称为“花瓶模式”,因为它是打印花瓶的好方法。其他一些特性包括:
• 打印速度极快。
• 表面变得非常光滑。如果启用"平滑螺旋轮廓",则移动到下一层的 Z 接缝将不再存在。
• 强度不会很大。如果模型太大,则容易因壁薄而分裂。
• 虽然去除接缝有助于使印刷品防水,但无论尺寸如何,都很难使印刷品防水。为此,建议至少有两堵墙。那么使外轮廓螺旋化是不可能的。
螺旋化不适用于具有许多水平表面的打印。它根本不处理悬垂,也不打印顶部表面,因此没有任何东西能够倾斜在水平表面上。 当一个层上有多个零件时,它也不能很好地工作。
¶ 4.1.1 平滑螺旋轮廓
概念描述:该设置可以减少Z缝的可见性(Z缝在打印品上几乎是不可见的,但在层视图中仍然可见)。注意:平滑操作将会让精细的表面细节变得些许模糊。
如果启用 平滑螺旋轮廓,此设置将启用或禁用 平滑螺旋轮廓 模式。
它的最显着的功能是:不是以一定高度间隔逐层打印,而是在层的过程中高度逐渐增加。
由于“螺旋化”模式仅使用单个轮廓打印大多数层的墙壁,因此该单个轮廓将采用螺旋的形式,从而得名“螺旋化”功能。 打印件的第一层和最后一层的流速逐渐降低,以防止过度挤出并达到正确的高度。
由于喷嘴在整个层中逐渐向上移动到下一层高度,因此喷嘴移动到下一层时将不再有任何接缝。这有效地消除了 Z 缝。 另一方面,图层向上或向下移动半个图层高度。这是不太准确的。它会对打印品的精细细节产生模糊效果。
如果一层上要打印多个轮廓,则此设置无法有效去除接缝。 它仍然必须在轮廓之后停止挤出才能移动到下一个打印件。 无论如何,这会留下一条缝。
由于渲染限制,此效果在图层视图中不可见。