¶ 层高
¶ 1. 层高
层高指的是打印品每层的高度,值越高,则打印速度越快,分辨率越低;值越低,则打印速度越慢,分辨率越高。
表述更专业细节一点:3D打印机将塑料逐层堆叠过程的每一层的高度就代表层高。层高是这些层的厚度,以毫米为单位。它是影响最终打印品视觉质量和打印时间的最重要因素。
因此我们知道,层高是影响整体质量和打印时间的最重要设置。以下整理的关于层高(较薄、较厚)变化的一些影响:
• 较薄的层高会提高打印品的视觉质量。由于层高较薄,层与层之间的阶梯效应会减少。此外,层与层之间的褶皱也会变得更小,整体表面就会显得更加光滑。
• 较薄的层高可以让打印机在打印品的顶部和底部产生更多细节。
• 较厚的层高会使打印目标在一定程度上更加坚固。层与层之间的边界会减少,而这些边界往往是弱点。较厚的层不会产生过多的剪切效果。
• 较厚的层高会减少打印时间,因为喷嘴不需要进行过多的水平移动。
¶ 1.1 层高 vs. 配置文件
许多设置取决于层高。由于层高显著影响材料通过喷嘴的流速,因此打印过程的许多参数都会发生变化。这是有一定复杂度的。例如,当增加层高时,您可能需要稍微增加打印温度以抵消额外的热量损失。
温度会影响材料的流动性,从而影响角落的锐度和所需的冷却等。因此,最好从打印机提供的预设质量配置文件开始,该配置文件的层高接近您所需的层高。
您可以在自定义模式下选择所需的层高,但也可以使用不同层高的预设配置文件。
¶ 1.2. 附加说明
在非常低的层高下,您可能会遇到Z轴的分辨率限制。查找打印机Z轴的步进尺寸,并确保层高是其倍数。如果不匹配,某些层的厚度将比其他层更厚,导致条纹状效果。
¶ 1.3. 层高影响范围
• 顶部/底部厚度
• 顶部层数
• 底部层数
• 最小皮肤扩展宽度
• 填充层厚度
• 常规风扇速度
• 支持悬垂角度
• 支撑Z距离
• 支撑上距离
• 支撑填充层厚度
• 支撑接口厚度
¶ 起始层高
¶ 1.4 起始层高
此设置定义打印第一层的厚度。
起始层通常打印得比其余层厚,以便与打印平台板产生更强的粘附力,因此,起始层高越厚,与打印平台的粘着越牢靠。通过此设置,可以增加起始层的厚度,而不会降低打印其余部分的分辨率。
增加起始层的厚度会使喷嘴在相同的距离上挤出更多的材料。这需要额外的力,因为材料会扩散到两侧以填充整个线宽。 这种额外的力使材料更好地粘附在打印平台板上。
此外,较厚的层会捕获表面平整度的任何不规则之处。如果打印平台板稍微弯曲,第一层的厚度就会吸收变化,否则喷嘴可能会在第二层中将其刮掉。
起始层太厚会导致第一层下垂更多,从而导致'大象脚'的情况出现。起始图层水平扩展 设置可以通过给它一个较小的负值来防止这种情况发生。
¶ 圆弧拟合
¶ 2. 圆弧拟合
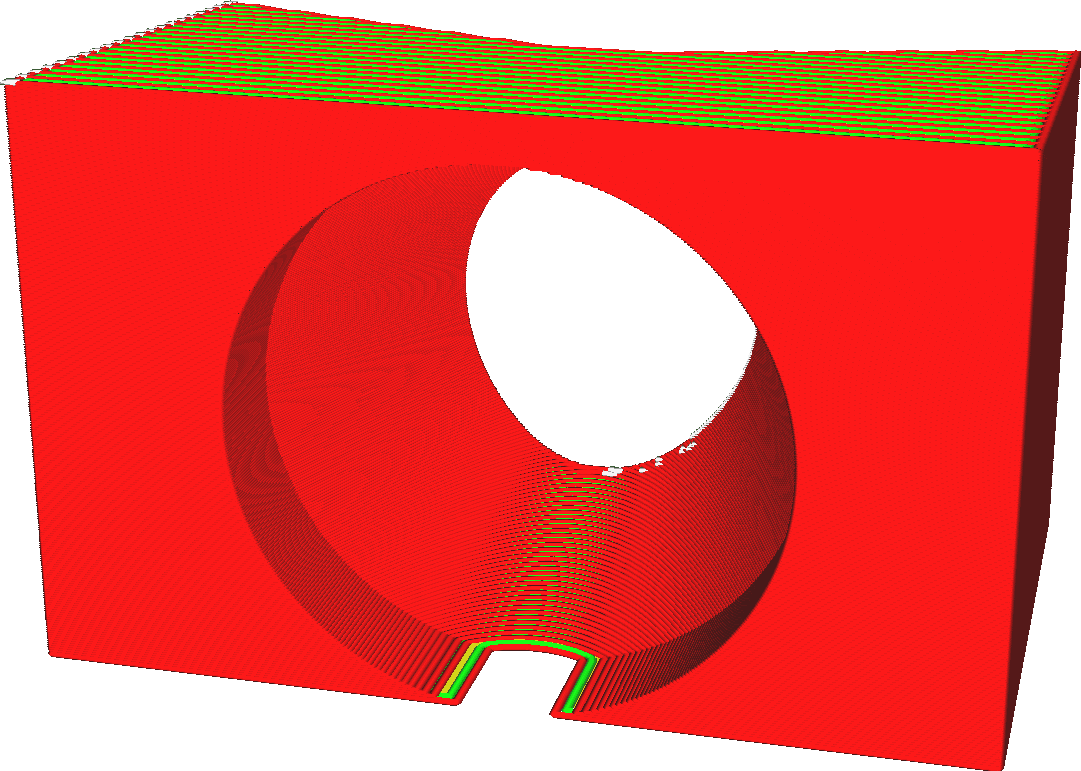
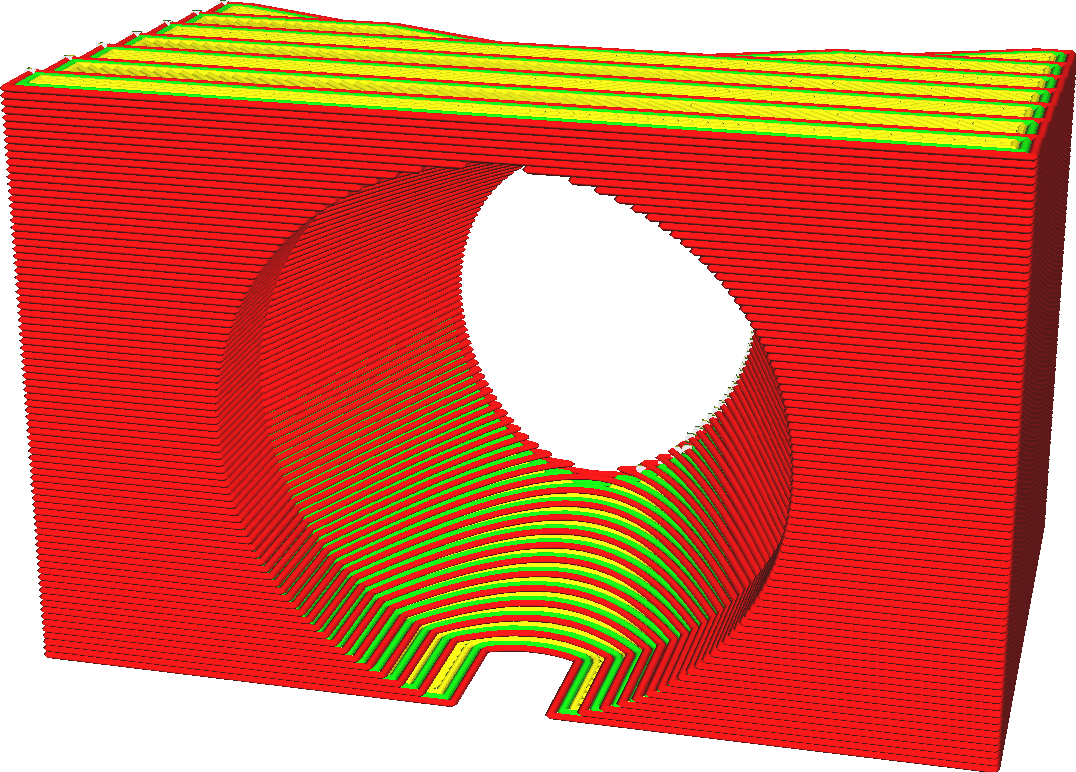
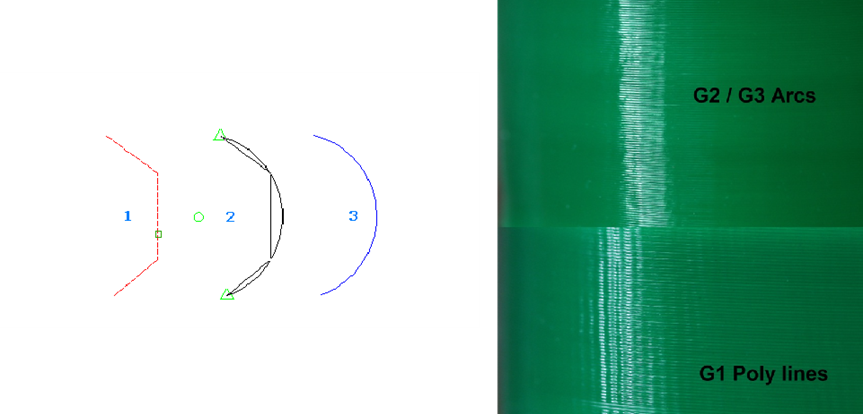
概念描述:3D模型大多表示为三角形网格,这意味着最终的切片和打印路径是密集的线段。
当打印机速度较慢时,这些密集的路径对打印质量的影响不是很明显。但是当提高打印速度时,在打印路径的转折处会产生大量的瞬态脉冲信号,从而带来噪声和振动。
为了缓解这个问题,切片时通过在某个可接受的容差内进行拟合来生成弧形路径,从而平滑路径并减少振动,这个就是圆弧拟合的作用。
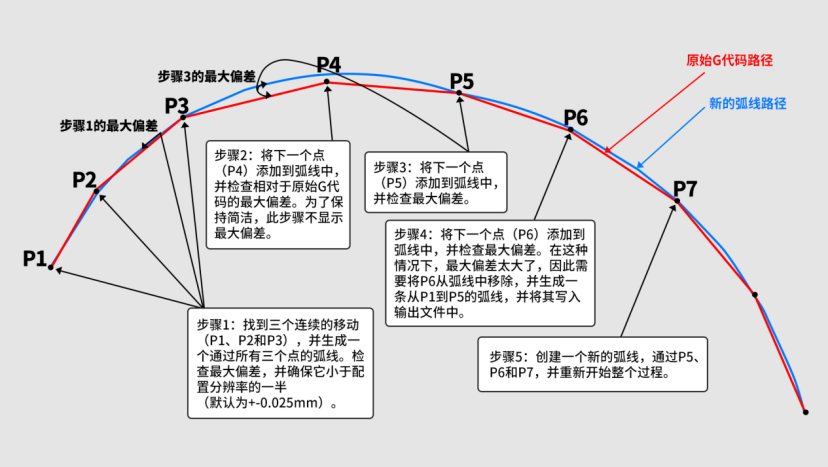
¶ 2.1 拟合公差
因为每一步acrsin函数和arccos函数需要计算,所以arc在高速条件的计算量比较大。
有些情况打印效果并不好,并不是因为机械限制,而是打印机的处理器不能计算线段速度足够快,结果是有些打印机卡壳或者降低打印速度,打印完成时间远超应该完成的时间。
该功能对打印机的性能有一定的要求。arc打印的半径非常小对打印平滑和安静有帮助。打印机处理器性能和打印速度决定了arc线段的长度,更好的硬件允许更高的打印速度,大大降低了gcode文件大小。
arc打印在前几年不流行,随着打印机处理器性能的提高,现在越来越多的固件支持如Marlin, Smoothieware, prusa,RepRap ......
通过对高速打印的对比,不难看出,G2/G3可以大大降低打印机的微停顿造成的轻微缺陷现象。
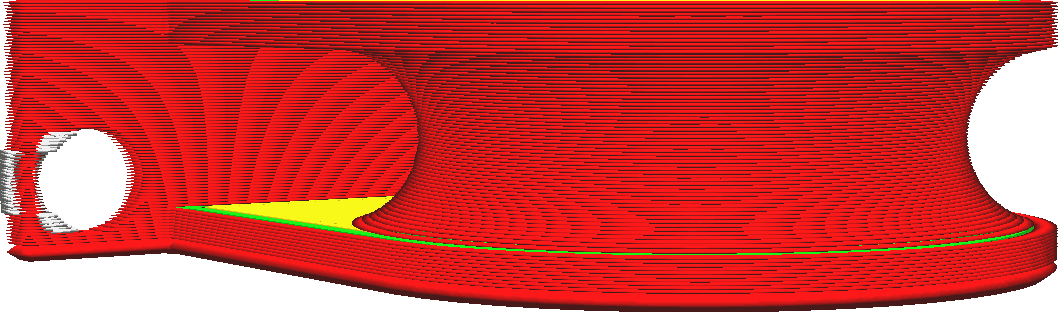
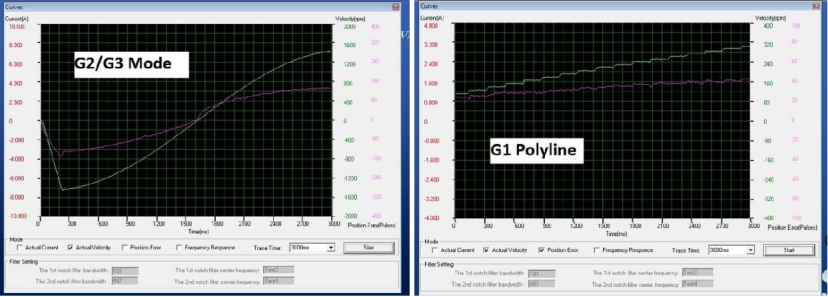
¶ 2.2 arc的伺服器实时反应图
下图所示,大arc的伺服器实时反应图,绿线为轴速度,粉色为脉冲位置误差显示一个超大的步进特性,模型的三角片面大小决定了G0的线段长度,gcode的直线运动非常多G2/G3固件和轴相互啮合,两轴运动更加协调,产生持续光滑的曲线。
¶ 小特征最大长度
¶ 3. 小特征最大长度
打印品的小细节通常对尺寸非常关键。短于此长度的特征轮廓将使用提前设置好的较小的特征速度打印。此设置会导致打印品的小特征轮廓的打印速度变慢,以获得更高的精度。
如果打印品中的小特征轮廓的周长小于此设置值,则打印该小特征轮廓周长的速度将乘以 小特征速度 的一个系数(通常情况下会减少)。此设置是接近 小特征最大尺寸 设置的不同方式。
此功能的一个常见用例是以非常精确的尺寸打印小特征轮廓。在打印小特征轮廓时,产生的余料往往会与喷嘴一起被拉入角落。如果拐角非常尖锐的话(如小孔类的特征轮廓),则会产生使孔变小的效果。不过当打印速度较慢时,这种拉力会减小,因为材料有更多的时间稳定下来,打印过程中机械拉力也较低,而且不会产生余料。
增加此设置会导致更多轮廓被标记为“小特征”。针对打印件中较大轮廓的区域的打印速度也会变慢。这使得这些小特征轮廓的打印更加准确,但会增加打印时间。
¶ 小特征速度
¶ 1. 小特征速度
比小特征最大长度短的轮廓可以以较低的速度打印。通过此设置,您可以指定打印这些小特征轮廓的速度,作为其正常打印速度的一个影响因素。
在打印小特征轮廓的时候,如果拐角非常尖锐(如小孔类的轮廓),则会产生使孔变小的效果。当打印速度较慢时,这种拉力会减小,因为材料有更多的时间稳定下来,而且机械拉力也较低。
降低打印这些小特征轮廓的速度将使尺寸更加准确。然而,它也会稍微增加打印时间。幸运的是,由于这些轮廓根据定义本身就很小,因此即使降低打印速度,增加的总打印时间通常也不是很长。
¶ 正常打印速度
¶ 1. 正常打印速度
打印墙壁的速度可以与正常打印速度分开配置。
壁是影响打印品视觉质量的最重要因素,它包含有外壁和内壁。壁的打印速度,尤其是外壁的打印速度,是影响壁外观的主要因素。因此,建议以相当慢的速度打印壁。这可以减少打印机的振动,最终减少打印中的振动幅度。
它还提高了悬垂的质量,因为较慢的打印速度可以让风扇更好地冷却壁,使其更有力量地悬挂在空气中。
然而,如果壁打印速度太低,则存在引入太大流量变化的风险。如果喷嘴突然必须以更慢的速度挤出,在喷嘴室中的压力下降的同时,它仍然会在一段时间内挤出大量材料,因此在壁的开始处,它会过度挤出。
所以我们可以得出壁也是打印时间的重要组成部分的结论,如果降低打印壁的速度将大大增加打印时间。
¶ 小特征最大尺寸
¶ 1. 小特征最大尺寸
打印品的尺寸大小通常对小细节的打印效果非常关键。 此设置会导致打印中的小特征轮廓的打印速度变慢,以获得更高的精度。
如果打印品中的小特征轮廓的直径小于此设置值,则打印该小特征的周长的速度将会乘以 小特征速度 的一个系数(通常会降低)。请参见小特征最大长度;这是实际用于切片的设置。
此功能的一个常见用例是以非常精确的尺寸打印小特征轮廓。 在打印小特征轮廓时,余料往往会与喷嘴一起被拉入角落。 如果拐角非常尖锐的话(如小孔类的特征轮廓),则会产生使孔变小的效果。不过当打印速度较慢时,这种拉力会减小,因为材料有更多的时间稳定下来,打印过程中机械拉力也较低,而且不会产生余料。
增加此设置会导致更多轮廓被标记为“小特征”。针对打印件中较大轮廓的区域的打印速度也会变慢。这使得这些小特征轮廓的打印更加准确,但会增加打印时间。
¶ 启用连桥设置
¶ 1. 启用连桥设置
当您的模型有一些两侧都受到支撑的悬垂时,Creality Print 将检测到这一现象, 并修改悬垂的皮肤区域,以便更好地打印。 如果启用此设置,您可以调整这些桥接区域的检测以及由此产生的行为,以便更好地桥接,进一步提升打印质量。
通常情况 Creality Print 将使用相当基本的桥接技术。Creality Print 将检测多侧支撑的皮肤悬垂区域。 调整皮肤线的方向 以自动桥接这些区域。这确保了悬垂区域的最大可能部分在多个侧面得到支撑,并提高了打印质量。
启用此设置后,您可以根据您的要求更精确地调整该行为。 这允许您调整:
• 打印速度
• 流量
• 密度(类似于填充密度,但带有皮肤线)
• 风扇速度
• 用于壁,也用于滑行
这些设置可以针对桥接间隙的皮肤以及墙壁单独调整。 如果启用连桥有多层,还可以分别调整桥接间隙上方的第二层和第三层。它还允许通过调整区域的哪一部分必须在空中以及墙壁的最小宽度来调整打印的哪些部分被视为桥接区域。
通过启用桥接设置,您可以更好地控制打印中桥接的处理方式。通过很好地调整桥接参数,您可以显着提高悬伸的质量并提高垂直方向的精度。 如果不启用这个设置的话,通常情况下打印的效果会变得更糟一些。
¶ 连桥有多层
¶ 1. 连桥有多层
如果启用此设置,桥上方较高层的皮肤也将被调整。然后,您可以仔细调整桥上方第二层和第三层的流量、速度、密度和风扇速度。
穿过桥梁的第一层是迄今为止对桥梁外观影响最大的。如果该层有任何下垂,就没有任何东西可以支撑它。对于第二层和第三层,其下方将有材料可以承受顶部层的(部分)重量。然而,调整顶部的图层仍然可以产生一些积极的效果。
• 降低密度可以减轻位于下层的材料的重量。
• 提高风扇速度可以减少材料下垂,从而减轻下层的重量。
• 降低打印速度与提高风扇速度具有类似的效果,因为它允许风扇更多地吹向材料。
• 减少流量可以减轻材料的重量并提高冷却效果。
但是,还有其他效果,使这些设置中的每一个都成为平衡行为。 启用第二层和第三层的桥接设置也可以更精确地进行调整,但也需要更多的实验才能获得良好的结果。
¶ 起始图层水平扩展
¶ 1. 起始图层水平扩展
此设置仅扩展位于构建板(打印平台)上的初始层。 与水平扩展类似,正值将使初始层变宽,负值将使初始层缩小。
初始层通常打印在加热的打印平台上,使其保持轻微液态,以提高与打印平台的粘附力。初始层通常也比其余层厚得多。 这样可以有足够的时间和材料让层向侧面下垂,从而产生一种称为“大象脚”的现象,即印刷品的底侧具有稍宽的边缘。 此设置可以通过提前使初始层更薄来补偿”大象脚”。
将此设置设置为一个较小的负值,以补偿出现“大象脚“的情况。
¶ 横向扩展
¶ 1. 横向扩展
此设置会使整个模型稍微变宽或变窄。 它是打印过程中尺寸误差的补偿措施。



正值将使打印变粗。这减小了空腔的尺寸。负值将使打印变细并增加空腔的尺寸。
如果打印的公差很重要,则此设置可能非常有用。由于塑料轻微变形,打印的实际尺寸可能与数字模型的尺寸不完全对应。只需使用缩放工具缩放构建板上的模型即可补偿增益误差,但可以通过此设置补偿由打印方法引起的偏移误差。
如果您知道打印机由于过度挤压或运动不准确而总是打印太宽,您也可以通过此设置进行补偿。
¶ 水平扩展
¶ 1. 水平扩展
该角度表示 Creality Print 任何比这个角度更尖锐的角都会被可变宽度的线填充。
这可以有效地打开或关闭某些角的可变线宽。如果两个相对的墙壁几乎平行,且小于此设置中指定的角度,则它们之间的区域将填充宽度可能不同的线条。如果它们彼此之间的角度更大,它们之间的空间就会被等宽的墙壁填充。
一如既往,这是一种权衡。 使用可变宽度有一些优点,例如:
• 线条之间不留间隙。
• 它不会多次填充同一个空间。
• 打印尺寸将更加准确。
但是它也有一些缺点:
• 它在薄片中引入了可能在表面上显示为波纹的角。
• 它会产生额外的旅行动作。
• 打印机可能无法快速连续准确地更改线宽。在实践中,最好使这个角度足够大,以减少尖角间隙的大小,如在图层视图中可以看到的那样,但否则尽可能小。较小的角度通常会使表面看起来更光滑。不可能将角度减小到 0° 以完全消除可变线宽。平行相对的墙壁总是会调整其线宽以适应空间。此设置不仅适用于普通墙,还适用于额外的表皮墙、支撑墙、填充墙和同心图案。