¶ 1. 打印温度
¶ 1.1 打印温度
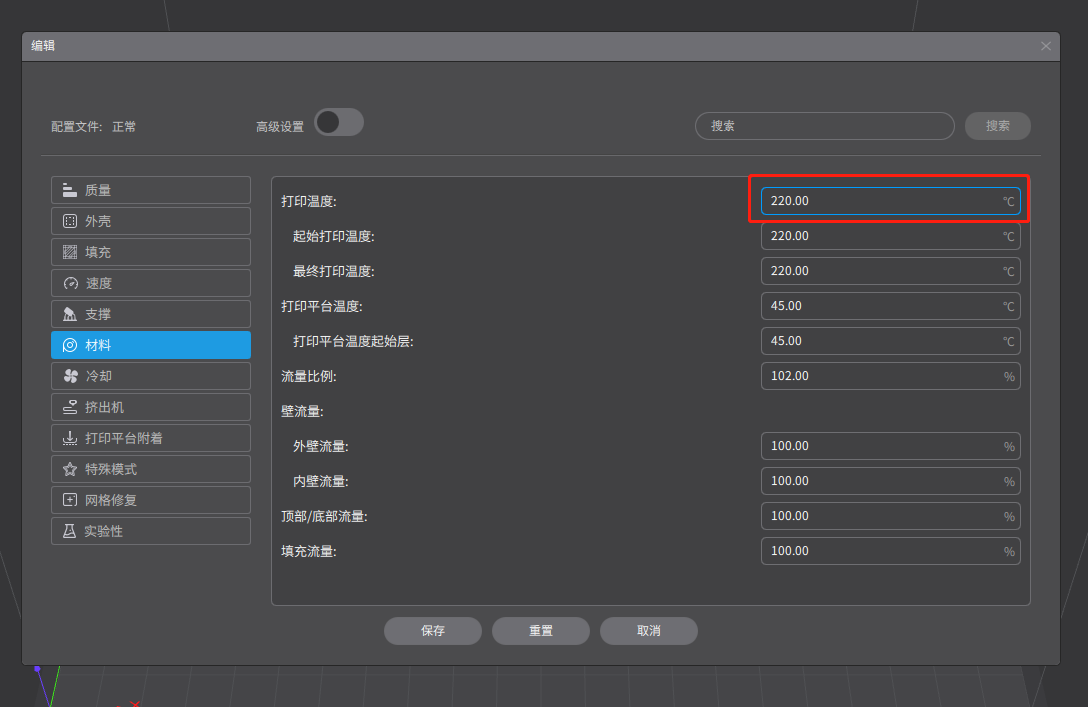
概念描述: 这是指打印时喷嘴的温度。打印温度是最有影响力的设置之一,因为它会影响材料在打印过程中的行为。即使温度的微小差异也会对塑料的流动产生很大的影响。
每种类型的耗材都有一定的打印温度范围。这通常会列在包装盒和技术数据表上。提高温度通常会使热塑性塑料更具流动性。这使得打印机能够更快地挤出材料,因为内部摩擦降低了。当进行大层高、宽线条、大流量或高速打印时,温度需要接近温度范围的高端。
然而,更热的打印也会使材料更难冷却,因此这会导致悬垂更多下垂(需要更多支撑)并导致更多拉丝。温度设置过高会导致打印时材料降解。这可能会堵塞喷嘴并可能损坏打印机。温度设置太低会导致进料器研磨材料,使其停止挤出。
¶ 1.1.1 起始打印温度
概念描述:指的就是喷嘴加热到可以开始打印时的最低温度。当不同的挤出机正在打印时处于待机状态后,喷嘴将以稍低的温度启动。打印开始后,它会立即加热到普通打印温度。

在稍低的温度下重新开始打印可以减少喷嘴待机时的渗漏量。毕竟,大部分渗漏发生在喷嘴处于最高温度时。降低该温度会有效地使其在稍低的温度下开始打印,从而在实际需要时在打印过程中发生渗漏。
¶ 1.1.2 最终打印温度
指的是打印结束前开始冷却的温度。在切换到不同的挤出机之前,喷嘴将被冷却到最终打印温度。 实际上,这会导致喷嘴在挤出机完成打印之前提前冷却。当挤出机切换发生时,喷嘴预计将达到最终打印温度,此时它将开始冷却。之后,它将继续冷却至待机温度。
¶ 2. 打印平台温度
¶ 2.1 打印平台温度
概念描述: 此设置用于加热打印平台的温度,如果该值为0将不会调整热床。加热打印平台板将使材料保持轻微的流动性和粘性。
有些材料在冷冻时会形成晶体,这会导致材料在冷冻时显着收缩。加热床使材料保持在略高于冰点的温度,以防止收缩并保持液态塑料的粘性。这都是为了提高打印件与打印平台板的粘附力。
然而,如果打印平台板温度太高,打印件在接触打印平台板的地方就会非常流畅。这会导致材料稍微下垂,从而导致打印目标底部出现大象脚。这可以通过初始层水平扩展设置进行补偿,但会影响尺寸精度。加热打印平台还会在打印平台上的材料与模型中较高的材料之间产生温差,当较高的材料开始收缩时,会导致翘曲。
如果此设置设置为 0 度,CrealityPrint 将不会输出任何更改打印平台温度的命令。
当您调整材料配置文件中的打印平台温度时,这将调整默认打印平台温度设置。 通常,打印平台温度将等于默认打印平台温度,但有时选择不同的质量可以对打印平台温度进行细微调整。
此打印平台温度设置是实际用于打印的设置。
¶ 2.1.1 打印平台温度起始层
概念描述: 此设置会在打印第一层时将打印平台板加热到指定的温度。
概念描述:打印平台可以让材料更快地冷却,因为来自熔融材料的热量可以比传递到绝缘空气更快地传递到打印平台。
概念描述:在打印第一层时,将打印平台板加热得稍微热一点,可以使材料远离冰点的时间更长一些,这样就不会受到导致层收缩和翘曲的温度冲击。
概念描述:第一层完成后,热床温度将设置为普通热床温度,但热床需要一段时间才能达到该温度。
¶ 3. 流量比例
¶ 3.1 流量比例
概念描述: 耗材经过融化后凝固可能会产生体积差异。这个设置会等比例改变所有流量补偿。
此功能允许您更改打印机调整线宽的方式:打印机不会更改通过喷嘴的材料流量,而是会更改喷嘴移动的速度。
众所周知,FFF 打印机在改变材料从喷嘴流出的速率方面表现不佳。如果打印机改变送纸器的速度,则需要几分之一秒的时间才能真正转化为流量的变化。到那时,根据打印速度,喷嘴可能已经超出了应调整流量的点几毫米。 如果您的打印机将进纸器从打印头上拆下,并且中间有鲍登管,情况会更糟。
打印机不仅可以改变进给速度,还可以改变打印头的移动速度。打印头可以加速得更快,因此可以更好地控制线条的宽度。 如果打印头加速而流量保持不变,则相同数量的材料会拉伸更长的长度,从而减小线宽。如果打印头速度减慢,相同数量的材料会聚集在更小的空间中,从而增加线宽。该设置是一个比率。它可以调整流量(0%)或打印速度(100%)或两者的组合。该比率甚至可以超过 100%,这意味着要降低流速以产生更粗的线条,但速度会降低更多以进行补偿。
将该比率增加到 100% 意味着它使用速度而不是流量来改变线宽,这对打印有以下影响:
• 线宽可能更准确,从而提高打印的尺寸精度。
• 流速将保持相等,这使得打印更加可靠,尤其是对于特殊材料。
• 在某些地方,打印头移动得更快,从而导致振铃。此设置仅适用于因将线条拟合到薄部件和尖角的宽度而引起的线条宽度变化。由于设置(例如填充与墙壁的线宽不同)而导致的流量变化,以及桥接或熨烫等功能都不会得到补偿。即使此设置设置为 100%,实现线性前进或类似补偿功能的打印机仍应使用这些功能,因为这些设置仍可能导致流量变化。
¶ 4. 壁流量
¶ 4.1 壁流量
概念描述: 指的是壁走线的流量补偿,此设置仅调整壁的流速。壁的流速可以与打印其余部分的流速分开调整。
调节壁内的流量是解决挤出速率或尺寸精度问题的权宜之计。
如果仅在打印壁的时候存在挤出速率问题,最好同步查看一下打印速度和温度。
也许材料没有从喷嘴中获得足够的动力,更高的打印速度可能会有所帮助。可能因为线条太细而无法正确挤出。也可能材料太冷或太热。
如果尺寸精度有问题,最好看看外壳模块的水平扩展以及设定的打印顺序。
¶ 4.1.1 外壁流量
概念描述: 指的是最外壁走线的流量补偿。此设置仅调整外壁的流速。外壁的流量可以与内壁的流量分开调节。
调整外壁过程中的流量是解决挤出速率或尺寸精度问题的权宜之计。
通过调整“外壁线宽”和“外壁插入量”设置也可以实现相同的效果,但此设置可能是一种更直观的初始调整方式。
如果只是外壁时挤出率有问题,最好看一下打印温度。
也许材料没有从喷嘴中获得足够的动力,更高的打印速度可能会有所帮助。 也许线条太细而无法正确挤出。 也许材料太冷或太热。
如果尺寸精度有问题,最好看看外壳模块的水平扩展以及设定的打印顺序。
¶ 4.1.2 内壁流量
概念描述: 指的是所有壁走线(最外壁走线除外)的流量补偿。此设置仅调整内壁的流速。内壁的流速可以与外壁的流速分开调节。
调整内壁过程中的流量是解决挤出速率或尺寸精度问题的权宜之计。
如果仅在内壁处出现挤出速率问题,最好查看打印速度和打印温度。也许材料没有从喷嘴中获得足够的动力,更高的打印速度可能会有所帮助。也许线条太细而无法正确挤出。也许材料太冷或太热。
如果尺寸精度有问题,最好看看外壳模块的水平扩展以及设定的打印顺序。
¶ 4. 顶部/底部流量
¶ 4.1 顶部/底部流量
概念描述: 指的是顶部/底部走线的流量补偿。此设置仅调整顶部和底部的流速。顶部和底部的流速可以与打印其余部分的流速分开调整。
调整顶部和底部的流量是解决挤出速率或不防水问题的权宜之计。如果仅在顶面打印期间存在挤出速率问题,则最好查看填充密度和图案或可能逐渐填充,以减少顶面需要桥接的距离。如果仅在打印底面时出现挤出速率问题,请检查密度、图案和支撑的渐变填充。 温度和打印速度也是实现良好、一致挤出的重要因素。
如果顶部或底部不防水,最好调节温度。应防止起球,但如果温度太低,您会看到挤压不足的现象出现。
¶ 5. 填充流量
¶ 5.1 填充流量
概念描述: 指的是填充走线的流量补偿。此设置仅调整填充的流速。
填充的流速可以与打印其余部分的流速分开调整。在填充过程中调整流量是解决挤出速率或强度问题的权宜之计。
通过调整填充的线距和线宽也可以达到同样的效果,但这样的设置可能更直观。
填充物的挤出速率或强度问题通常是由以下两种情况之一引起的:填充图案中的交叉,或填充物与其他结构之间的流速变化太大。
调整填充图案或线宽可能比调整该流量更有效。选择不交叉的填充图案,例如锯齿形,并选择更接近墙壁和蒙皮挤出率的线宽。如果需要增加线宽以提高强度但流量受到限制,则最好使用填充倍增器而不是增加流量。