¶ 1. 填充密度
¶ 1.1 填充密度
此设置配置打印内部体积的密度,这是最终打印强度以及顶部表面质量的主要因素。
填充密度越大,填充线放置在一起的距离就越近。您甚至可以设置超过100%的填充密度,但这会导致过度挤出。
不同的密度与不同的填充图案相结合的话打印效果会更好。
不过,具有大量拐角和交叉点的填充图案在填充密度很大的情况下效果不佳。角落是一个问题,因为灯丝往往会随着角落一起拖动,从而在应该沉积材料的角落外侧产生气穴。
交叉是一个更大的问题,因为当一条线穿过另一条线时,其流动将被中断,导致交叉后挤压不足。
增加填充密度(通过减小线条距离)对打印效果有很大影响,即:
• 打印效果会更强。
• 顶面将得到更好的支撑,使其更光滑、更防水。
• 减少枕头现象,因为热量区域会更小。
• 您的打印将需要更多材料,因此会更重。
• 打印时间较长。
¶ 2. 填充走线距离
¶ 2.1 填充走线距离
打印过程中填充走线之间的距离,该设置是通过填充的密度以及填充线宽度计算的。
除了将填充密度设置为百分比之外,还可以通过设置相邻填充线之间的距离来配置填充密度。填充线之间的距离越大,总体填充密度就越低。填充线距离是与密度不同的看待此属性的方式。
填充线之间的距离指示顶面线必须从一条填充线穿过到下一条填充线的距离。减少填充线距离可以减少桥接距离并提高顶面质量。
¶ 3. 填充图案
¶ 3.1 填充图案
指的是打印填充材料的图案。线条和锯齿形填充在交替层上交换方向,从而降低材料成本。网格、三角形、内三角、立方体、八角形、四面体、交叉和同心图案在每层完整打印。螺旋二十四面体、立方体、四面体和八角形填充随每层变化,以在各个方向提供更为均衡的强度分布。
填充图案定义了用于填充对象体积的结构。有多种模式可供选择,每种模式都有自己的优点。有些专门用于非常特定的应用。
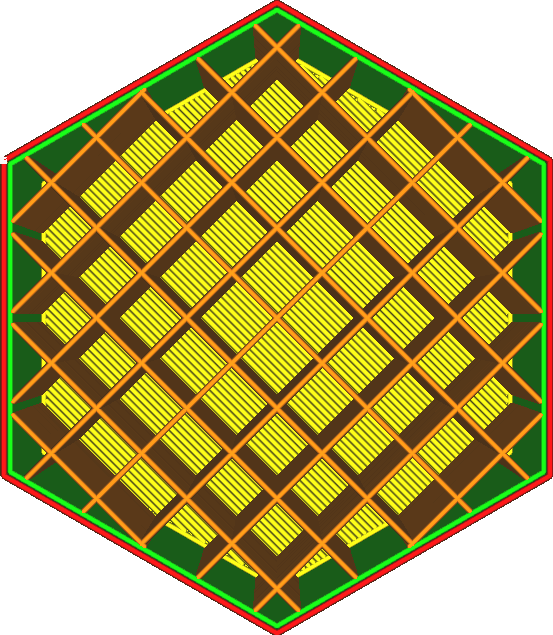
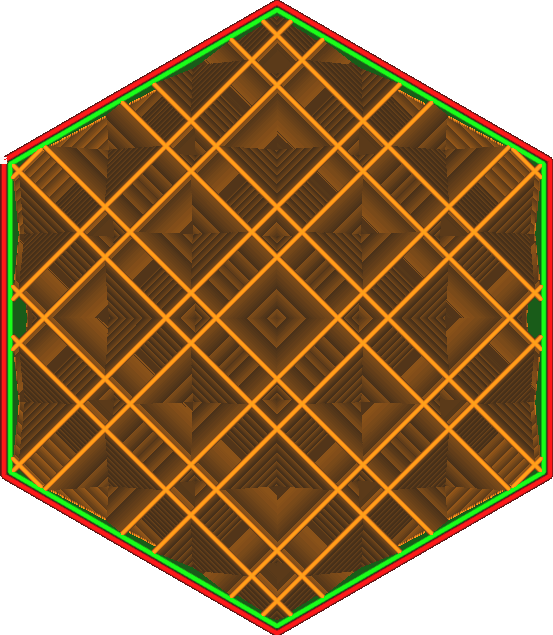
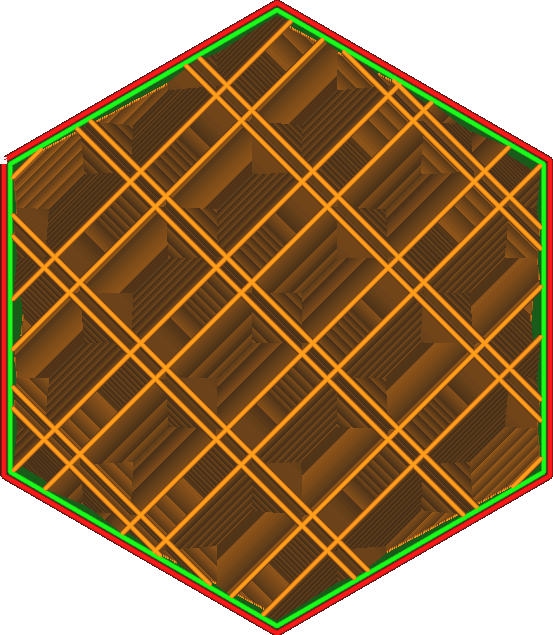
¶ 3.11 网格
网格填充图案创建两组垂直的线条。 这一起形成了一个正方形图案。
• 垂直方向上最强的图案。
• 线条的两个方向都相当强。
• 对角线不太强。
• 非常擅长支撑顶面,而且顶部表面会看起来非常光滑。
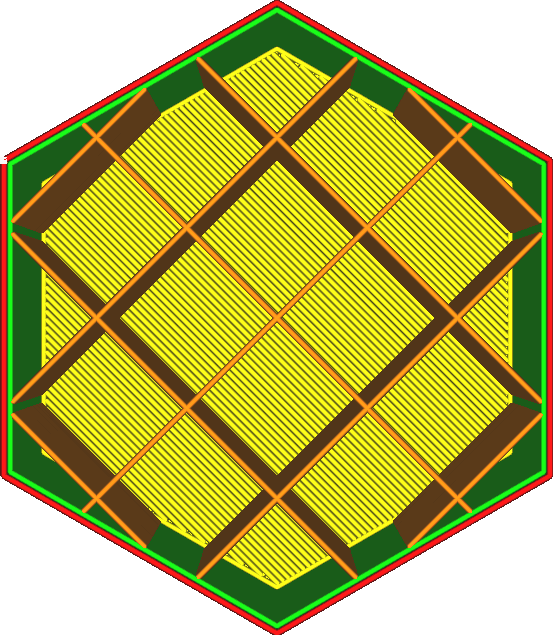
¶ 3.12 直线
直线图案会创建多个平行线。 默认情况下,直线的图案在层与层之间垂直交替其方向,这使得它乍一看就像网格图案。
这个图案设置有以下这些特点:
• 在垂直方向往往较弱,因为各层仅具有粘合在一起的小点。
• 除了线条定向的一个方向外,水平方向上的强度非常弱。 但即使在这个方向上,它也不能抵抗剪切力,因此在负载下它会很快失效。
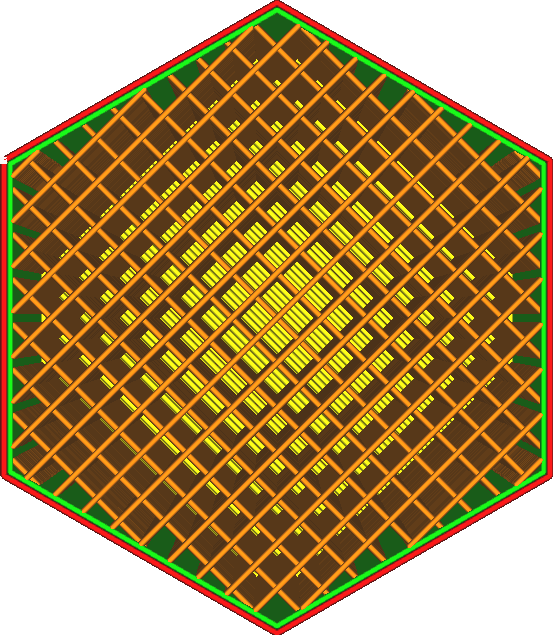
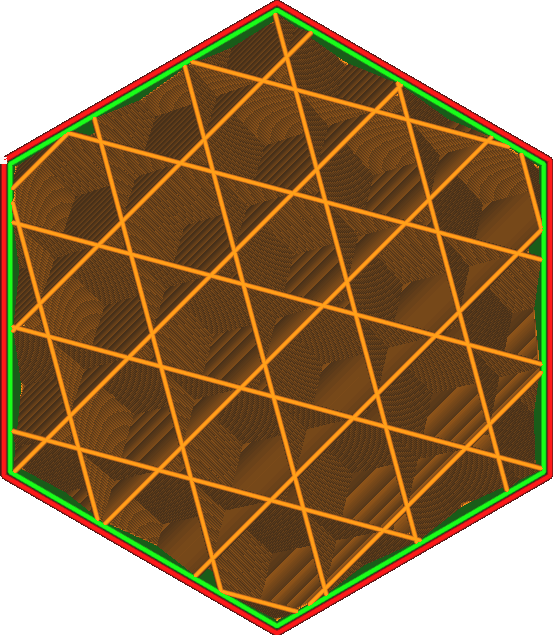
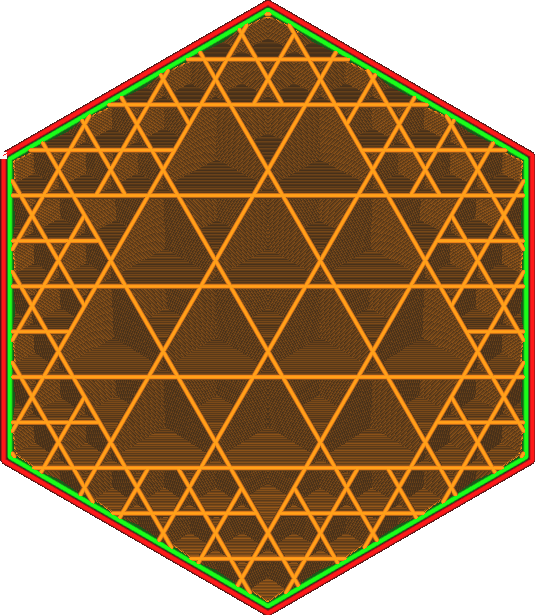
¶ 3.13 三角形
三角形图案在三个不同方向上创建三组线条。 这样就形成了三角形图案。
三角形图案的特点如下:
• 非常抗剪切。
• 每个水平方向的强度大致相等。
• 顶部线必须桥接相当长的距离,需要许多顶部表皮层才能获得均匀的顶部表面。
• 流动在交叉点处显着中断,导致高填充率下的强度相对较低。
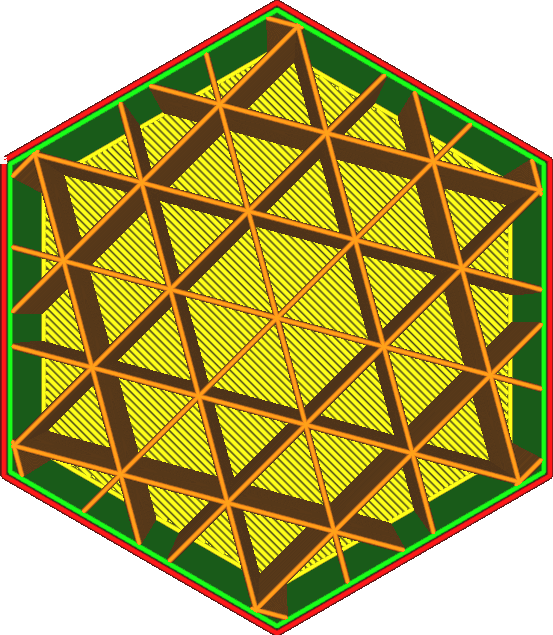
¶ 3.14 内六角
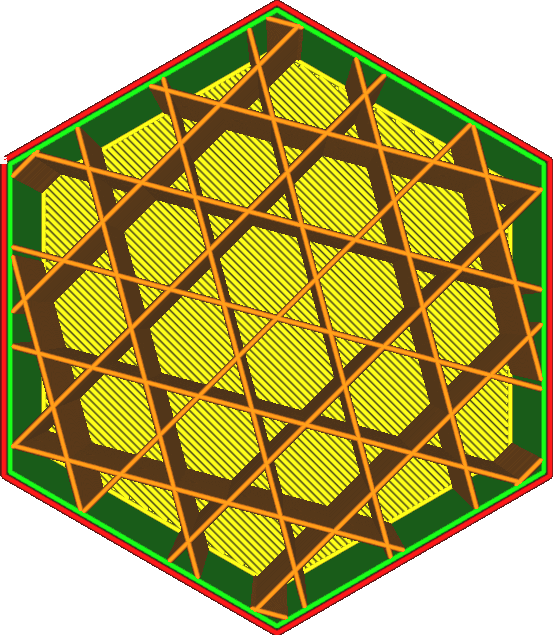
内六角图案就是在三个不同方向上创建三组线,有点和三角形图案类似,但彼此偏移,以便它们不会全部相交在同一位置。
它有以下特点:
• 水平方向最强的图案。
• 每个水平方向的强度大致相等。
• 非常抗剪切。
• 顶部线必须桥接很长,需要许多顶部表皮层才能获得均匀的顶部表面。
¶ 3.15 立方体
立方体图案创建立方体,它是一种 3 维图案。
立方体定向立在角落上,这样可以在不悬垂内表面的情况下打印它们。
它有以下特点:
• 每个方向上的强度大致相等,包括垂直方向。
• 在各个方面都相当强大。
• 降低枕头效应,因为它不会产生长的垂直热空气团。
¶ 3.16 立方体分区
立方体分区图案模式创建立方体,这是一种 3 维模式。 立方体定向立在角落上,这样可以在不悬垂内表面的情况下打印它们。 然而,这种模式会在体积内部产生更大的立方体,从而节省材料。 它在最无用的地方省略了填充线。
该图案可能产生低于期望的填充密度。 使用此模式时建议大幅增加填充密度。 该优化在高填充率时效果最佳。
从算法上来说,这种图案是通过在整个体积周围创建一个巨大的立方体,然后当它碰到任何墙壁时将该立方体细分为 8 个子立方体来生成的。 然后递归,因此撞到任何墙壁的子立方体被一次又一次地细分。 重复此操作,直到达到填充线距离。
它有以下特点:
• 按重量和印刷时间计算的最强图案。
• 每个方向上的强度大致相等,包括垂直方向。
• 将填充物浓缩成薄片。
• 降低枕头效应,因为它不会产生长的垂直热空气团。
• 如果使用增加的填充密度,则填充物不会过多地透过墙壁,从而在相同的打印时间内产生更好的表面质量。
• 引入回缩功能,这对于柔性或流动材料效果不佳。
• 切片时间较长。
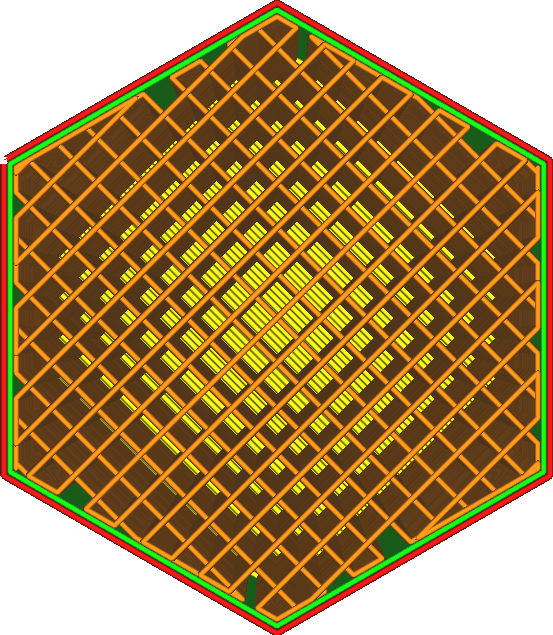
¶ 3.17 八角形
八角形图案创建了规则四面体和立方体的组合,即 3 维图案。 每隔一段时间,多条填充线就会彼此相邻放置。
它有以下特点:
• 在多条平行线相交处创建坚固的内部框架。 负载很快就消散到这个内部框架上。
• 对于厚度约为一厘米的中等型号具有很强的强度。
• 降低枕头效应,因为它不会产生长的垂直热空气团。
• 导致顶部蒙皮的桥接距离非常长,从而降低顶部表面质量。
¶ 3.18 四面体
四面体图案由四面体和截角四面体组成的 3 维镶嵌体创建。
每隔一段时间,多条填充线就会彼此相邻放置。
• 创建两个不连续的内部帧,类似于八位字节,其中多条平行线相接触。负载很快就消散到这个内部框架上。框架定向在两个不同的方向,使它们各自较弱,但减少了将负载分配到这些框架的距离。
• 对厚度只有几毫米的模型具有很强的作用。
• 降低枕头效应,因为它不会产生长的垂直热空气团。
• 导致顶部蒙皮的桥接距离非常长,从而降低顶部表面质量。
¶ 3.19 同心圆
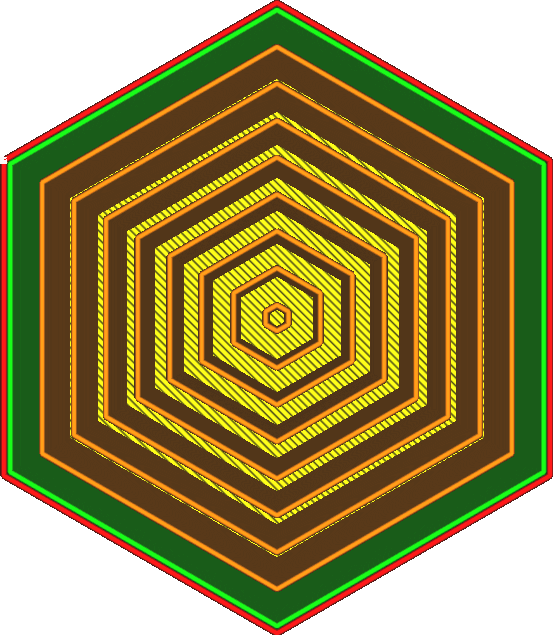
同心圆图案形成与墙壁平行的环。
• 使用100% 填充时,强度最高的填充图案,因为不仅不会有线相交,而且线的方向也使得线的各个方向的强度均衡分布,共同承担载荷。
• 能够打印出非常灵活的模型,在所有水平方向上具有非常均匀的强度。
• 垂直方向比水平方向更强。
• 填充密度为 100% 时,材料可能会在中间聚集,从而降低同心圆在一点上聚集的圆形形状的打印可靠性。
• 对于某些形状,某些填充线可能会悬挂在半空中,不会增加材料成本和打印时间的额外强度。
• 当不使用100% 填充时,这是水平方向上最弱的填充图案。内部空挡过大,无填充交织故不聚力,所以它根本没有增加任何力量。
¶ 3.20 锯齿状
锯齿形填充图案使喷嘴以锯齿形方式绘制线条。
这就像线路,但线路连接成一根长线,这样可以防止流量中断。
• 使用100% 填充时第二强的填充图案。 然而,它的打印效果比圆形同心填充更可靠。
• 平滑顶面和锯齿形的最佳图案,因为线条之间的距离最小。
• 在垂直方向往往相当弱,因为各层仅具有粘合在一起的小点。
• 除了线条定向的一个方向外,水平方向上的强度非常弱。但即使在这个方向上,它也不能抵抗剪切力,因此在负载下它会很快失效。
¶ 3.21 交叉
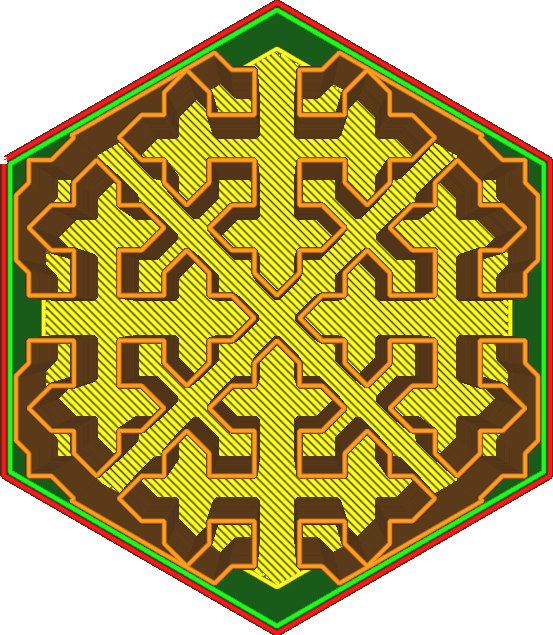
交叉填充图案产生一条空间填充曲线,产生看起来像沿着体积内部的类似于十字的东西。
它的特点:
• 在所有水平方向上均匀地压扁,这对于打印柔软且有弹性的物体非常有用。
• 在水平方向上不产生长直线,使其沿整个周边均匀地柔软。没有什么强点。
• 完全不产生缩回,从而更容易使用柔性材料进行打印。
• 垂直方向比水平方向更强。
• 切片需要很长时间。
• 在所有水平方向上都非常弱。
¶ 3.22 交叉 3D
交叉3D 填充图案产生一条空间填充曲线,该曲线产生看起来像沿着体积内部的十字的东西。 该图案沿 Z 轴脉冲,以使其在垂直方向上较弱。
它的特点:
• 在所有方向(水平和垂直)上大致均匀地挤压,使其成为打印柔软且灵活的物体的最有用的图案。
• 不会产生长直线,从而使整个表面均匀地柔软。
• 完全不产生缩回,从而更容易使用柔性材料进行打印。
• 切片需要很长时间。
• 在各个方向上都会非常弱。
¶ 3.23 螺旋二十四面体
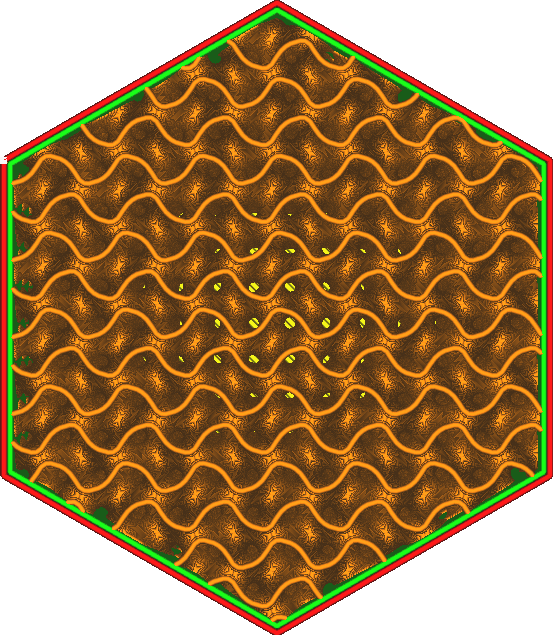
螺旋填充图案产生交替方向的波浪图案。
• 产生完全可渗透液体的体积,使其成为可溶解材料的有用模式。
• 在各个方向上强度相同,但不是很僵硬。 这使得它对于柔性材料非常有用,但结果会比十字 (3D) 填充图案更硬、更不那么柔软。
• 此图案中没有重叠线,这使得可以更轻松地使用表面张力较高的材料进行打印,并使填充非常可靠且一致。
• 耐剪切。
• 切片需要很长时间并生成较大的G 代码文件。 对于某些打印机来说,可能很难跟上每秒的许多 G 代码命令,并且可能很难跟上低波特率下的串行连接。
¶ 3.24 闪电形
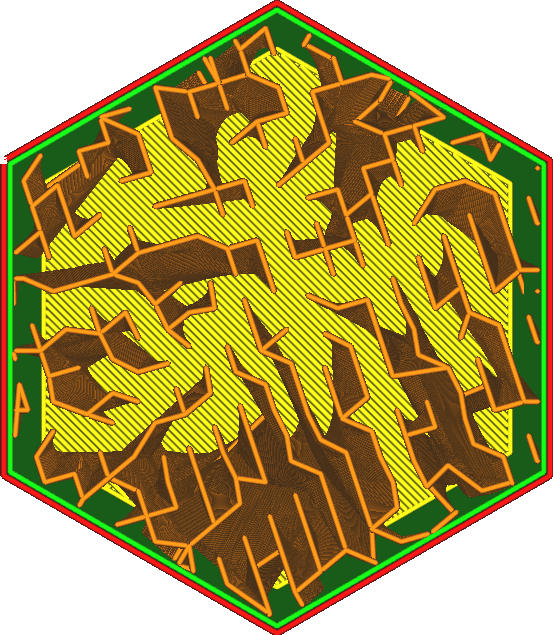
闪电图案从侧面逐渐形成
闪电填充图案是一种锯齿状的最小图案,仅用于支撑顶面。
指定的填充密度只能在填充体积顶侧的正下方达到。
• 仅在表面下方生成填充物,从而节省大量时间和材料。
• 增加填充密度可实现所有图案的最佳顶部表面质量,同时无需花费更多时间和材料。
• 只需不使用填充物,即可防止许多地方的填充物透过墙壁照射。
• 不会以任何显着的方式增加零件的强度。
¶ 4. 填充走线乘数
¶ 4.1 填充走线乘数
该设置可以将每个填充走线转换成多重走线。额外走线互相不交叉,而是互相避开。这使得填充更严格,但会增加打印时间和材料使用。
与简单地增加填充密度相比,这可以增加填充物的强度,因为填充线能够相互倾斜以获得额外的刚性。 设置奇数倍数时,原始填充线将保留在原位,但附加填充线将在填充图案的孔中循环。 当设置偶数乘数时,原始填充线将被删除,循环将直接放置在其位置。
与通过相同倍数增加填充密度的替代方案相比,这将对您的打印产生一些影响:
• 填充物总体上变得更加坚硬,类似于增加填充线宽度,因为填充线在受到剪切力时能够相互倾斜。
• 填充物会透过皮肤更加闪亮,从而降低表面质量。
• 填充线之间的间隙更大,因为填充线更多地聚集在一起。这会使皮肤更加下垂并允许枕头。如果填充密度为 100% 或更高,则此设置无效。
¶ 5. 填充重叠百分比
¶ 5.1 填充重叠百分比
概念描述: 指的是填充物和壁之间的重叠的部分占填充走线宽度的的百分比。稍微重叠就可以让各个壁与填充物牢固连接。
填充重叠百分比如果填充与壁稍微重叠,它将更好地粘附在墙壁上,从而使零件更加坚固。 此设置控制填充与墙壁的重叠程度,以填充线宽的百分比表示。
该参数的一些特性:
• 增加重叠可以使填充物更好地粘合到墙壁上,从而形成更坚固的部件。
• 然而,它也会导致填充物透过墙壁发光,从而在印刷品表面形成图案。这降低了视觉表面质量。
¶ 6. 填充重叠
¶ 6.1 填充重叠
概念描述: 指的是填充物和壁之间的重叠量。
填充重叠百分比如果填充与壁稍微重叠,它将更好地粘附在墙壁上,从而使零件更加坚固。 此设置控制填充与墙壁的重叠程度,以填充线宽的百分比表示。
一些特性:
• 增加重叠可以使填充物更好地粘合到墙壁上,从而形成更坚固的部件。
• 然而,它也会导致填充物透过壁发光,从而在打印目标表面形成图案。这降低了视觉表面质量。
¶ 7. 合并填充层
¶ 7.1 合并填充层
概念描述:自动合并若干层稀疏填充一起打印,可以缩短时间。内外墙依然保持原始层高打印。
¶ 8. 填充层厚度
¶ 8.1 填充层厚度
概念描述:填充材料每层的厚度,该值应始终为层高的乘数,否则应该进行舍入操作。
由于填充层的高度对于视觉质量并不重要,因此您可以使用较厚的填充层来减少打印时间。只要有多个填充层直接位于彼此上方,此设置就会导致填充层组合在一起。然后,它不会在某些层上打印任何填充物,但在组合层的最高层中,它将挤出更多材料来弥补。
在图层视图中,填充线看起来好像变得更宽了。实际打印时,填充线会进一步下降,而不是水平展开。
填充层厚度必须是普通层高的倍数。如果不是,它将四舍五入到最接近的层高。
• 小心不要将其增加太多。当切换到填充或从填充切换时,通过喷嘴的流速需要显着加速和减速。这有一些延迟,因此在填充开始时挤出太少,而在填充结束后挤出太多。
• 在中间层中,它仍将以较低的层厚度打印填充物,而其周围的层中没有填充物。这可能会导致沿着倾斜的墙壁打印小填充线。
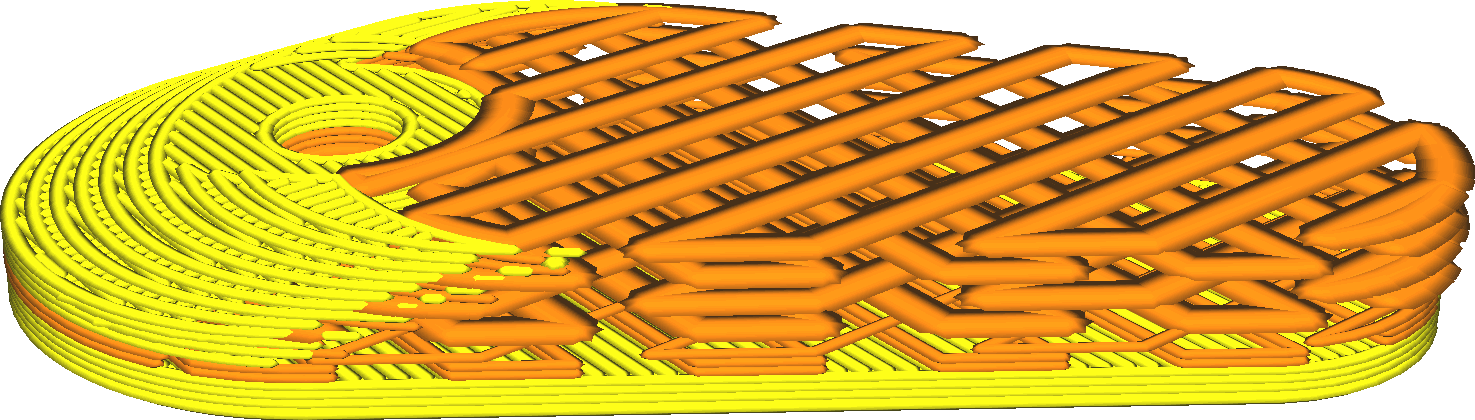
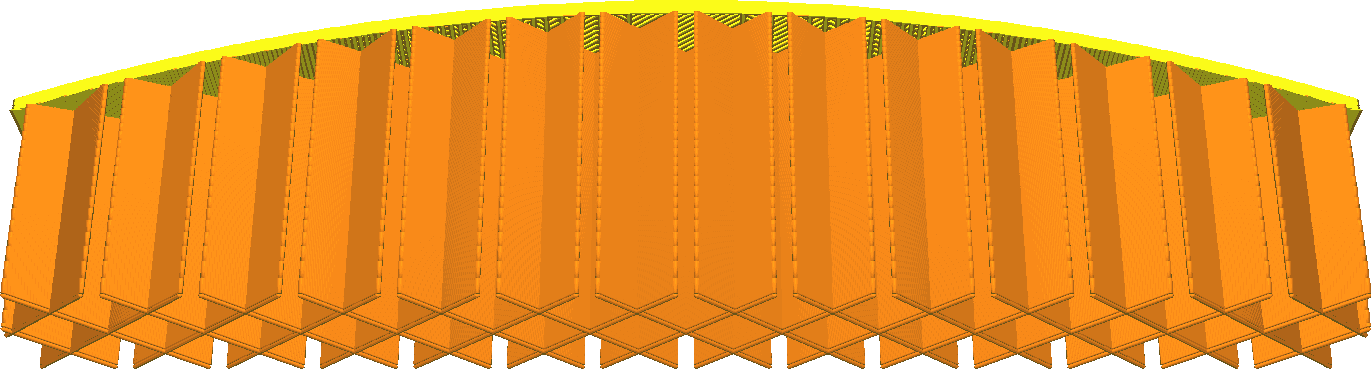
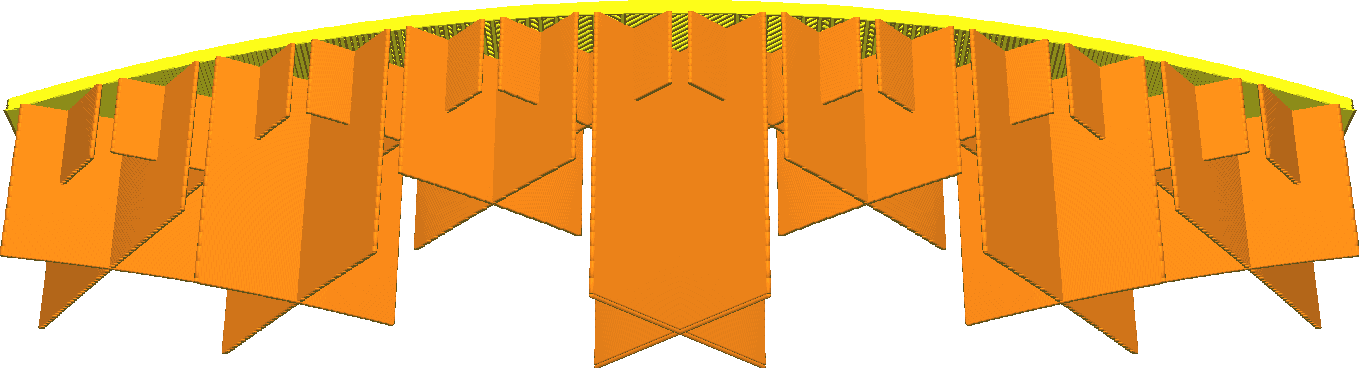
¶ 9. 渐进填充步阶
¶ 9.1 渐进填充步阶
概念描述:渐进填充步阶主要是通过降低下层的填充密度来减少填充物的使用量。在进入顶部表面以下时,将填充密度减少一半的次数。越靠近顶面的区域,密度越高,最高的时候会达到填充密度。
这样可以节省打印时间和材料,同时不会过多降低表面质量。打印视觉质量时填充的主要目的是支撑顶面。此功能仅将填充集中到该目的。此设置指示填充密度减少的步骤。每一步,填充密度都会减半。
例如下图所示,从 20% 的填充百分比开始,通过两个渐进填充范例步骤,下部的填充密度将分别为 10% 和 5%。
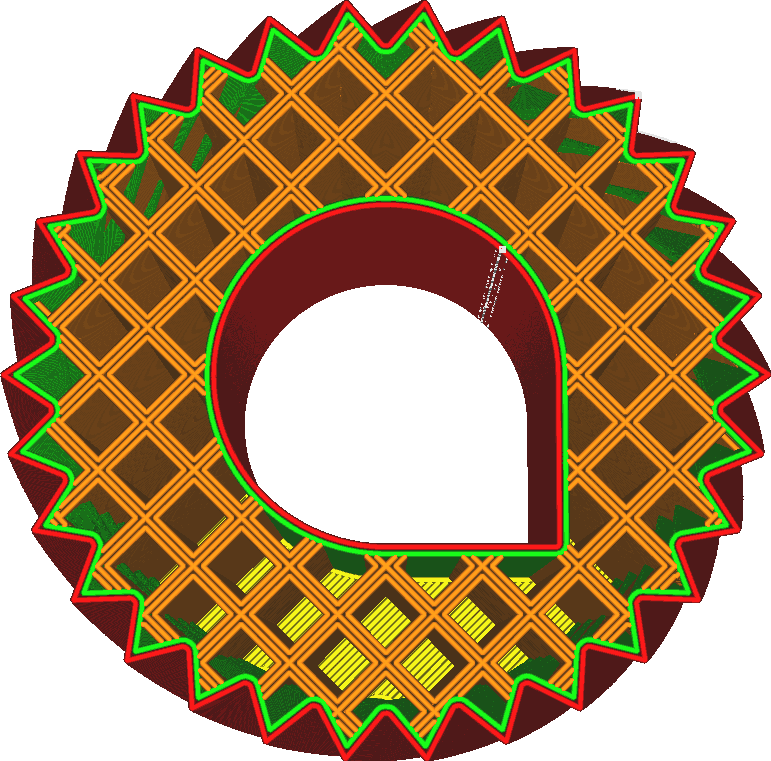
¶ 10. 狭窄区域同心圆填充
¶ 10.1 狭窄区域同心圆填充
概念描述:在打印目标的下载区域部分,采用同心圆的填充,在高密度的情况下,打印品的强度会更加的高,能够相对程度提升打印目标的质量。