¶ 1. 走线宽度
¶ 1.1 走线宽度
概念描述: 这指的是打印机单一的走线宽度。通常,喷嘴开口的直径决定了线条的宽度,但通过挤出更多或更少的材料,打印机可以稍微改变线条的宽度,稍微降低此值可以一定程度地提升打印效果。
减小线宽可以让打印机打印更多细节。 特别是它还允许打印机打印薄部件。 线宽是打印中最有影响力的设置之一。
以下是一些效果:
• 打印较细的线条将允许打印较薄的部件,因为它甚至可以在最薄的部分中装入线条。
• 将线宽调整为打印厚度的偶数倍可以使物体更坚固,并使材料更好地流动。
• 较小的线宽将使您的顶面看起来更平滑。
• 打印比喷嘴尺寸稍小的线条往往会提高强度。 当喷嘴稍微越过前一条线第二次通过时,它允许喷嘴将相邻线融合在一起。
• 打印线太宽会导致挤出不足。 打印机将尝试挤出更多材料,足以填充所需的线条宽度。 该材料将尝试朝任何可能的方向流动。 然而,在某些时候,背压将变得太大,使得材料将不再一直流到非常宽的管线的一侧。 这样就会在线条之间留下间隙。
• 印刷线太小也会导致挤出不足。 如果材料流过喷嘴的速度不够快,材料的表面张力会使其凝结成小液滴,从而使挤出不均匀并在液滴之间留下间隙。
• 打印较细的线条将大大增加打印时间。
¶ 1.1.1 走线宽度(外壁)
概念描述:指的是最外壁线的宽度,外壁的线宽可以与内壁分开调整,降低此值可打印出更高水平的细节。
众所周知,将外壁的线宽减小到略低于喷嘴尺寸有利于强度的提高。喷嘴将挤出稍少的材料,但其开口将与相邻的内壁重叠。这会导致材料被先前放置的墙壁推到其正确的位置。但这也会使塑料更好地与相邻的墙壁融合。
这使得外墙能够更好地与内墙融合,从而将它们的力量结合起来。这大大提高了墙壁的强度。减小外壁线宽还可以使喷嘴打印更精细的细节,因为较细的线将更好地适应小细节。
增加外壁线宽可以减少印刷时间。您可以用更少的内壁实现厚度相似的墙壁。强度仍会有所降低,因为外壁不会与内壁融合得很好。在薄部件中,线宽将自动调整以适合部件的局部宽度。无需确保部件的宽度是线宽的倍数。墙壁过渡阈值角度确定在尖角处自动调整线宽的位置。最小墙线宽度决定了它们在每个方向上可以调整的距离。
¶ 1.1.2 走线宽度(内壁)
概念描述:指的是适用于所有壁线(除了最外壁)的单一壁线宽度。内壁的线宽可以与外壁分开调整。此设置用于设置各个内壁线的宽度。
众所周知,将内壁的线宽减小到略低于喷嘴尺寸有利于强度的提高。喷嘴将挤出稍少的材料,但其开口将与相邻的壁线重叠。这会导致材料被先前放置的墙壁推到其正确的位置。但这也会使塑料更好地与相邻的墙壁融合。
这使得墙壁能够更好地融合在一起,从而结合它们的力量。这大大提高了墙壁的强度。增加内壁线宽可以减少打印时间。 您将需要更少的内壁来获得具有相似强度的零件。强度仍会有所降低,因为相邻的墙壁不会那么多地融合在一起。在薄部件中,线宽将自动调整以适合部件的局部宽度。无需确保部件的宽度是线宽的倍数。墙壁过渡阈值角度确定在尖角处自动调整线宽的位置。最小墙线宽度决定了它们在每个方向上可以调整的距离。
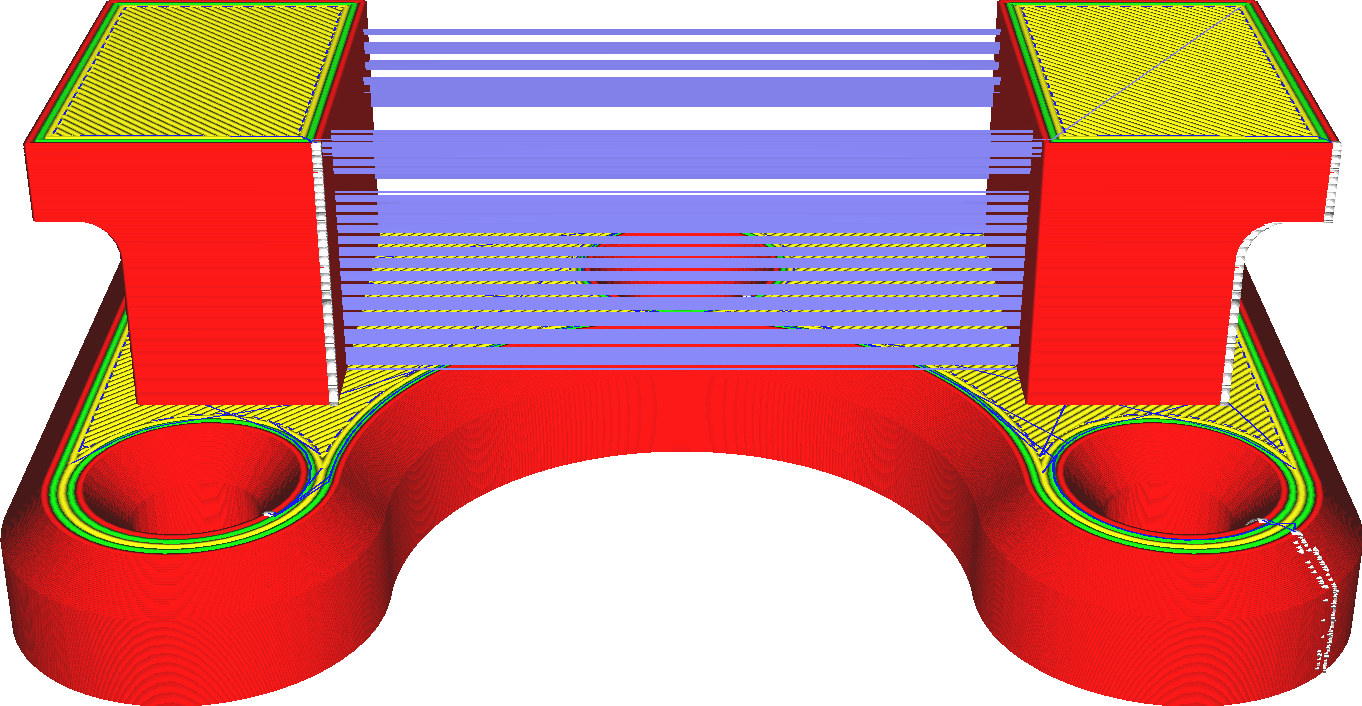
¶ 1.1.3 走线宽度(顶层/底层)
概念描述:指的是单一顶层/底层的走线宽度。所绘制的顶部和底部每条线的宽度。只需挤出比所需更多或更少的材料,线的宽度就可以与喷嘴尺寸不同。
如果挤出更多材料,塑料将流向侧面,使线条更粗。如果挤出的材料较少,材料的表面张力往往会将材料拉向喷嘴路径的中心线。
使皮肤线条更宽是减少打印时间的简单方法,因为打印对象的顶面和底面所需的线条更少。
然而增加太多会导致巨大的挤出波动。这会导致打印皮肤时挤出不足,而打印接下来的任何内容时会导致挤出过度,因为通过喷嘴的流量调整得不够快。
增加蒙皮线宽度也会增加表面出现孔洞的机会,这不仅不美观,而且不利于防水。减少皮肤线的宽度往往会产生更好的顶面,但会花费大量的打印时间。使用不同的技术通常更有效,例如熨烫或仅调整太表面的皮肤线条。
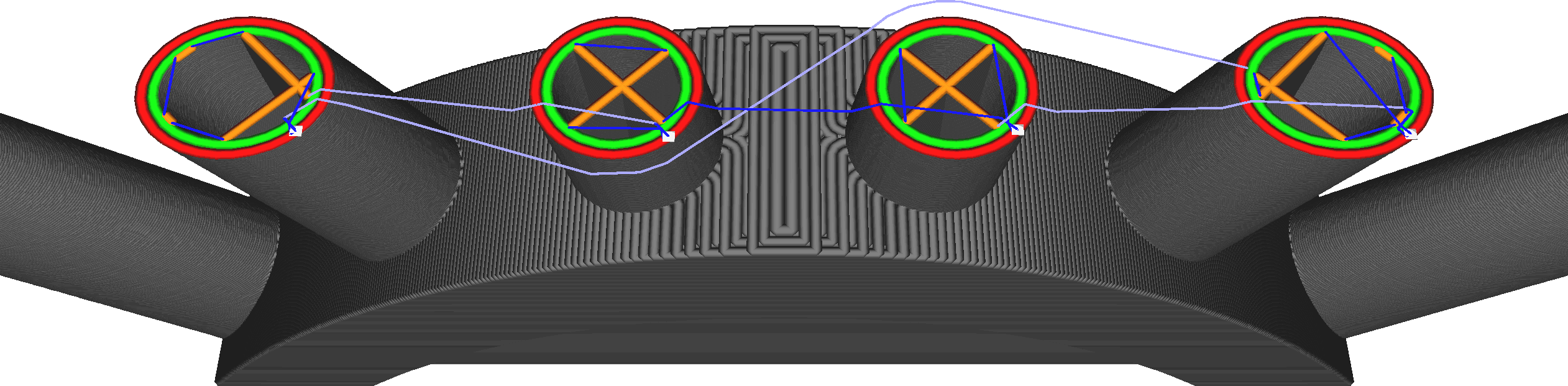
¶ 1.1.4 走线宽度(填充)
概念描述: 指的是绘制每条填充走线的宽度。只需挤出比所需更多或更少的材料,线的宽度就可以与喷嘴尺寸不同。
如果挤出更多材料,塑料将流向侧面,使线条更粗。如果挤出的材料较少,材料的表面张力往往会将材料拉向喷嘴路径的中心线。
使填充线更宽可以使打印效果更强并减少打印时间。
然而,增加太多会导致挤压波动很大。这会导致在打印填充物时出现挤出不足,而在打印填充后的任何内容时会导致出现过度挤出,因为通过喷嘴的流量调整得不够快。
¶ 2. 起始层走线宽度
¶ 2.1 起始层走线宽度
概念描述: 指的是第一层走线宽度乘数,增加此乘数的话,会改善热床粘着情况。
这使得初始层中的线按一定比例变宽或变细。
此设置的目的是提高与打印平台板的粘附力。为了打印更宽的线条,喷嘴必须挤出更多的材料,并且该材料必须向外流动得更宽。这会导致喷嘴将材料更用力地压在打印平台上,从而增加线材和打印平台之间的粘附力。
• 不仅线条会变宽或变细,而且它们之间的距离也会以相同的系数拉得更远或更近,因此不会产生过度挤压或挤压不足。
• 此设置影响所有线宽:蒙皮、壁、附着力、支撑、底塔等。它们将以相同的比例变宽或变薄。
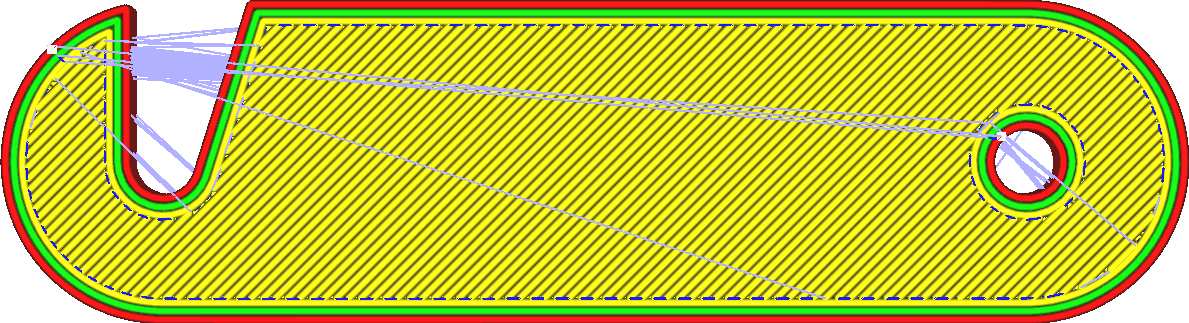
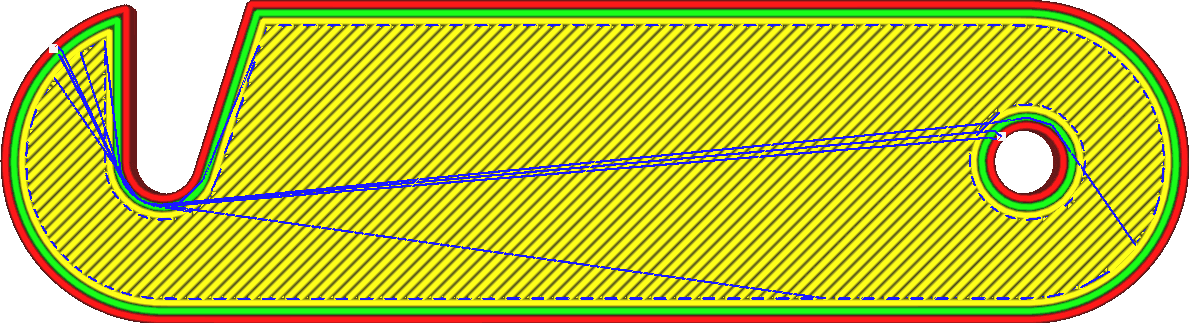
¶ 3. 启用回抽
¶ 3.1 启用回抽
概念描述:指的是当喷嘴移动到非打印区域的上方时,回抽耗材。
如果 3D 打印机停止推动材料,材料不会立即停止从喷嘴末端流动。喷嘴中有一些残留材料,并且会受到加压,因此它会继续流动一段时间。
为了阻止材料流动,打印机需要将材料从喷嘴开口中缩回。这对于在不拉丝的情况下进行干净利落的行进动作是必要的。
当进行对拉弦特别敏感的行进移动时,会进行缩回。仅穿过填充物或从支撑件移动到支撑件的行进移动通常不会缩回。通过最大回缩计数和最小挤出距离窗口设置,材料回缩的频率也受到限制。
不过材料缩回具有显着的优点,但也有一些缺点:
• 它将显着减少拉丝。打印的不同部分之间不再需要接线。
• 它将显着减少喷嘴进入零件周边的表面上斑点的数量和尺寸。
• 收回需要一些时间。
• 当发生回缩时,物料流会中断。这会对尺寸精度、条带和挤压不足产生负面影响。
• 当发生过多的回缩时,灯丝可能会磨损,从而阻止进料器夹紧材料。柔性材料更难缩回,因为拉动灯丝会使灯丝拉伸,而不是将其从喷嘴中拉出。使这种材料能够缩回可能非常耗时并且相对无效。
¶ 4. 回抽时擦拭
¶ 4.1 回抽时擦拭
概念描述:此设置会在回抽耗材的时候擦拭喷嘴。如果启用此设置,材料将在整个擦拭过程中缩回。这可以与正常撤回分开配置。
擦拭过程使喷嘴一直移动到打印机的侧面,在那里来回移动,然后再向后移动。这本质上是一次很长的旅行。由于此行进移动比整个打印过程中的平均行进移动更长,因此即使通常禁用回缩,您也可能希望在此过程中回缩材料。将材料缩回将减少擦拭过程中渗出的材料量。
在擦拭过程中渗出的材料通常会被刷子擦掉。然而,这种材料随后就会丢失。因此,在擦拭完成后,会出现一些挤压不足的情况,因为这种材料已经渗出,而不是放置在正确的位置。
另一方面,回缩可能需要一些时间并导致灯丝不必要的磨损。 如果挤压不足不是问题,则禁用回缩可能会节省一些时间并提高可靠性。例如,如果在墙壁之前打印填充物,则这种方法可以很好地发挥作用,因为填充过程中的一些挤压不足并不是真正的问题。
¶ 4.1.1 擦拭长度
概念描述:指的是回抽时,擦拭喷嘴的长度。此设置配置擦拭过程进行时材料缩回的距离。
这可以与正常缩回量分开配置。擦拭过程使喷嘴一直移动到打印机的侧面,在那里来回移动,然后再向后移动。
这本质上是一次很长的旅行。由于此行程移动比整个打印过程中的平均行程移动更长,因此您可能需要将擦拭期间的缩回距离增加到超出普通打印期间使用的距离。
进一步缩回材料将花费更多时间并且更快地磨损灯丝,但会减少由于渗漏而损失的材料量。
¶ 4.1.2 擦拭前回抽量
概念描述:指的是在回抽过程时,擦拭喷嘴前的回抽量。
¶ 4.1.3 层变化时回抽
概念描述:当喷嘴移动到下一层时回抽耗材。这样的回抽设置有利于在打印不同的层时让打印目标不同层重叠部位的打印效果更好。不同的层切换去打印的情况,也不会让其有任何的回抽瑕疵存在。
¶ 4.1.4 回抽距离
概念描述:指的是在回抽过程时,擦拭喷嘴前的回抽量。
此设置配置擦拭过程进行时材料缩回的距离。这可以与正常缩回量分开配置。擦拭过程使喷嘴一直移动到打印机的侧面,在那里来回移动,然后再向后移动。
这本质上是一次很长的旅行。由于此行程移动比整个打印过程中的平均行程移动更长,因此您可能需要将擦拭期间的缩回距离增加到超出普通打印期间使用的距离。
进一步缩回材料将花费更多时间并且更快地磨损灯丝,但会减少由于渗漏而损失的材料量。
¶ 4.1.5 回抽速度
概念描述:指的是在回抽过程时,耗材缩回去的速度。此设置也可以理解为配置擦拭过程中材料缩回和不缩回的速度。
这可以与普通回缩速度分开配置。由于在该擦拭过程期间从喷嘴渗出的任何材料无论如何都会被擦掉,因此与打印的其余部分相比,该过程的缩回速度可能会稍微降低。这减少了灯丝的磨损。
¶ 4.1.6 回抽装填速度
概念描述:指的是回抽移动期间,耗材的装填速度。
这可以与普通回缩主速度分开配置。
更慢地启动可能会导致在擦拭过程后喷嘴着陆的位置出现小斑点。
然而,在擦拭过程的较长回缩之后,可能需要更慢地启动以使材料正常流动。
¶ 4.1.7 回抽额外装填量
概念描述:指的是有些材料可能会在打印机空驶的过程中渗出,可以调整该设置对其进行材料补偿如果在擦拭过程中缩回,则在擦拭过程完成后材料将不再缩回。
发生这种情况时,您可能希望将材料推得比原始缩回距离远一点,以补偿尽管缩回但损失的任何材料。这可以与正常的额外质数分开配置。
擦拭过程使喷嘴一直移动到打印机的侧面,在那里来回移动,然后再向后移动。这本质上是一次很长的旅行。 由于此行进移动比整个打印过程中的平均行进移动更长,因此可能会因渗漏而损失更多材料。为了弥补这一点,您可能需要在擦拭程序后比正常行驶移动后涂更多的底漆。
如果涂底漆的额外材料太多,就会出现一些过度挤压。 这表现为擦拭程序后喷嘴所落位置处的一团斑点。
¶ 4.1.8 回抽最小空驶
概念描述:指的是回抽发生时所需的最小空驶距离。这有助于在较小区域内实现更少的回抽。此设置可防止材料在非常短的行程移动中缩回。在这些移动过程中,材料几乎没有时间从喷嘴中渗出,因此缩回弊大于利。
收回材料的目的是为了防止拉丝。非常短的行程移动不会产生拉丝,因为材料还没有时间从喷嘴流出。一条线宽度左右的极短行程移动甚至会导致线完全重叠,因此不会有任何拉线的空间。
另一方面,缩回会导致喷嘴在材料移动时短暂静止。
这使得一些材料流动并在那里产生一个斑点。 由于这些原因,短距离行驶时最好不要缩回,即使这些轨道位于模型的可见部分上。
过多地增加此设置将导致模型的详细部分或部件靠近的地方出现拉丝。
¶ 4.1.9 最大回抽计数
概念描述:进料轮需要抓住细丝才能正确移动。收回材料通常会导致进料轮磨损灯丝,直至无法正确夹紧灯丝。
此设置限制了一定长度灯丝内的回缩次数,以防止这种研磨。
该设置指示在最小挤出距离窗口设置指示的细丝长度期间允许细丝缩回的频率。在此窗口期间的任何进一步缩回都不会缩回,而只是行进而不缩回。

回缩次数受到限制的长丝长度是一个滑动窗口。例如,窗口长度为 3mm,最大回缩次数为 10,这意味着只要第 10 次回缩距离灯丝后退超过 3mm,就允许新的回缩。
减少最大回缩次数将减少灯丝的磨损。这对于较软的材料(例如 PVA)很有用。然而,它也会增加拉弦,因为它不会再缩回到明显需要的位置。
¶ 4.2.0 最小挤出距离范围
概念描述:指的是执行最大回抽计数范围,该值应该与回抽距离大致相同,以便一次回抽通过同一块材料的次数得到有效限制。进料轮需要抓住细丝才能正确移动。收回材料通常会导致进料轮磨损灯丝,直至无法正确夹紧灯丝。此设置限制了一定长度灯丝内的回缩次数,以防止这种研磨。回缩受到最大回缩计数和此设置的组合的限制。在该最小挤出距离窗口设置指示的长丝长度内,材料的回缩不允许超过最大回缩计数的值。
回缩次数受到限制的长丝长度是一个滑动窗口。例如,窗口长度为 3mm,最大回缩次数为 10,这意味着只要第 10 次回缩距离灯丝后退超过 3mm,就允许新的回缩。增加挤出窗口的长度有效地减少了回缩次数。
这使得打印更加可靠,但增加了表面上的拉丝和斑点的数量。 这对于对研磨更敏感的较软材料特别有用。
¶ 4. 梳理模式
¶ 4.1 梳理模式
概念描述:梳理模式可以在打印机空驶的时候让喷嘴保持在已打印区域内。这会使空驶距离稍微延长,但是可以减少回抽需求。如果关闭梳理的话,则会让材料回抽,而且喷嘴会沿着直线前往下一个点。同时也可以避免顶部/底部皮肤区域的梳理,或者仅在填充物内梳理。
梳理是一种在从一个地方移动到另一个地方时避免穿过打印目标壁的做法。穿过壁往往会在热喷嘴退出或进入打印体积的表面上留下疤痕,因此这通常是不希望的。
单独梳理只会导致喷嘴在穿过网格内部时避开墙壁。 然而,它还允许避免打印部件,而行进功能,这使得喷嘴在体积之外也避开物体。
如果存在一条从开始位置到结束位置穿过对象且没有碰到任何墙壁的路径,则将采用该路径而不进行缩回。如果起始位置和结束位置位于完全独立的路径中,则喷嘴将首先移动到两个零件最接近的位置,然后选择性地缩回(如果启用了缩回)行进到目标路径,选择性地取消缩回,然后移动通过 新零件到达最终目的地。
在这两个部分中,它都会避免在穿过内部时撞到墙壁。 当从一个零件移动到另一个零件时,只有启用“旅行时避免打印零件”设置时,它才会避开零件。
梳理的目的是避免穿过物体的墙壁,减少表面的疤痕数量。它还会减少外部可见的拉丝,因为在进行行进移动时,它仍然会渗出,但这种渗出物放置在模型的内部。然而,梳理也会增加行程的长度。有时需要绕很大的弯路。
以下是此设置的下拉列表中的选项:
• 关闭:禁用组合。旅行动作将始终直接前往目标位置。如果碰巧没有撞到任何墙壁,它就不会缩回。 所有:如上所述,喷嘴在穿过打印件内部时不会碰到任何墙壁。
• 避免跨越外表面:除了绕过墙壁外,喷嘴还会避开皮肤的最高层和最低层。这些是可见层,如果喷嘴经过它们,您可能会在表面上看到疤痕。如果无法避开水面,则会撤回。
• 除了皮肤:如果可能的话,喷嘴将避免碰到任何皮肤。它会导致不必要的收缩和更长的行进路径,因为它避免了皮肤层,即使疤痕在外面不可见。
• 在填充物内:所有模式中最严格的模式,仅允许梳理填充。这使得它避免撞击内壁和外壁,也避免撞击皮肤。如果喷嘴撞击内壁,有时在外部仍然可见,因为喷嘴的外半径可能比内壁宽。这可以防止这种影响。然而,它需要进行更多的撤回,因为路径通常不可用。
¶ 4.1.1 空驶时避开已打印部分
概念描述:喷嘴会在空驶的时候避开已打印部分,此选项仅在启用梳理功能时可用。
移动时避免打印零件 通过启用此设置,打印头在围绕构建体积移动时将尝试避免撞击其他物体。反而要绕一小段路。如果可以绕道而不会碰到任何其他对象,则不会触发缩回,除非路径长度超过“不缩回的最大梳理距离”的设置。


除了避开其他部分外,行进动作也会尽可能短地停留在墙壁附近。这意味着当穿过墙壁退出或进入零件时,它将垂直于墙壁退出或进入。此设置往往会提高打印的表面质量,因为喷嘴不会经常穿过墙壁。
穿过墙壁会在墙上留下疤痕,因此应避免这样做。然而,此设置确实会增加渗出量,因为在不缩回的情况下将进行更多的行进移动,并且行进移动将更长。 对于渗水较多的材料,建议禁用并避开其他部件。 由于行程移动较长,打印时间可能会略有增加,但通常这会被由此导致的回缩次数减少所完全抵消。
¶ 4.1.2 移动时避开支撑
概念描述:在空走时,喷嘴避开了已打印的支撑。只有在启用了梳理模式时,才可以使用此选项。
通常,CrealityPrint 不会费心让喷嘴在避开其他部件时也避开支撑结构。通过此设置,CrealityPrint 将避免在行驶时撞到支撑结构。
支撑不需要很漂亮,所以如果一个斑点最终得到支撑也不是问题。事实上,这可能会阻止斑点出现在墙上。而且,支撑件上的疤痕对其功能来说也不是问题。然而,如果材料渗出很多,并且渗出的斑点被施加在每层支撑件上的同一位置上,则该斑点可能会堆积得很大,最终导致喷嘴撞倒支撑结构。
在这种情况下,旅行时避免支持可能会有所帮助。启用此设置的一些优点和缺点包括:
• 更高的可靠性,因为通过重复击中相同的斑点而推翻支撑的机会较低。
• 行程稍长,因此渗漏较多。
• 渗出物不会在支撑物上被擦掉,而是最终落在喷嘴行进到的部件的壁上。
• 可能没有任何路径避开支撑,在这种情况下,打印机将采取缩回并沿直线行进,这会产生额外的时间,并可能在墙壁上留下额外的疤痕。
¶ 4.1.3 空驶避让距离
概念描述:喷嘴和已打印部分之间在空驶时避让的距离。
当避免与其他对象发生碰撞时,此设置定义喷嘴与需要避免的其他对象保持多少间隙。
请记住,这定义了其他对象与行进移动的中心线之间的距离。行进没有厚度。建议为此设置指定一个至少足够大的值,以便喷嘴尖端不会碰到其他部件。
增加此设置的值可减少喷嘴在围绕先前打印的对象移动时撞击先前打印的对象的机会。然而,增加此设置的值也会稍微增加行程移动的长度,因为喷嘴必须绕更多的弯路。
更紧迫的也许是,这减少了找到与任何先前打印的零件不太接近的有效路径的机会。如果没有找到有效的路径,喷嘴将(也许)缩回并沿直线行进,而不管其他部件无论如何都会被击中。因此,过多地增加此设置也会损害表面质量。
¶ 5. 回抽时Z抬升
¶ 5.1 回抽时Z抬升
概念描述:每当回抽完成时,打印平台会降低以便在喷嘴和打印目标之间形成空隙。它可以防止喷嘴在空驶过程中撞到打印目标。降低将打印目标从打印平台撞掉的几率。如果启用此设置,当喷嘴需要从一处移动到另一处时,喷嘴将略微提升到打印件上方。 这样做的目的是让喷嘴越过打印件,而不是用喷嘴撞击之前打印的部分。

每当完成缩回时,喷嘴都会升高(或打印平台板降低),以在喷嘴和打印件之间产生间隙。
这有几个优点:
• 它可以防止喷嘴在行进过程中撞击打印件。 当喷嘴撞击打印件时,会留下明显的疤痕,因此它应该可以提高打印件壁的视觉质量。
• 如果材料在行进过程中从喷嘴中渗出,则渗出物会沉积在行进移动后喷嘴着陆的地方,这通常位于填充物中不可见的地方。这减少了表面上的斑点。
• 表面上的斑点有可能打翻打印件,因此启用此设置可以提高可靠性。但是,始终上下移动喷嘴会花费更多时间,因此打印需要更长的时间才能完成。它还会更快地磨损打印机的 Z 轴,具体取决于打印机的设计。
¶ 5.1.1 仅在已打印部分上Z抬升
概念描述:指的是仅在移动到无法通过“空驶时避开已打印部分”选项的水平操作避开的已打印部分上方时执行Z抬升。此设置使打印机更频繁地尝试水平避开其他对象,而不是垂直越过它们。如果启用避免打印零件设置,则喷嘴在从一处移动到另一处时将避开其他零件。通常,如果应用 Z 抬升,则不再需要避免打印部件。
此设置切换逻辑:如果无法避免打印部件,则应用 Z 抬升。 Z 跳可能会导致某些打印机 Z 轴的磨损。
此设置可以通过水平而不是垂直地围绕对象来减少 Z 抬升高度。对于某些打印机,水平移动而不是垂直移动也可以更快。
¶ 5.1.2 Z抬升高度
概念描述:指的是执行Z抬升的高度差。如果执行 Z 抬升,此设置确定喷嘴在到达目的地之前将向上移动的高度。
由于 Z 速度比 X/Y 速度慢最多 2 个数量级,因此 Z 跳可能非常耗时。
较高的 Z 抬升需要更多的时间,这会显着增加总打印时间,并且也会稍微增加渗出量,但是在表面上通过得太低,无论如何都会使喷嘴中的渗出物击中模型,从而达不到目的 Z 抬升的。
¶ 5.1.2 Z抬升方式
概念描述:指的是喷嘴在Z轴抬升的时候所应用的方式。它有以下几种方式:
• Z直接抬升:指的是在Z轴上直接垂直往上去抬升。
• Z螺旋抬升:指的是在抬升的方式上稍作调整,喷嘴螺旋缓慢向上抬升。
• TrapezoidalLeft:梯形方式往左向上抬升。