¶ 启动对象排除
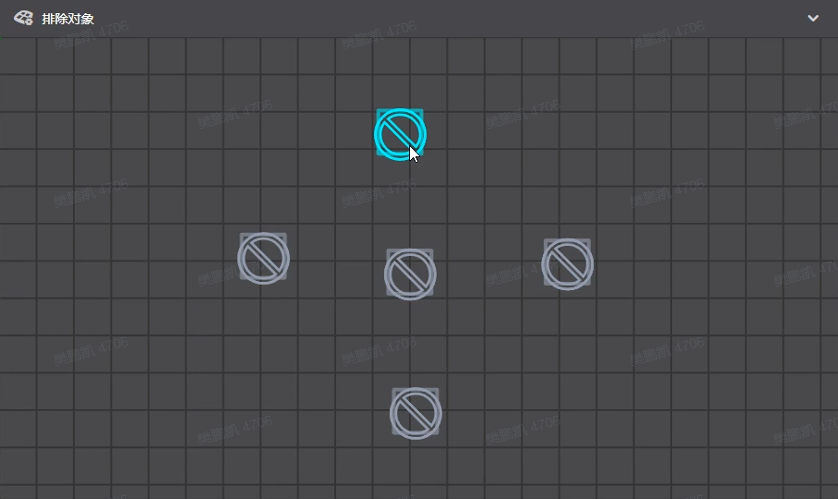
¶ 1. 启动对象排除
该设置指的是打印过程中排除单个对象(需要固件支持)。
¶ 启动精确流量模式
¶ 2. 启动精确流量模式
指的是对挤出的熔解的耗材的流量进行精确地把控。该设置能够最大限度地控制流量的大小,从而达到更加精准打印的目的。该设置能够提升打印质量。
¶ 启动滑行
¶ 3. 启动滑行
滑行会用一个空驶路径替代挤出路径的最后部分。渗出材料用于打印挤出路径的最后部分,以便减少串接。如果启用此设置,喷嘴将在闭合墙壁轮廓之前稍微停止挤出材料。
这个想法是,喷嘴室可以在最后一段线上清空自己,这减少了喷嘴上的压力,并允许它被轮廓的起点阻挡。 然后,这会在轮廓开始处产生更少的接缝,并减少后续行进移动中的拉丝。
启用滑行旨在减少墙壁接缝的可见度。
如果您通常有大脂肪缝,启用此功能可以减少这种影响。它基本上与外壁擦拭距离的作用相反,因此最好在尝试滑行之前先尝试减少擦拭。理论上,滑行总是会产生挤压不足。这在实际打印中是否可见取决于具体情况。
对于使用直接驱动的打印机,滑行往往更有效。如果您的打印机具有直接驱动器,则您需要将滑行体积减少到比使用鲍登管或柔性驱动轴时更低的值,因为流速的反应要快得多。使用鲍登式送料系统,控制滑移量以有效降低接缝的可见度也将变得更加困难。
¶ 3.1 滑行体积
该体积如果不进行滑行的话,则会发生溢出现象。该值一般应接近喷嘴立方直径。
此设置确定送料器在轮廓结束之前多长时间停止送料。然而,滑行的长度是根据材料的体积来配置的。它与喷嘴室内部的容积关系更为密切。
增加滑行体积会导致喷嘴在完成轮廓之前停止进一步挤出。结果是,到最后它会出现更多的挤压不足。滑行的作用是补偿轮廓缝合时的斑点,因此增加滑行体积可以补偿较大的斑点。
然而,过多增加滑行体积会导致轮廓末端出现严重的挤压不足。它甚至可能导致在轮廓之后打印的任何内容中出现一些挤出不足,因为那时喷嘴上的压力仍然很低。
¶ 3.2 滑行速度
指的是滑行期间的移动速度,是相对于挤出路径的速度。建议采用略低于100%的值,因此在滑行移动期间,鲍灯管中的压力会下降。
在滑行过程中,喷嘴不再伸出。然而,喷嘴仍继续以大致相同的速率行进。
通过此设置,可以配置喷嘴继续行进的准确速率。滑行速度由正常打印速度的比率配置。这意味着如果外壁和内壁具有不同的速度,它们也会以不同的速度滑行。
通常,滑行以比正常打印速度稍低的速度完成,以防止挤出不足。降低滑行速度会减少滑行在壁期间自然引起的挤出不足效应,但会增加喷嘴移动到打印下一个结构后的挤出不足效应,因为喷嘴已经渗漏较长时间。降低速度最好与减少滑行体积相结合,这样喷嘴就不会渗水太久。
降低速度还会降低整体滑行的效果,因为喷嘴也会在接缝上停留更长时间。这使得接缝更加明显。
¶ 使悬垂可打印
¶ 4. 使悬垂可打印
概念描述:更改打印模型的几何,以最大程度减少需要的支撑。陡峭的悬垂物将会变浅。悬垂区域将下降变得更垂直。
此设置将转换您的模型,使其不再有任何悬垂。它将在任何悬垂物下方放置额外的材料并打印,就好像它是模型的一部分一样。
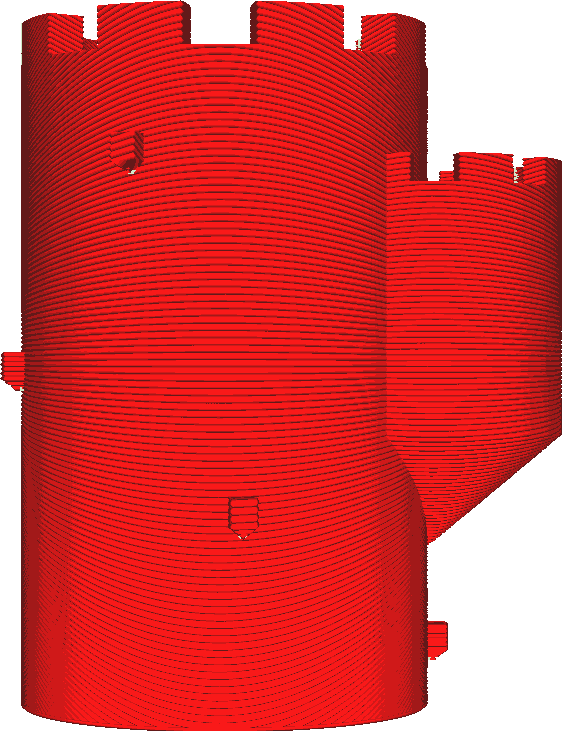
在所有悬垂部分的下方放置了一些材料,这些材料向下逐渐变小。在许多情况下,悬垂部分会向物体本身倾斜。 悬垂向物体生长的斜率由模型角度决定。此设置可以是避免需要任何支持的简单方法。
当打印表面有些粗糙或侧面有浮雕的模型时,它特别有效。这些悬垂的小块通常会下垂并产生松散的断开的塑料绳。它们可能会得到一些支持,但这可能会花费大量的打印时间,并且仍然会留下一些疤痕。
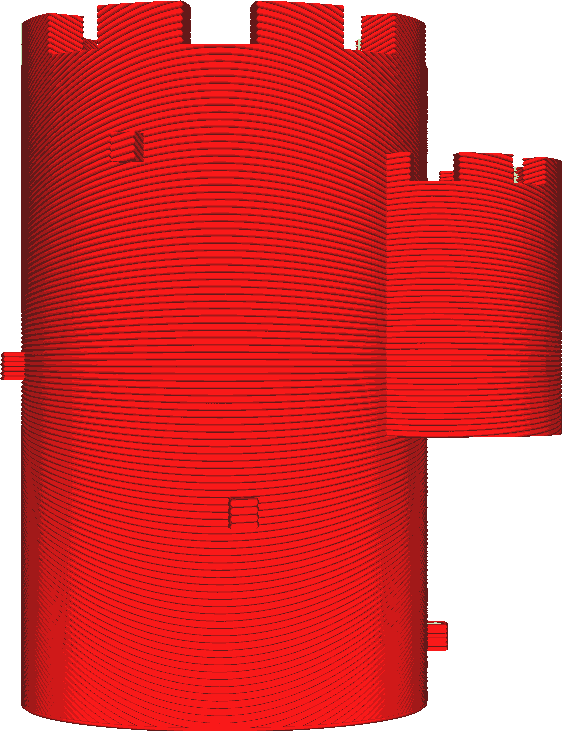
如果启用此设置,悬垂将向模型平滑。 看起来好像这就是它的打印方式。如果悬垂物从主体突出的距离超过其宽度,则仍然可能会产生一些线形式的悬垂物。发生这种情况是因为突出物随后缩小到无限薄,导致其消失。如果发生这种情况,您可以考虑是否仍然需要打印支持。
在上面的图像中,这种情况发生在塔侧面的小块上,但它太小了,简单的桥接可能会让它很好地悬挂起来。
¶ 使自适应图层
¶ 5. 使自适应图层
概念描述:指的是根据模型形状计算图层高度。
自适应图层将根据模型的表面特征在本地调整打印的层厚度,以优化打印时间和打印质量。在斜坡较浅的地方,这些层会变薄,在墙壁陡峭的地方,这些层会变厚。这样做的目的是尽可能快速打印,但在需要时仍然打印详细信息。
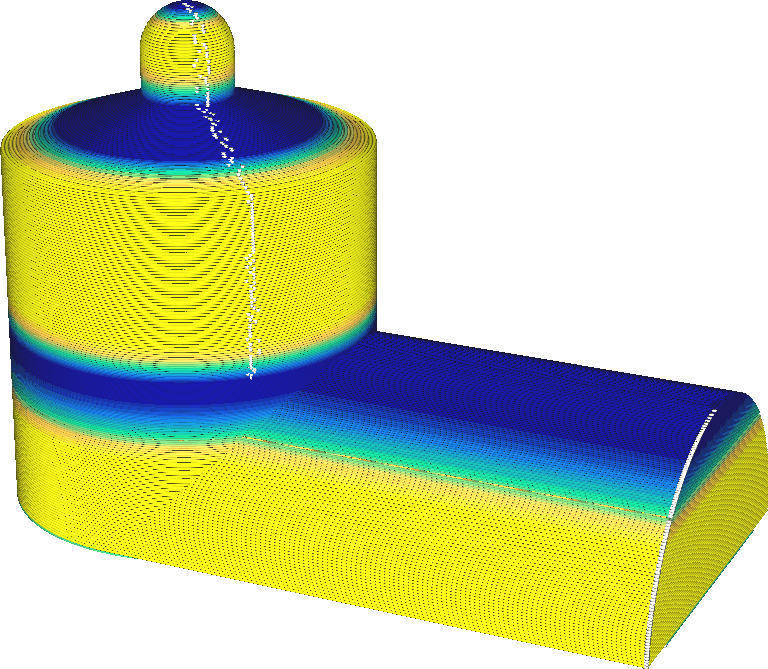
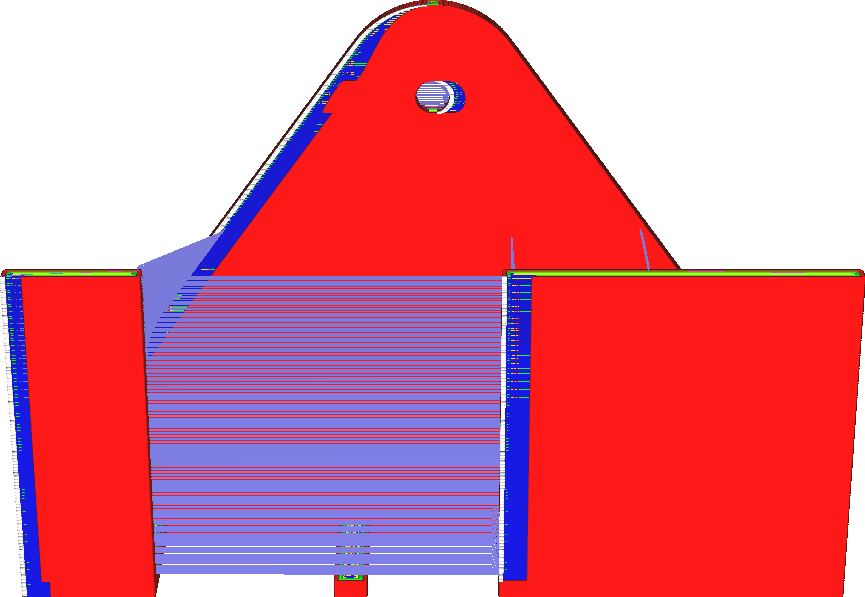
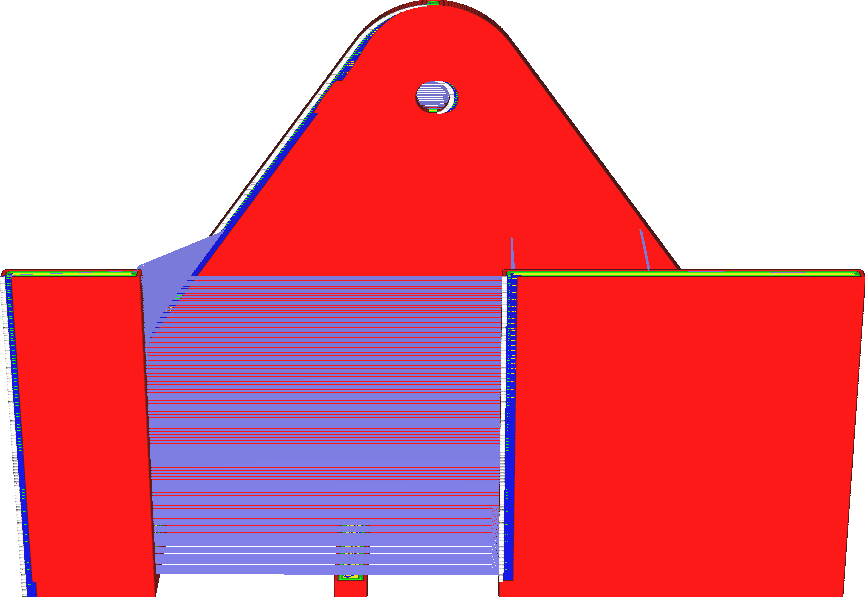
调整层高度,使得层边缘之间的水平距离保持恒定。浅表面导致水平位移大而垂直位移小,因此产生小的垂直位移以保持水平位移恒定。
对于陡峭的表面,水平位移较小,垂直位移较大,因此需要较大的垂直位移以保持水平位移恒定。因此,层的形貌效应保持恒定。两个相邻层之间的最大距离保持在阈值设置的恒定距离。如果模型在相同高度处同时具有浅表面和陡表面,则层厚度取层厚度中较小的一个。这有时会使层高不必要地变小,因为旁边有一个水平表面。这可以在上面的屏幕截图中看到,也可以在左侧筒仓高度的一半处看到。
为了提高打印质量,自适应图层将会受到严格的限制。层高与原始层高设置的偏差不允许超过指定的最大变化。两个相邻层之间的层高差也要不超过某个步长。这种特性会导致层厚度逐渐过渡,而不是突然将其从一层到下一层切成两半。
自适应图层可以显着减少打印时间,而不会降低打印质量,甚至在某些情况下还可以提高质量。调整层厚度的效果是巨大的。在大多数情况下,由于模型垂直时使用较厚的层,打印时间将大大缩短。
由于各层在水平方向上的间隔更近,因此形貌效应也降低了。
然而,此功能也会带来许多问题。
• 改变层高时,通常还需要调整一些其他设置,例如喷嘴温度。自适应层也不会自动调整这些。这可能会使打印效果欠佳,例如: 悬垂部分在较低的打印温度下效果更好。
• 如果在整个图层上更改图层一小部分中某个小要素的图层高度,则在图层的其余部分中将可见条带。 • 垂直距离也会随之无意调整。这可能会对打印质量产生负面影响。例如,顶部/底部厚度通常会变低,因为 CrealityPrint 会将顶层设置保留为真实值,并且层会变得更薄。这可能会导致枕头。
可能不再正确的受影响设置包括:
• 顶部层数
• 底部层数
• 渐进填充步阶
• 支撑 Z 距离
• 顶部支撑
• 底部支撑
¶ 斜坡切片角度
¶ 6. 斜坡切片角度
概念描述:指的是针对打印品斜坡部分时的切片角度。
¶ 斜坡切片旋转轴
¶ 7. 斜坡切片旋转轴
概念描述:指的是针对打印品斜坡部分切片时的切片旋转轴是什么。