¶ 简介
随着Creality Print V6.3版本的更新,对打印机的整个换料过程动作进行了拆分,由切片软件中打印机设置 => 打印机Gcode来控制换料动作。
切片软件做了兼容性处理,用于区分打印机新/旧固件的使用。
¶ 完美配合场景(强烈推荐都更新到最新版本!!!)
打印机固件版本:
K2 plus:1.1.4.8以上
其他机型的固件敬请期待
切片软件版本:
Creality Print : v6.3.0以上
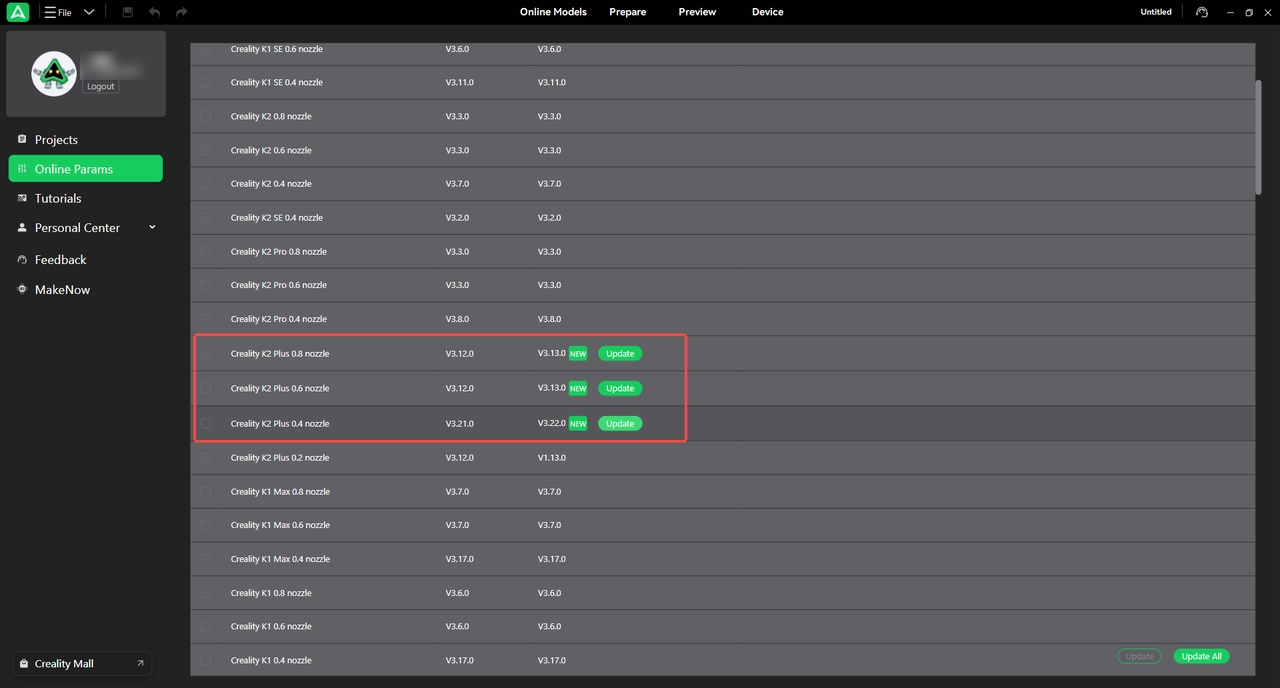
1. 云参数包:首页 => 在线资源 => 在线参数 更新到最新(此处以K2 plus为例)
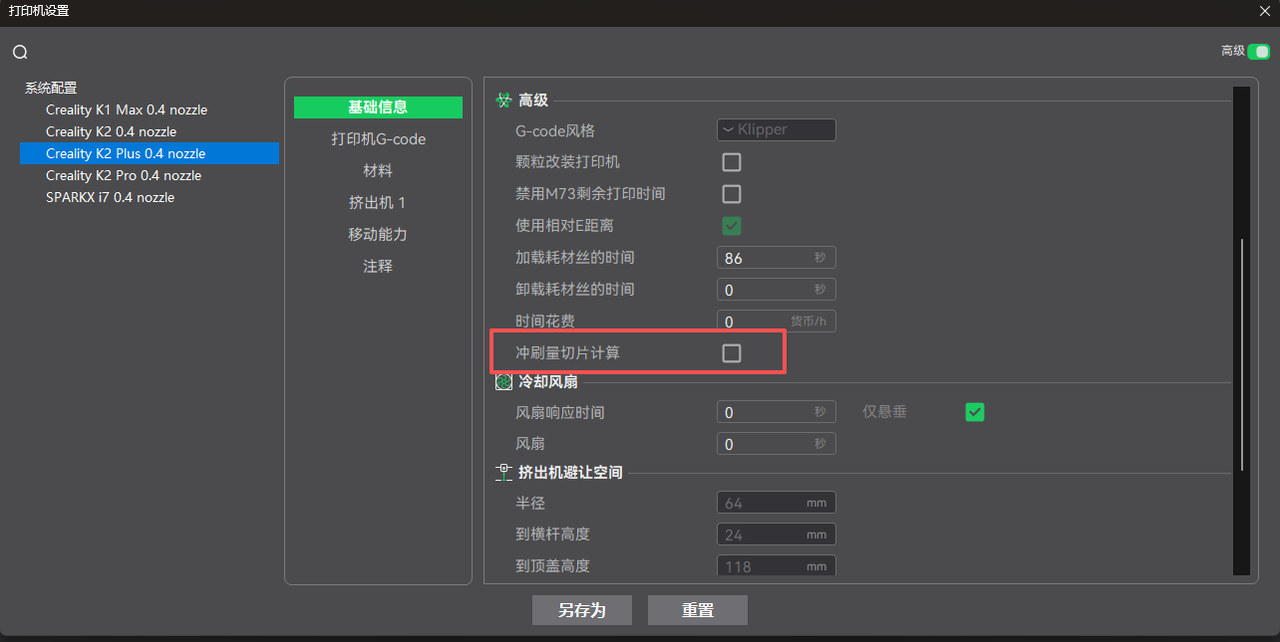
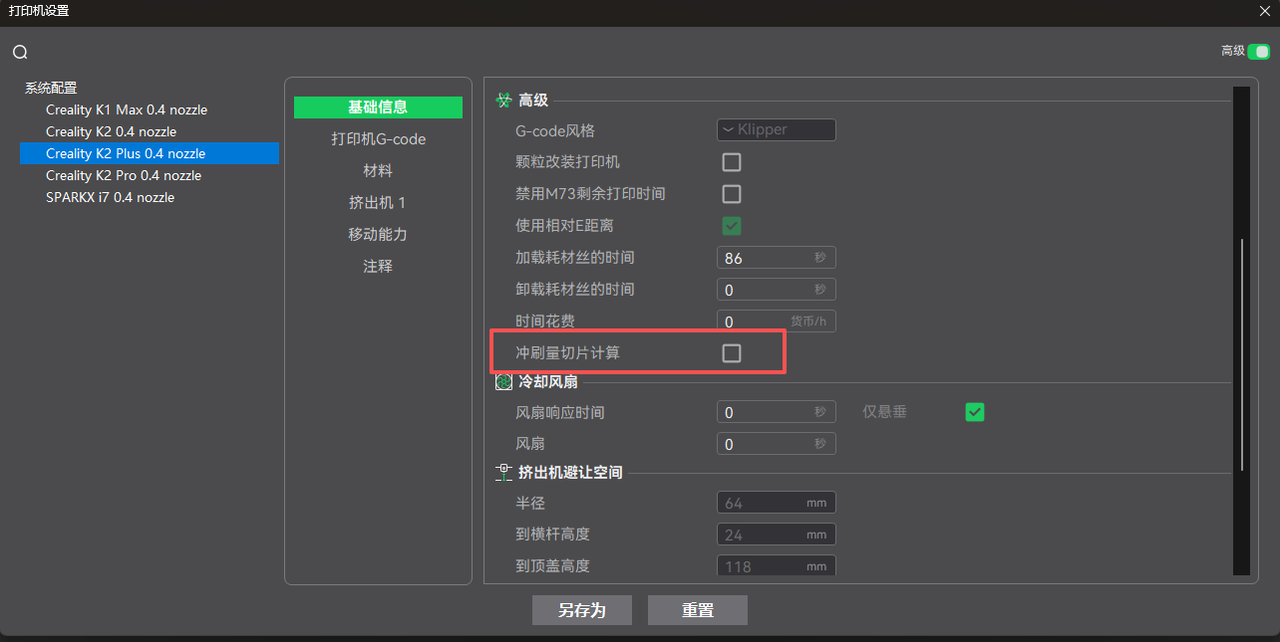
2. 打开打印机设置 => 基础信息 => 勾选冲刷量切片计算。保存设置后切片即可使用。
冲刷量切片计算当前默认不勾选
¶ 异常场景及处理方案
¶ 旧固件+新切片软件+新在线参数
打印机固件版本:
K2 plus:低于1.1.4.8
其他机型的固件尽情期待
切片软件版本:
Creality Print : v6.3.0以上
云参数包:首页 => 在线资源 => 在线参数 最新
切勿勾选冲刷量切片计算。(当前默认不勾选。不勾选时,切片软件输出的打印文件Gcode在旧固件可正常运行。)
¶ 新固件+旧切片软件+新在线参数
打印机固件版本:
K2 plus:1.1.4.8以上
其他机型的固件尽情期待
切片软件版本:
Creality Print : v6.3.0以下
云参数包:首页 => 在线资源 => 在线参数 最新
此时切片会报错,提示生成失败。
调整方式:手动将自定义Gcode调整到旧版本。
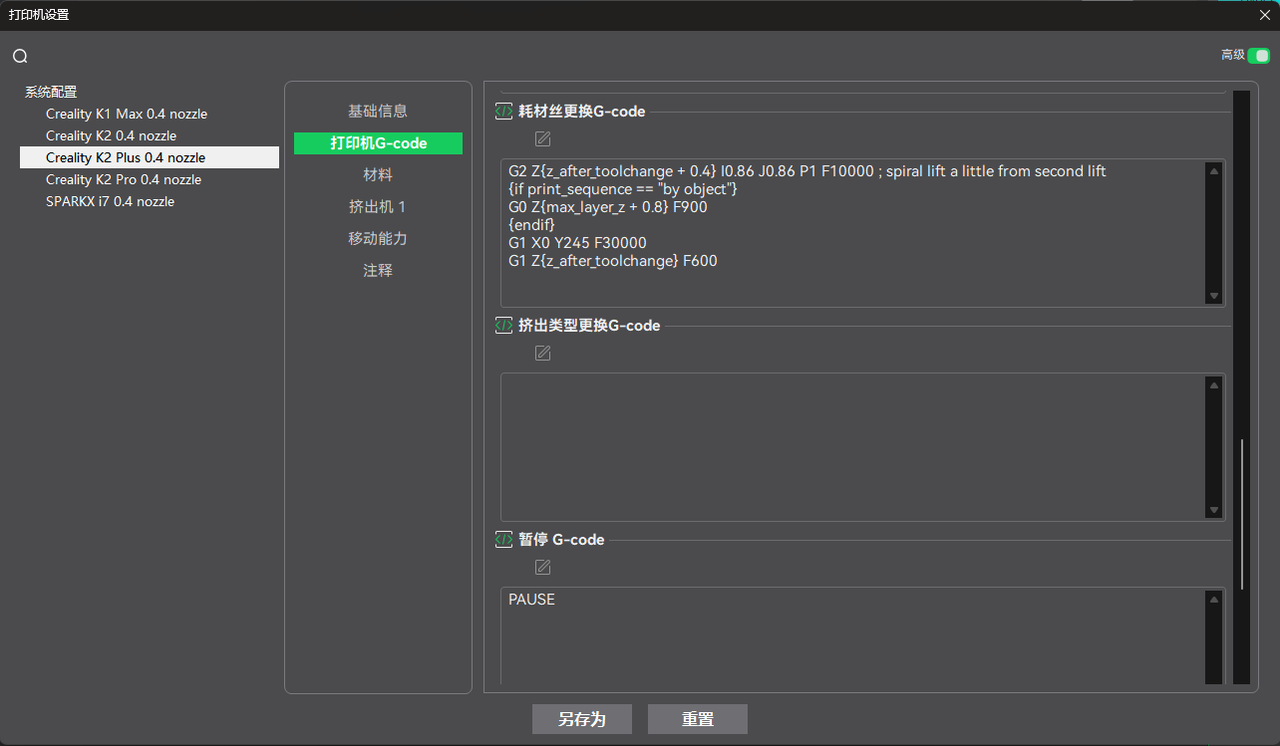
¶ Gcode提供:
K2 PLUS:
打印机机型参数 => 自定义Gcode
打印机起始Gcode
M140 S0
M104 S0
START_PRINT EXTRUDER_TEMP=[nozzle_temperature_initial_layer] BED_TEMP=[bed_temperature_initial_layer_single]
T[initial_no_support_extruder]
M104 S[nozzle_temperature_initial_layer]
M204 S2000
G1 Z3 F600
M83
G1 Y150 F12000
G1 X0 F12000
G1 Z0.2 F600
G1 X0 Y150 F6000
G1 E0.8 F300
G1 X0 Y0 E9 F{filament_max_volumetric_speed[initial_extruder]/0.3*60}
G1 X150 Y0 E9 F{filament_max_volumetric_speed[initial_extruder]/0.3*60}
G92 E0
G1 Z1 F600打印机结束Gcode
{if print_sequence == "by object"}
G91
G1 X2 Y2 Z1 F24000
G90
G1 Z{max_layer_z+2} F600
{endif}
END_PRINT耗材丝更换Gcode
G2 Z{z_after_toolchange + 0.4} I0.86 J0.86 P1 F10000 ; spiral lift a little from second lift
{if print_sequence == "by object"}
G0 Z{max_layer_z + 0.8} F900
{endif}
G1 X0 Y245 F30000
G1 Z{z_after_toolchange} F600耗材参数 => 高级
耗材丝起始Gcode
;filament start gcode
{if (position[2] > first_layer_height) }
M104 S[nozzle_temperature]
{else}
M104 S[first_layer_temperature]
{endif}
{if(initial_extruder != current_extruder || position[2] > first_layer_height)}
{if (position[2] +0.4 < printable_height) }
G2 Z{position[2] + 0.4} I0.86 J0.86 P1 F10000 ; spiral lift a little from second lift
G1 X205 Y345 F20000
G1 Z{position[2] } F1200
{else}
G1 X205 Y345 F20000
{endif}
{endif}