¶ 功能概述
在多材料 3D 打印场景下,不同耗材之间的层间结合力往往存在差异。联锁梁的作用,正是在两种材料的交界区域额外生成微型桥接或梁状结构,使不同耗材在物理层面相互嵌合,从而获得更可靠的连接强度。
常规切片流程中,多材料模型会被拆分为不同区域并分配至对应喷头或料槽。然而,类似 TPU 与 PLA 这类组合,尽管各自打印表现优异,彼此间的附着力却可能不足,导致成品在轻微受力时即沿接缝剥离。以下将具体介绍该功能的优势及配置方法。
¶ 功能优势
¶ 提升不同类型材料结合力
联锁梁在刚柔材料的边界处构建跨接结构,通过机械锚固与热熔粘结的双重作用,显著降低零件在弯折或冲击下发生脱层、开裂的概率。
应用前后的结构对比如下:
启用联锁梁后的效果:
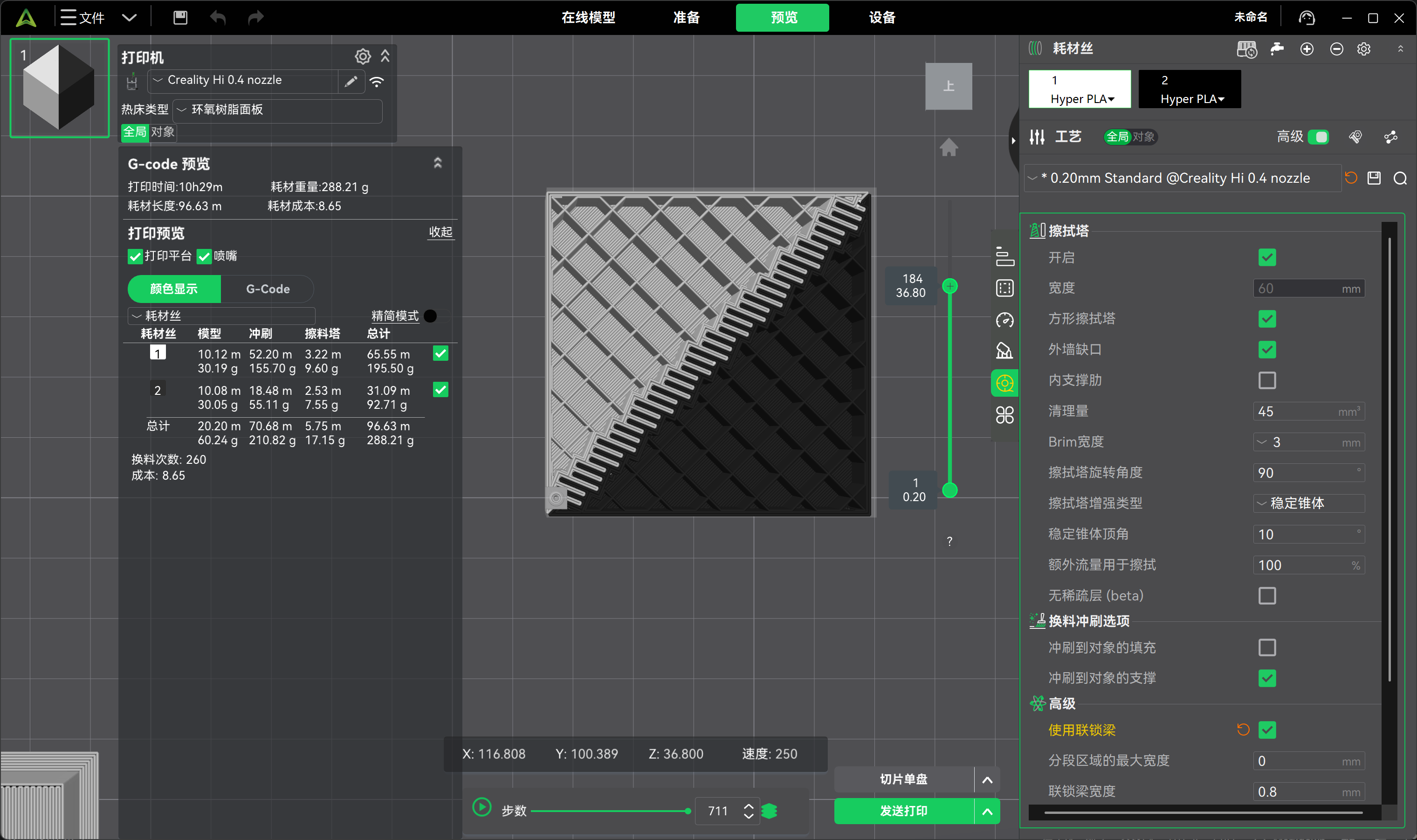
从上图可见,交界区域新增了额外的连接结构。
以日常使用的 3D 打印手机壳为例:若未开启联锁梁,TPU 边框可能在反复插拔手机的过程中逐渐翘边脱落;而启用该功能后,柔性 TPU 与刚性 PETG 外壳形成机械咬合,整体结构更加耐磨损、抗疲劳。
¶ 增强零件耐久性
多材料打印时,喷嘴的间歇性挤出容易导致局部结构薄弱。联锁梁通过加固这些关键节点,使成品能够承受反复弯折与长期负载,适用于工具握把、可穿戴配件等高频使用场景。
¶ 简化装配设计
对于卡扣、铰链、柔性关节等功能性结构,联锁梁可替代胶水或紧固件,实现一体成型。设计师无需再因材料不相容而刻意规避特定结构,大幅拓展了多材料模型的设计空间。
¶ 优化外观接缝
联锁梁能够使不同材料的过渡区域结合得更紧密,有效弱化接缝痕迹,提升表面观感。这一特性对展示级模型、Cosplay 道具及外观件尤为重要。
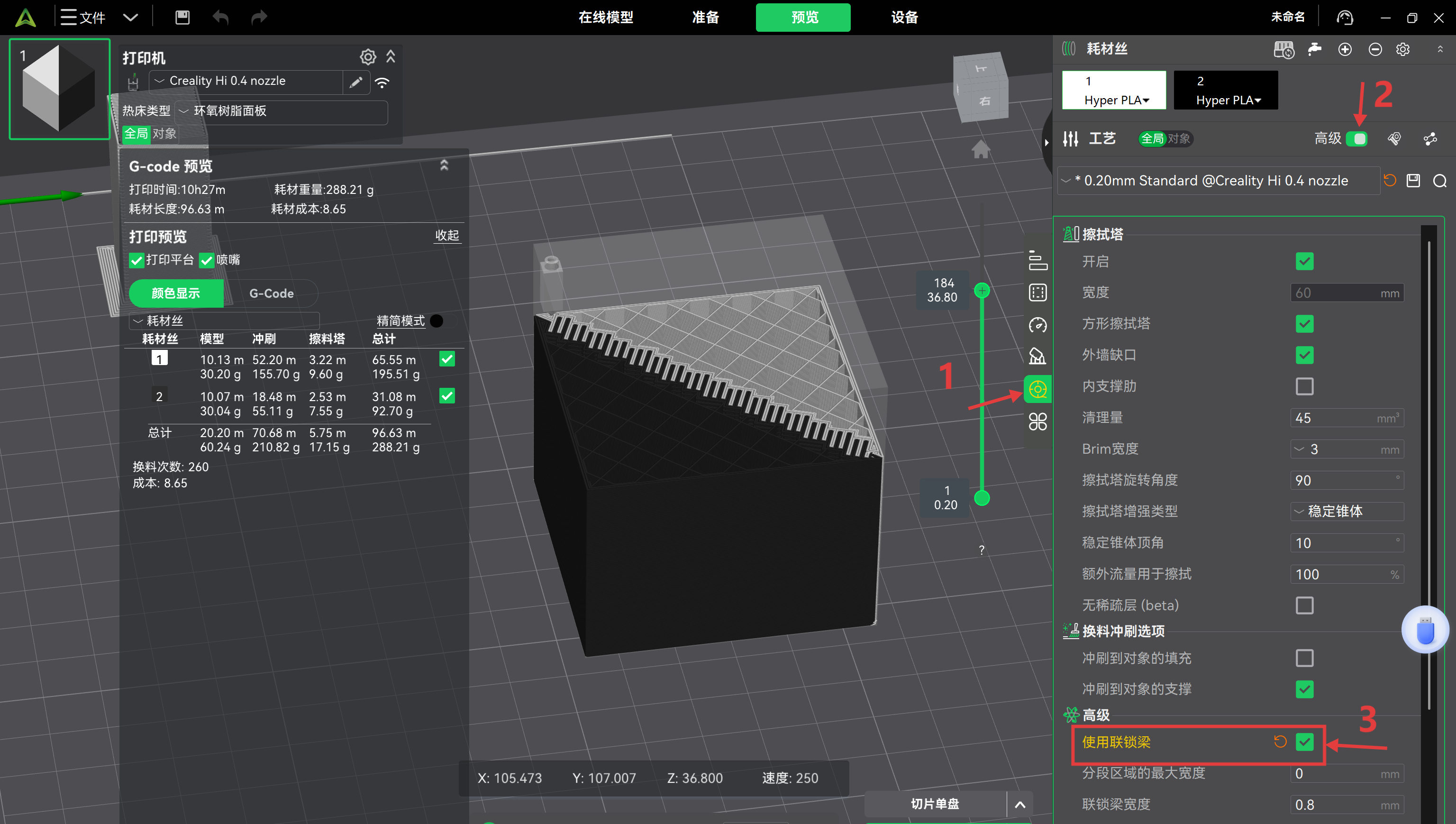
¶ 参数配置路径
在 Creality Print 中启用联锁梁:
工艺 → 材料 → 高级选项 → 启用联锁梁
¶ 参数详解
¶ 联锁梁宽度
定义单根联锁梁的粗细(默认 0.8 mm)。增大该值可提升接触面积与机械咬合力,但会占用更多内部空间,过大时可能干扰精细结构。
针对小型零件,建议设置在 0.4–0.8 mm 区间,兼顾细节还原与连接强度。
以下以 PLA / PETG / TPU 组合为例:PETG 与 PLA 同属硬质材料但韧性不同,TPU 则具有高弹性,需通过合理设定梁宽来平衡牢固度与柔韧性。
保持默认 0.8 mm 即可获得良好效果。若缩减至 0.2 mm,结合面会过于脆弱,TPU 层甚至可能发生脱落。

反之,将宽度增至 1.0 mm,梁体明显加粗,连接更为牢靠,但相邻梁之间的间距也会相应扩大。
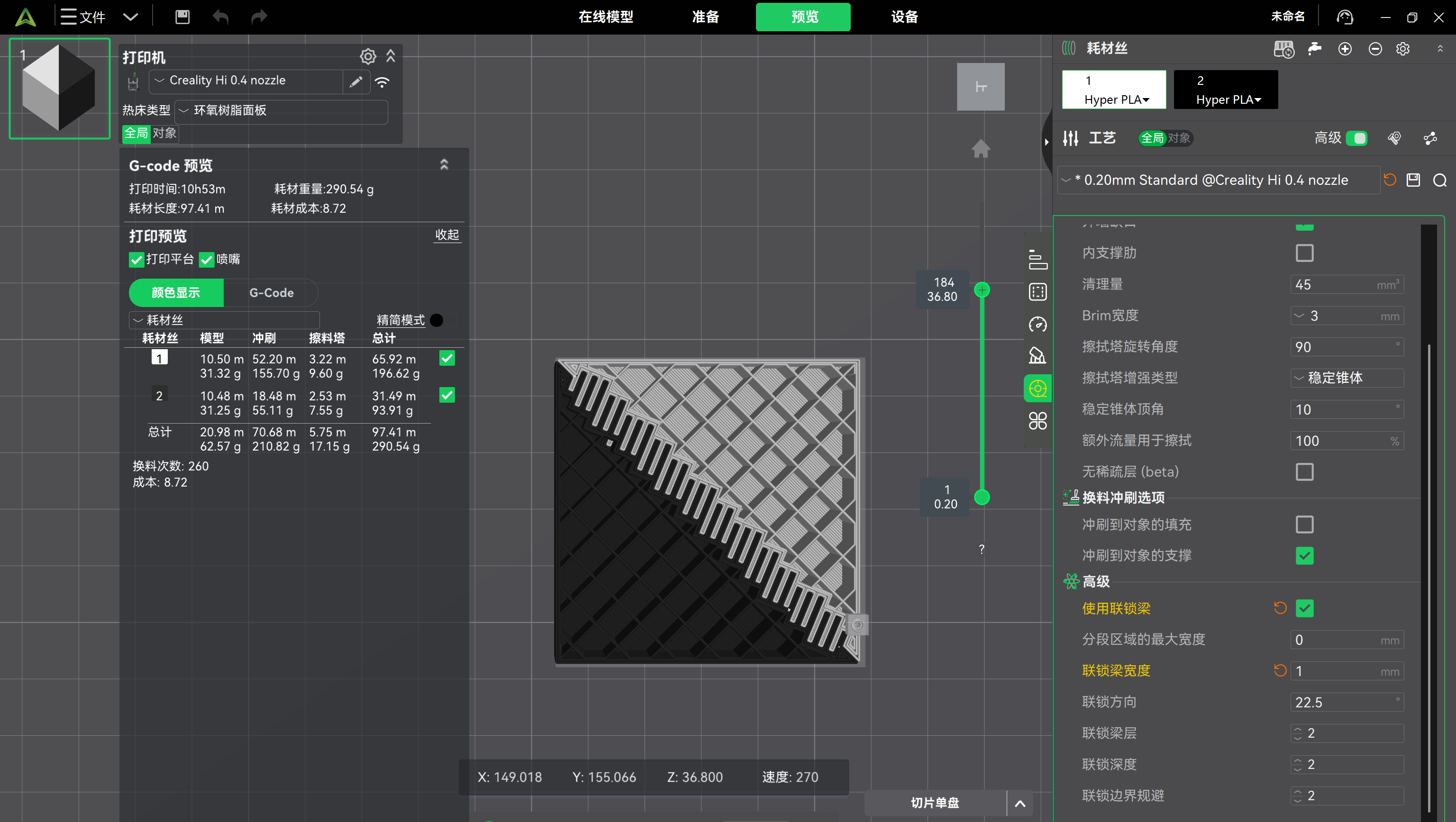
¶ 联锁方向
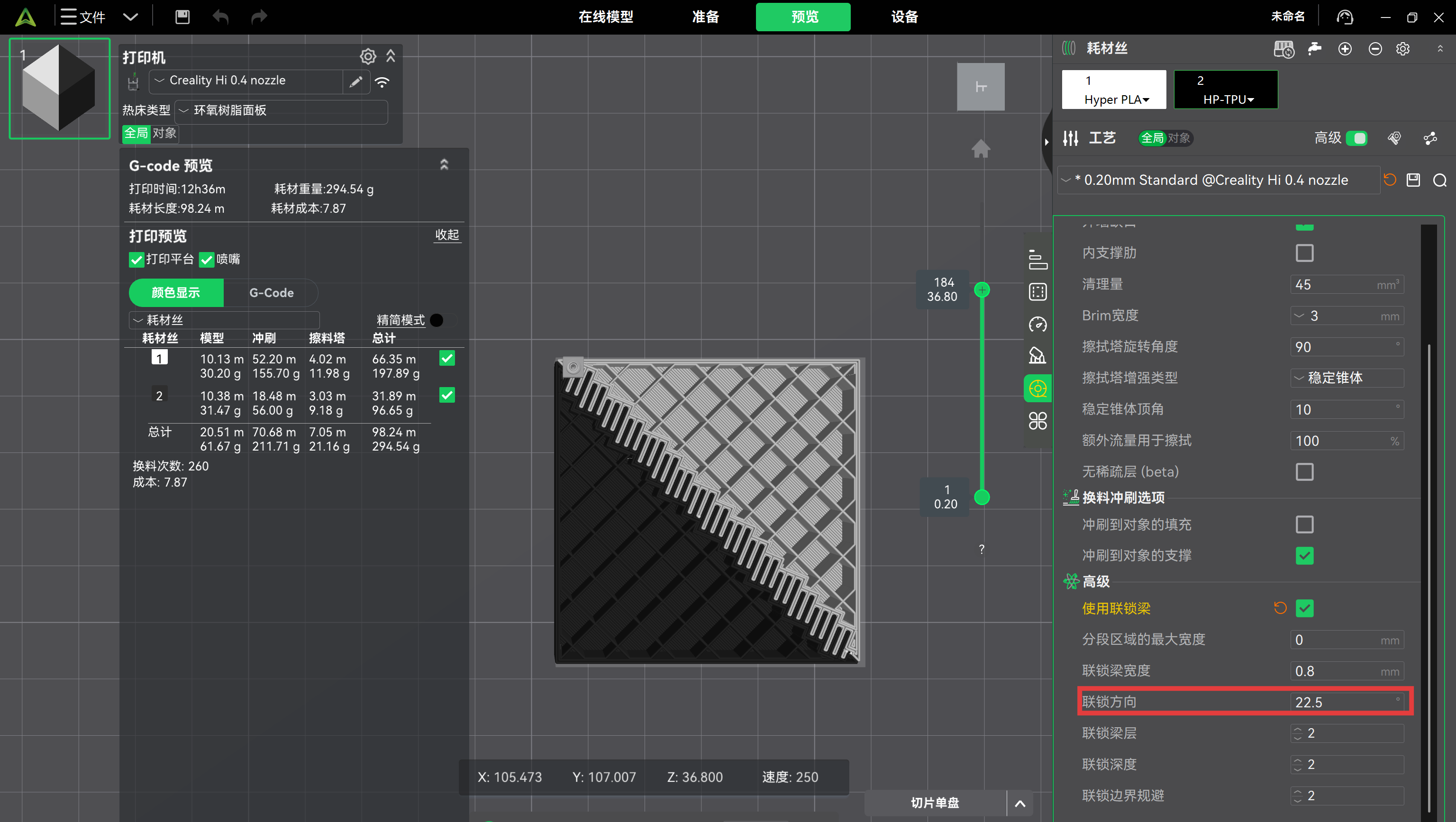
控制联锁梁的生成倾斜角,默认 22.5°。该角度使梁体呈斜向分布,而非单纯的水平或垂直走向,有助于在加固边界的同时保留柔性材料的形变能力。
默认角度下,TPU 中层与上下硬质壳体结合稳固,且不影响正常使用时的弯曲:
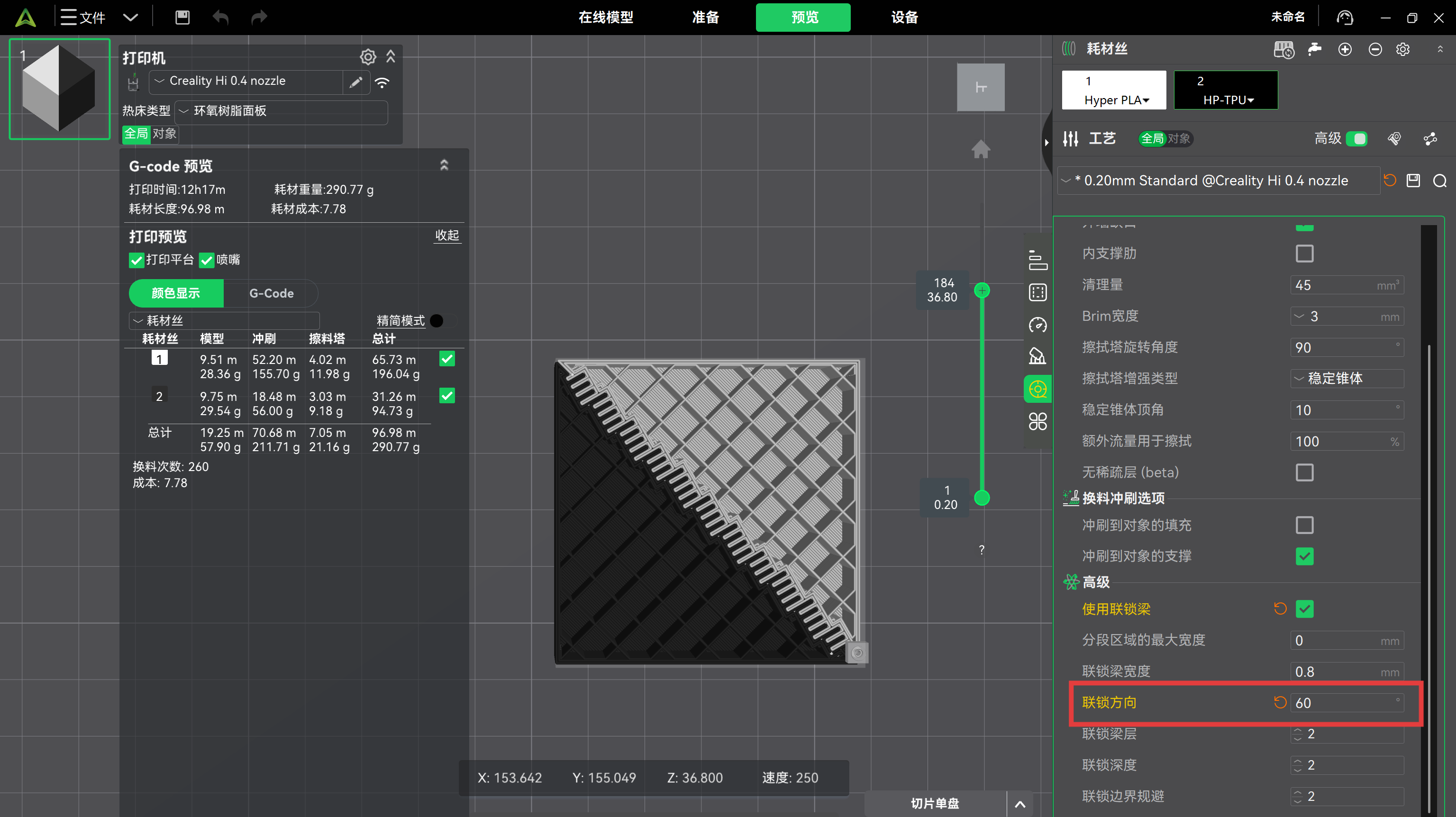
调整为 60° 后的效果:
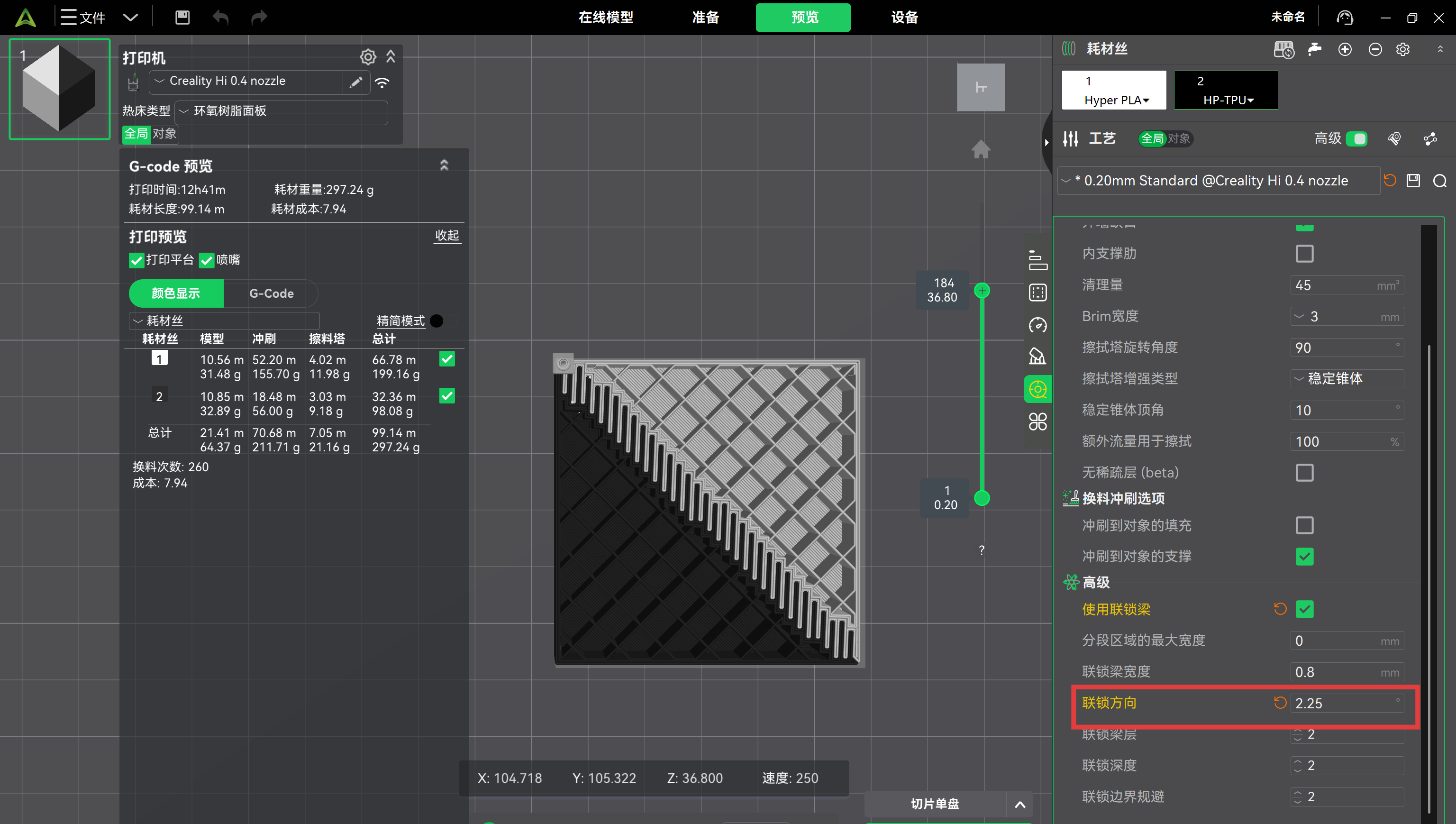
调整为 2.25° 后的效果:
¶ 联锁梁层数
决定联锁梁在 Z 轴方向上的堆叠高度。
层数偏少 → 结构结合更紧密,但打印稳定性下降,易产生瑕疵。
层数偏多 → 结构结合稍弱,但打印过程更稳健。
如无特殊需求,建议保留默认值 2。
¶ 联锁深度
指联锁梁从材料边界向内部延伸的距离,默认值为 2。
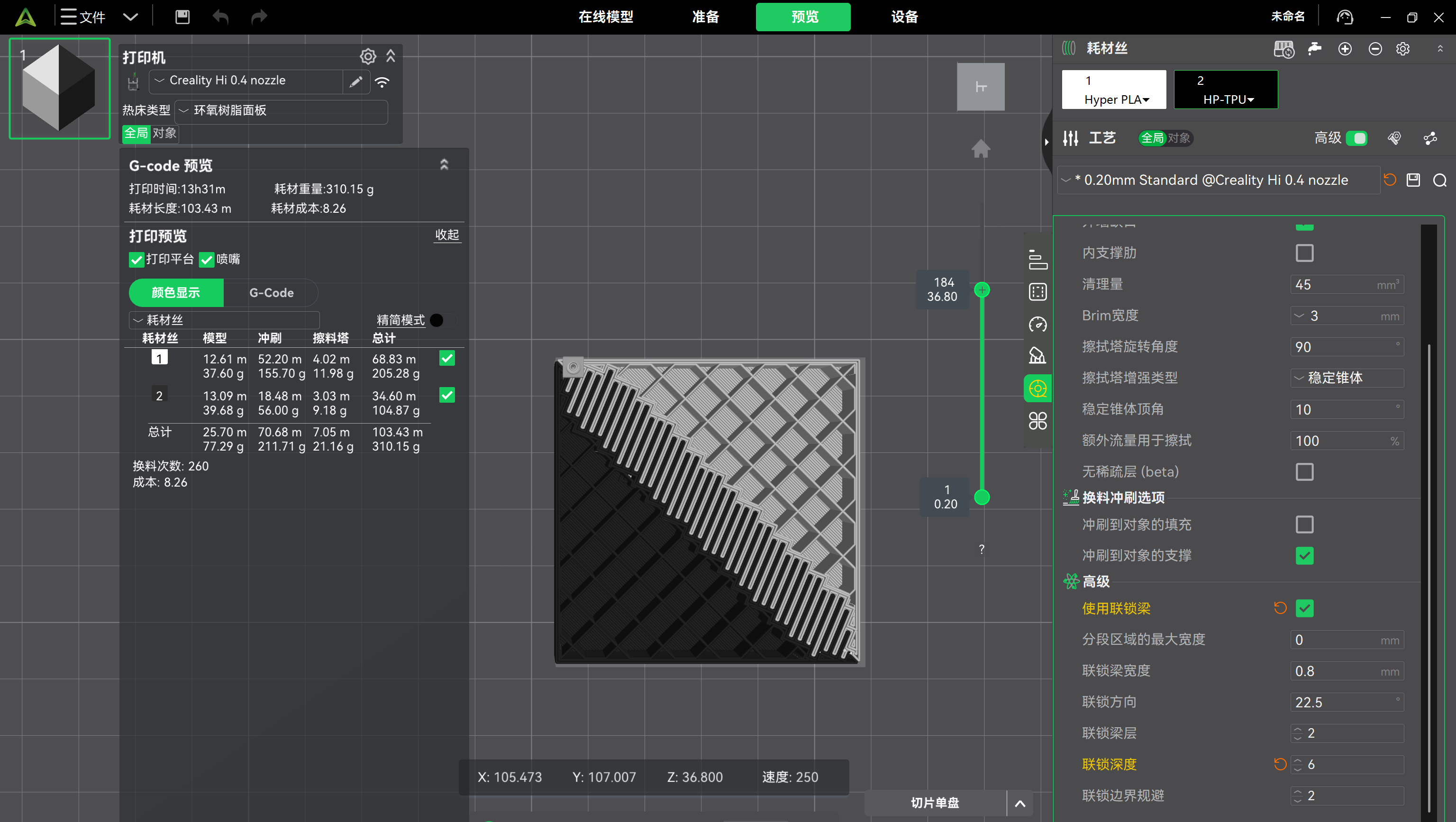
提高该值(例如设为 6)→ 梁体向材料内部深入更多层,形成更强的锚固效果。
保持默认值 → 在多数场景下已能提供稳定的结合表现。
需注意,深度调整可能会增加切片过程中的换料频次。
深度设为 6 的效果:
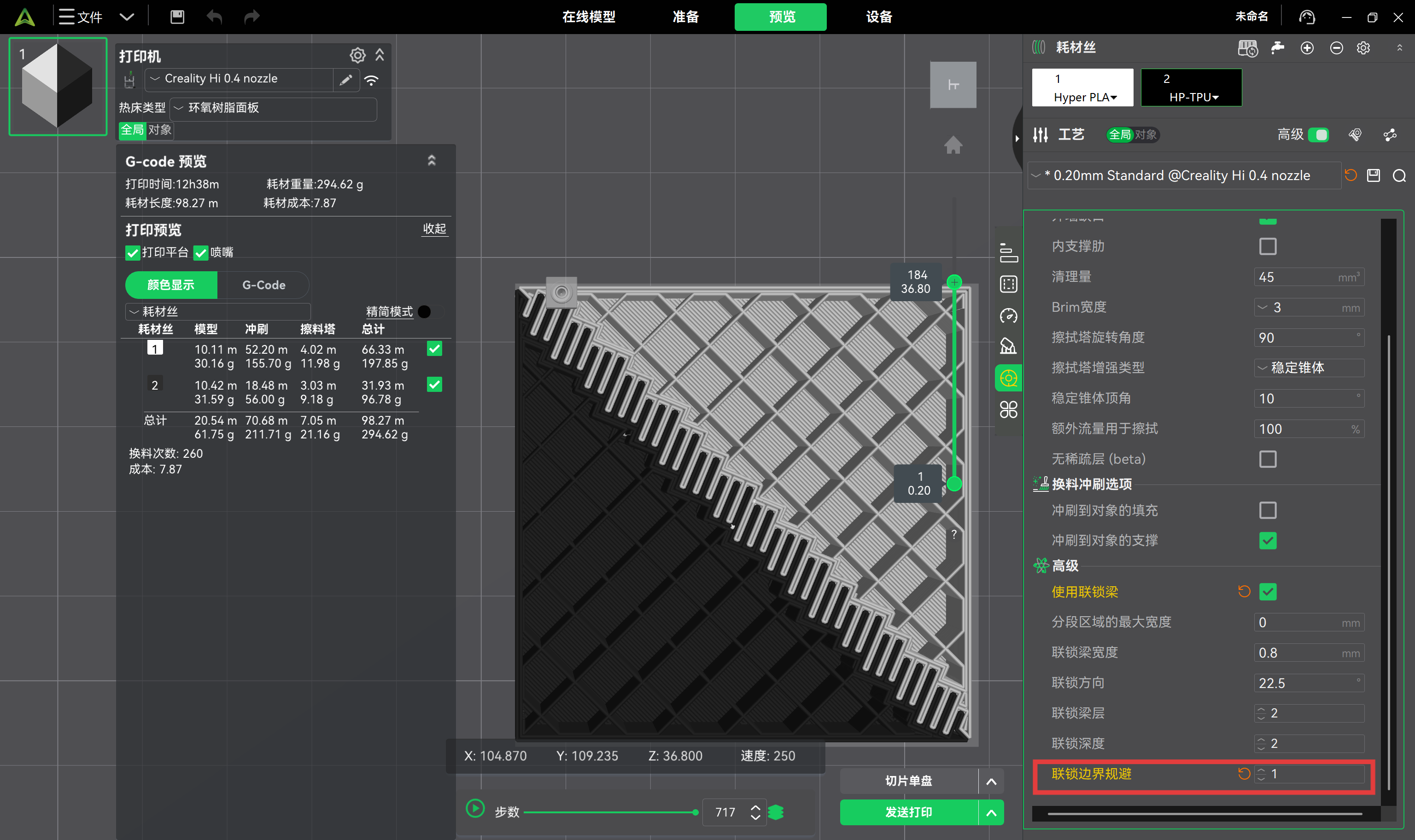
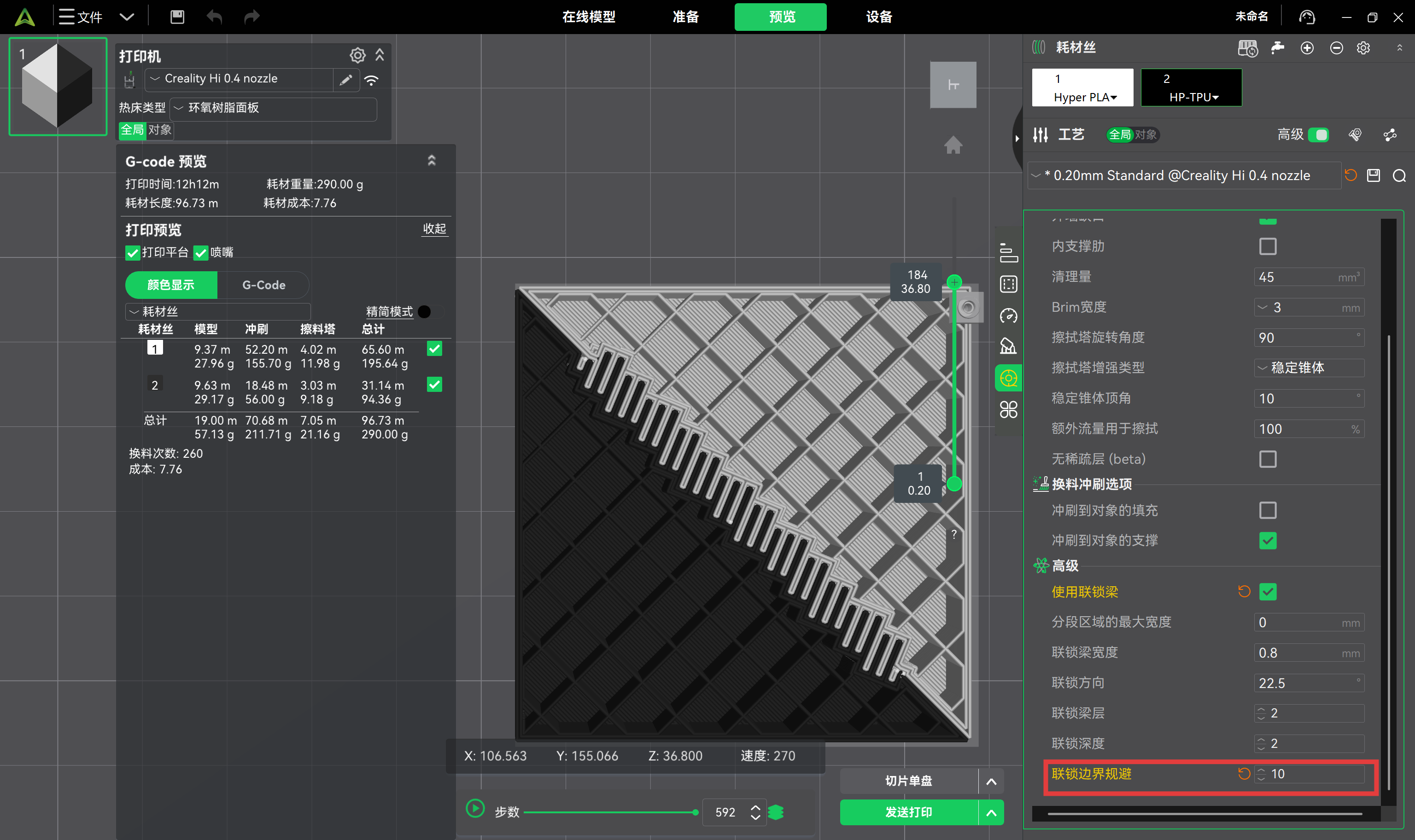
¶ 联锁梁边界规避
设定联锁梁与模型外轮廓之间的留白距离。
设为 1 → 梁体贴近外壳,结构强度高,表面质量仍可接受。
设为 10 → 梁体大幅内缩,外壁更为平整光洁,但边缘处的结构强度会有所削弱。
间隙 = 1(侧重结构强度):
间隙 = 10(侧重表面质量):
¶ 使用建议
- 确认壁厚与内部空间:在启用联锁梁前,请确保模型内部留有足够的空间容纳梁结构,同时外壁厚度应足以维持整体强度。对于薄壁或高细节零件,可适当减少梁层数或降低嵌入深度,防止破坏关键特征。
- 合理摆放模型方向:零件的摆放角度应与联锁梁走向相匹配,以获得最佳的力学结合效果。
- 注意材料搭配:优先选择相容性较好的材料组合,如 TPU 与 PETG 的粘结效果理想;而 TPU 与普通 PLA 的附着力通常较差,拐角处易出现分层,应尽量避免直接搭配。
- 先行测试验证:在正式打印大型或重要零件前,建议先制作小型测试样件,确认联锁梁参数是否匹配当前材料与模型结构。