¶ 1. Creality Print 如何在快速打印的同时,保证打印质量
¶ 1.1 需求价值及重点突破
切片软件是 3D 打印机的副驾驶,理想的切片机对于提供出色的 3D 打印效果至关重要。 因此,我们开发了 Creality Print,这是一款功能强大的 FDM 切片机,在同类产品中脱颖而出。
最近,我们看到越来越多的高质量、高速 FDM 3D 打印机(例如 Creality K1)上市。 但切片机却未能赶上。 事实上,提高切片机的速度既不会提高速度,也不会提高质量,而是彻底失败。
为了适应速度时代,Creality全面重新设计了与速度相关的功能,推出了突破性的Creality Print 4.3。 现在,用户可以充分发挥 3D 打印机的速度潜力,并享受良好的打印质量。
选择高速打印会带来一些挑战,例如机器振动增加、喷嘴与打印部件的接触更强,以及需要更快的冷却以保持打印质量。 要实现速度和质量之间的平衡,不仅需要对 3D 打印机进行细致的调整,还需要对切片软件进行细致的调整。

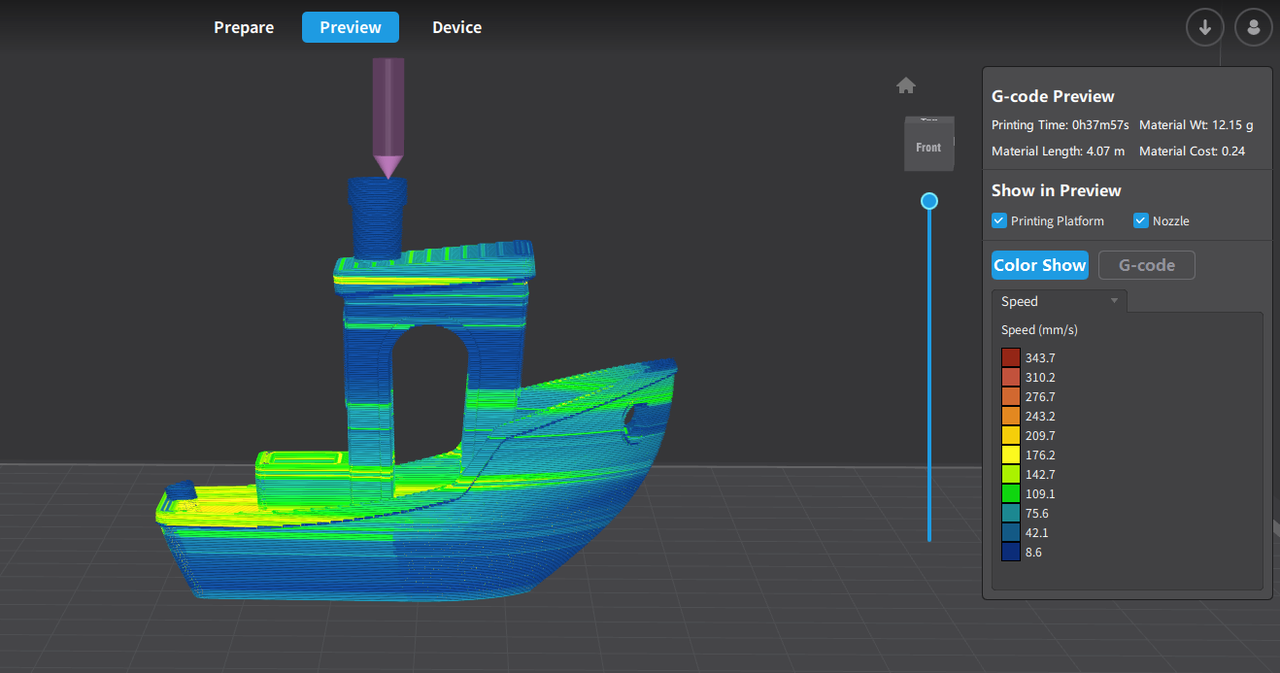
打印速度(低速/高速)对打印时间的影响
¶ 2. 经验证的提高打印体验和质量的方法:
¶ 2.1.悬垂分级减速
¶ 2.1.1 概念描述
悬垂是指 3D 模型向外延伸的形状,因此它悬在空中,没有支撑。 处理悬垂的常见方法是添加支撑结构。 但这样比较麻烦,并且可能会在后处理过程中对模型造成损坏。
打印大悬垂时,很大一部分不受支撑的打印路径可能会导致下垂,从而导致外壁塌陷并沿轮廓形成凹形特征。
悬垂分级减速的原理包括使用较慢的打印速度并在悬垂角度较大的区域增加冷却气流。 这种方法保证了挤出的线条在打印外轮廓时有足够的时间冷却和固化,有效防止下垂和塌陷。

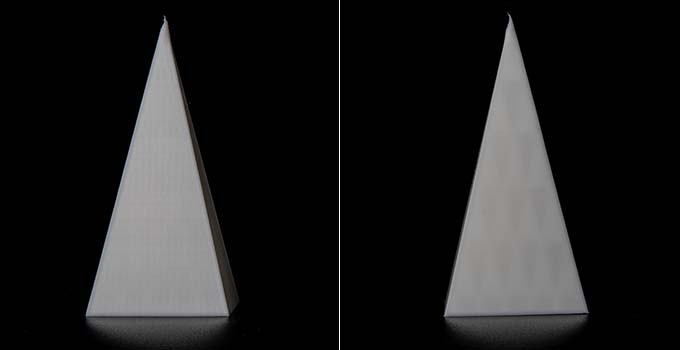
¶ 2.1.2 结果比较
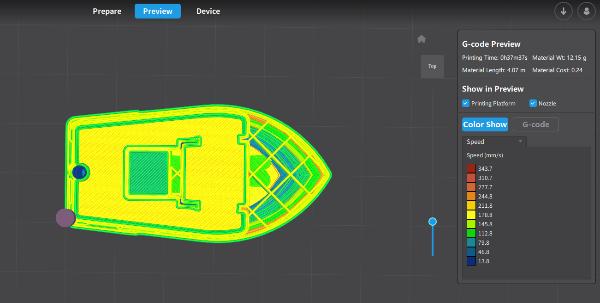
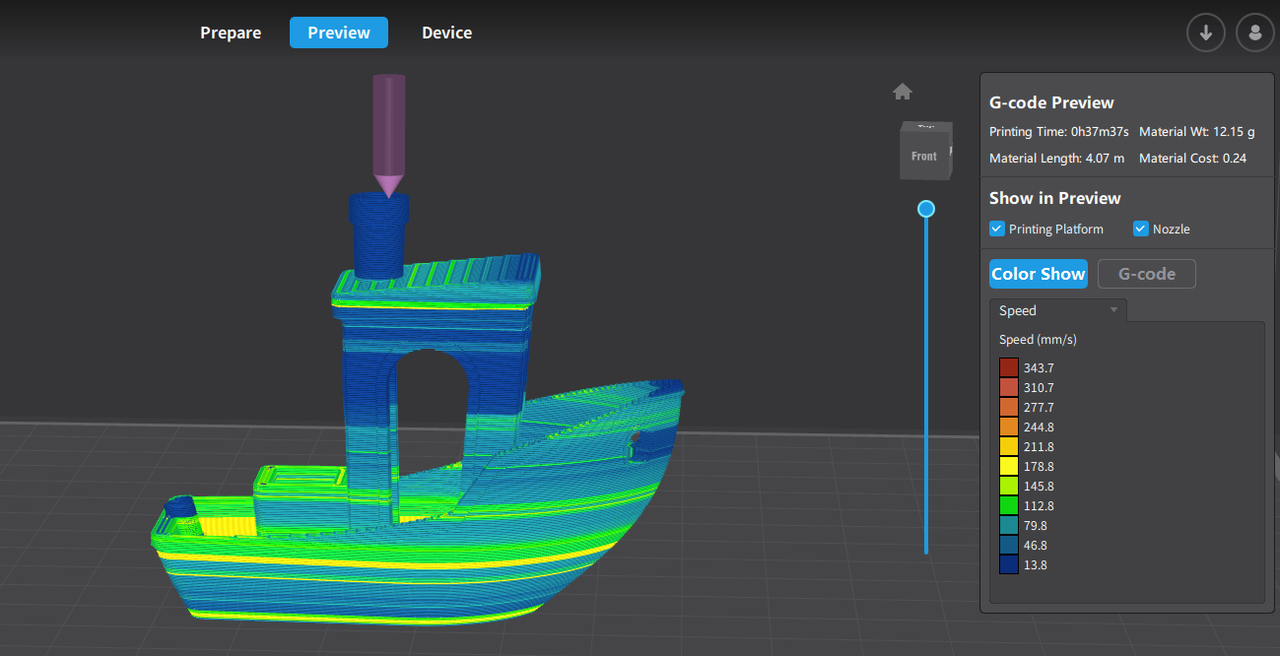
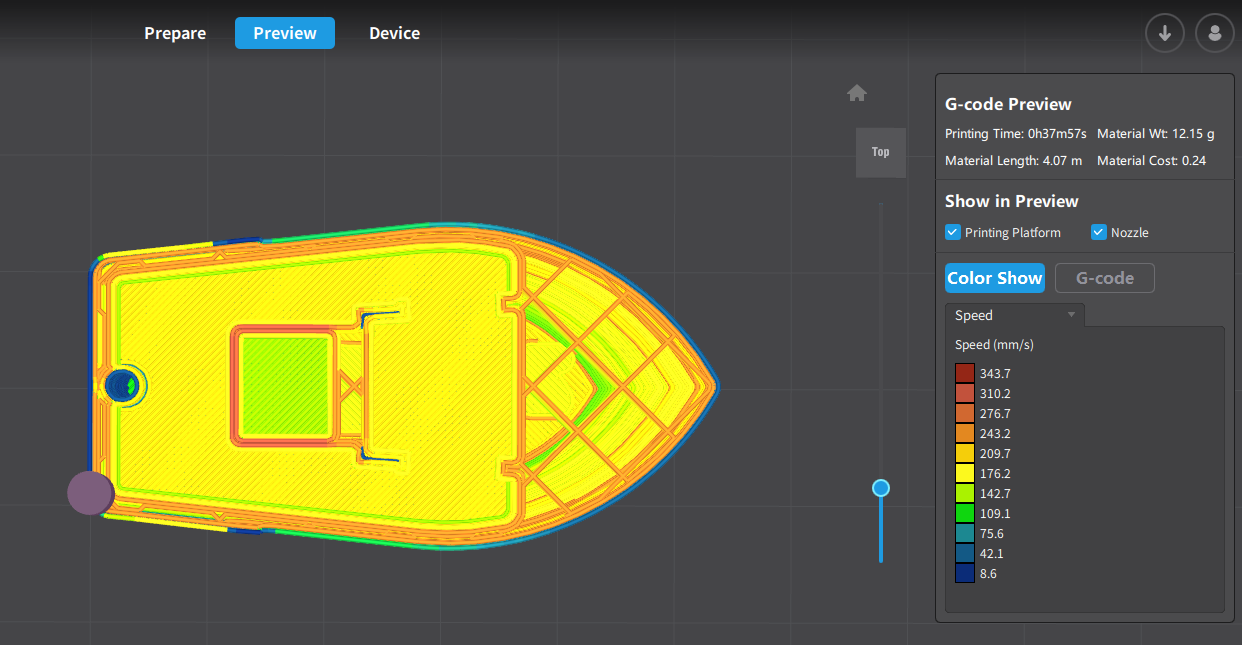
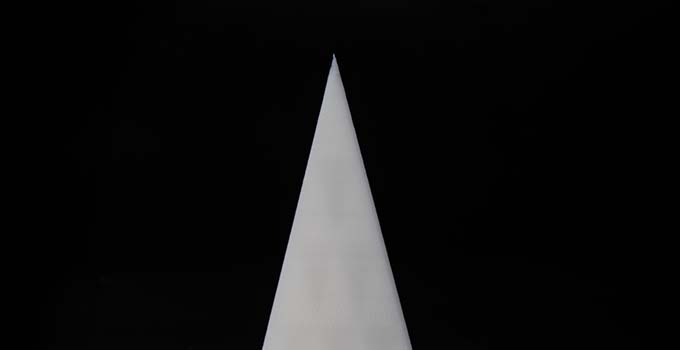
¶ 2.1.2.1 在不降低悬壁速度的情况下,船体前部下垂,导致船体打印质量较差。
切片详细信息 (1)

打印详细信息 (1)
切片详细信息 (2)

打印详细信息 (2
¶ 2.1.2.2 悬壁分级减速,船体前部下垂较小,根据悬壁程度自动选择最佳打印速度。 因此,船体的打印质量更好。
¶ 2.1.3 参数设置及原理分析(基于悬伸结构)
¶ 2.1.3.1 什么是悬垂结构(原理分析)
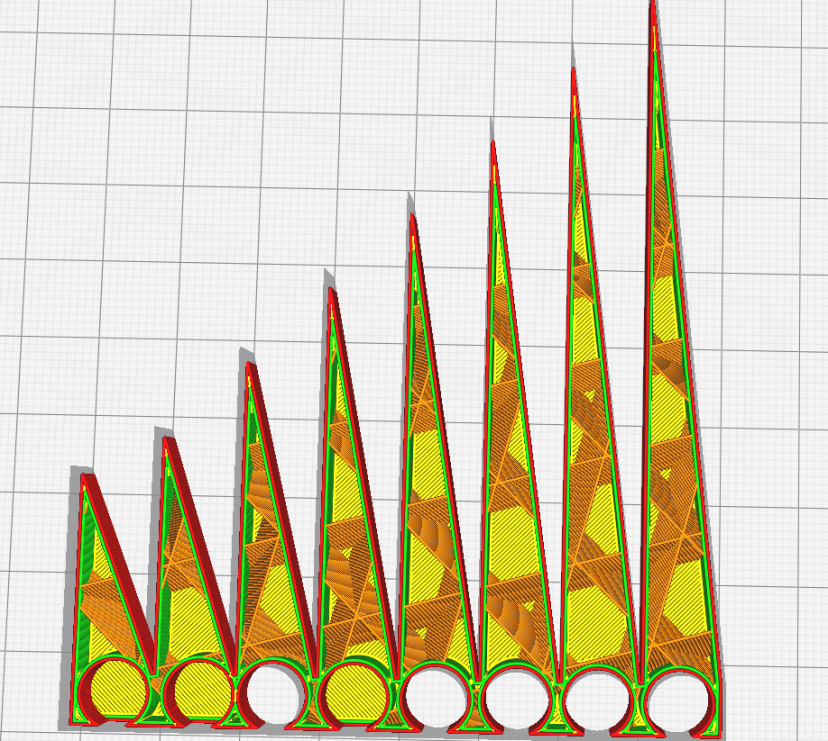
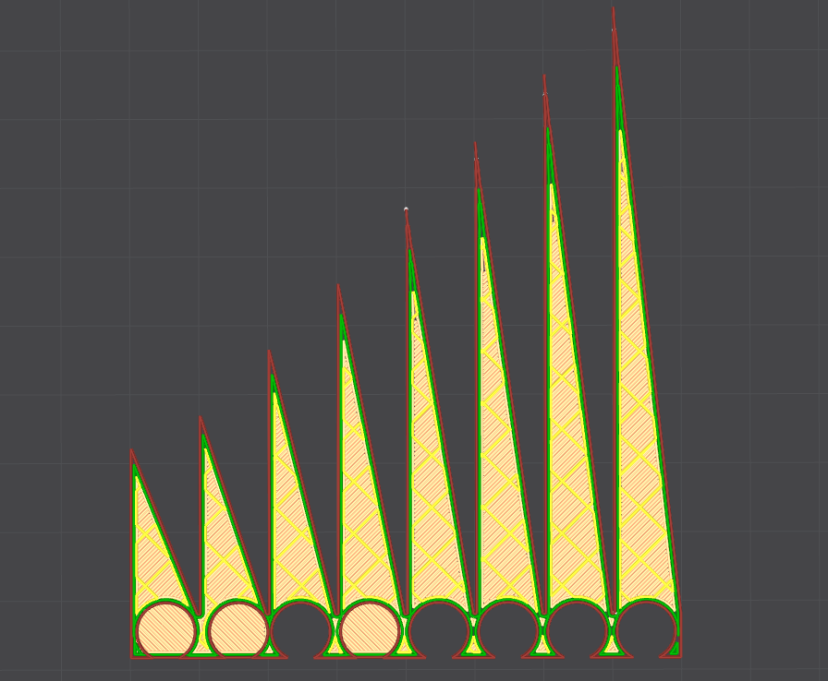
当打印速度变快时,无支撑悬伸的质量会严重下降。 原因很简单。 流出用于建造悬挑的材料没有足够的时间硬化并固定到位。
这就是分级减速派上用场的原因。 为了实现这一目标,Creality Print 分析每个突出部分,并根据倾斜角度 (% = L1/L2) 将一个突出部分分成几个部分。 然后,它为不同的悬垂部分分配不同的速度。

¶ 2.1.3.2 可以如图设置功能
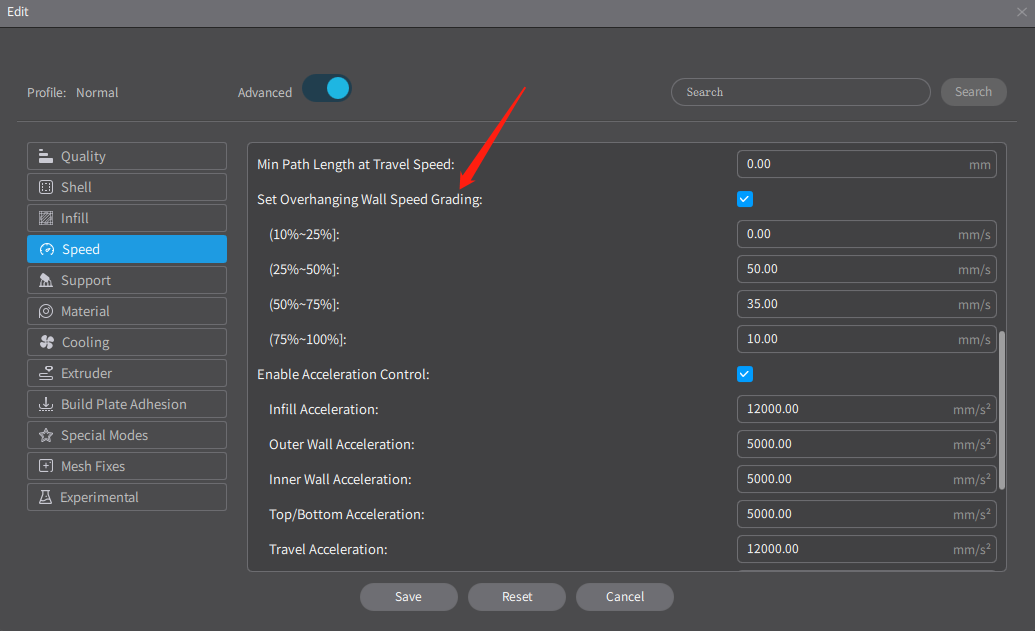
¶ 2.2。 可变线宽
¶ 2.2.1 概念描述
通常,切片文件时,线的宽度取决于喷嘴的宽度。 设置线宽后,整个打印过程中的线宽将保持相同。 如果实际要打印的行比两行细但比一行粗,这就是一个大问题。 通常,这种非标准行被打印为多行在一起,分布在几行中,或者干脆不打印。 无论哪种方式,都会导致打印质量不佳,有时还会导致打印机出现有趣的振动。
¶ 2.2.2 结果比较
¶ 2.2.2.1 Creality Slicer 4.8(无可变线宽)
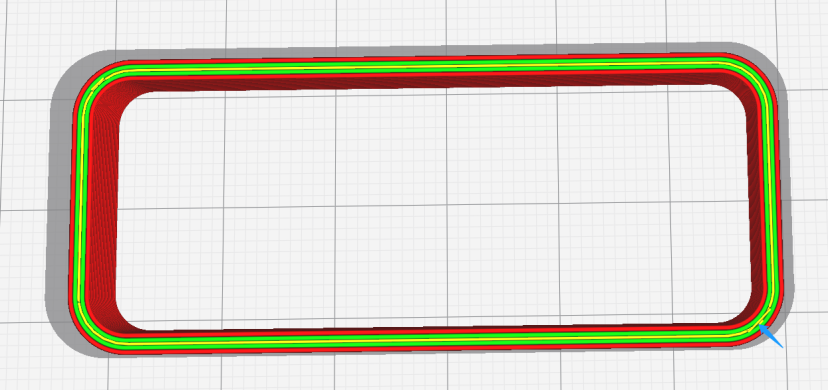
Creality Slicer 4.8(无可变线宽)
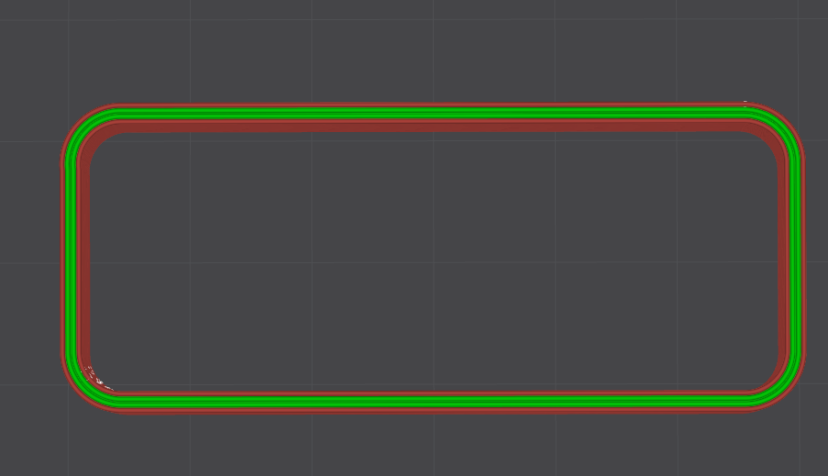
¶ 2.2.2.2 Creality Print 4.3.5(可变线宽)
如果打印部分的厚度是所选线条粗细的两倍半,则会生成两条同样粗的线条,中间留有一个小间隙。 这个间隙会削弱最终的打印效果。 在零件厚度发生变化的角落或尖点处也可以看到类似的行为,但打印件的内部线条无法均匀地适合最终的几何形状。 借助新的可变线宽功能,零件中的内孔数量大大减少,因为线可以增加和减少厚度以更完全地占据空间。 结果是零件更坚固,无意的内部缺陷更少。
¶ 2.2.2.3 Creality Slicer 4.8(无可变线宽)
¶ 2.2.2.4 Creality Print 4.3.5(具有可变线宽)
从上图可以明显看出,在应用可变线宽的情况下,Creality Print规划的打印路径比Creality Slicer 4.8规划的要整洁得多。 这意味着更好的质量和更高的速度。
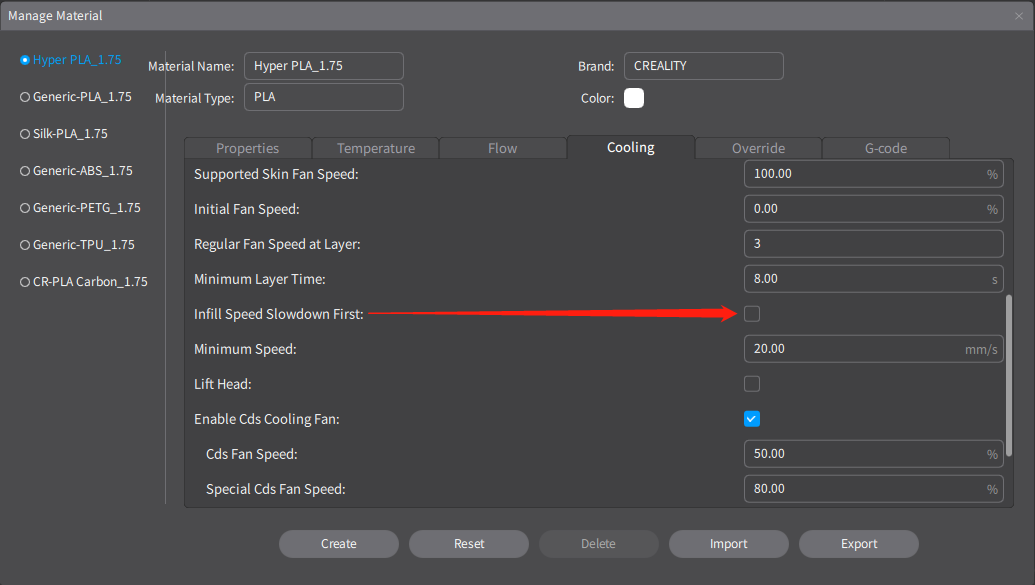
¶ 2.3.智能散热
¶ 2.3.1 概念描述
适当的冷却可以保证理想的悬垂和桥梁,以及复杂 3D 打印的更大成功。 这对于高速打印至关重要。
大多数 FDM 3D 打印机使用冷却风扇来确保熔化的细丝足够硬化,为下一层的沉积奠定坚实的基础。
但有一个警告。 对于像PLA这样的耗材,需要强力冷却。 然而,对于其他材料,过多的冷却可能会导致层粘合问题和过度收缩。 Creality 为各种耗材提供了冷却预设,但冷却设置仍然可以根据您的喜好进行调整。
¶ 2.3.2 结果比较
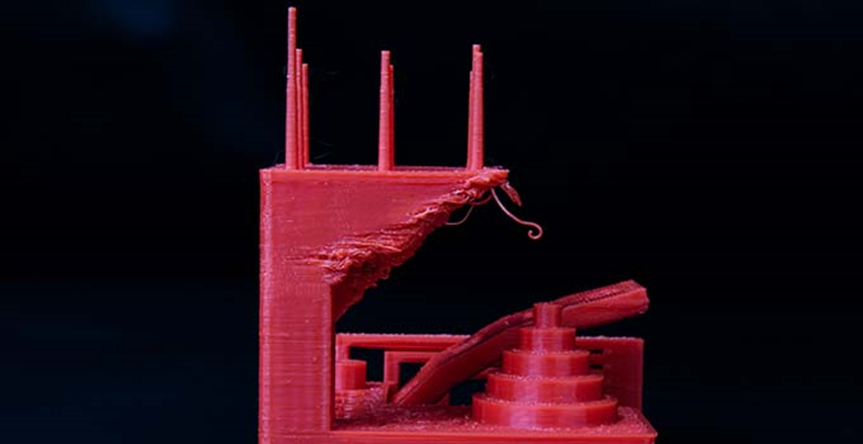
¶ 2.3.2.1 冷却不足的结果
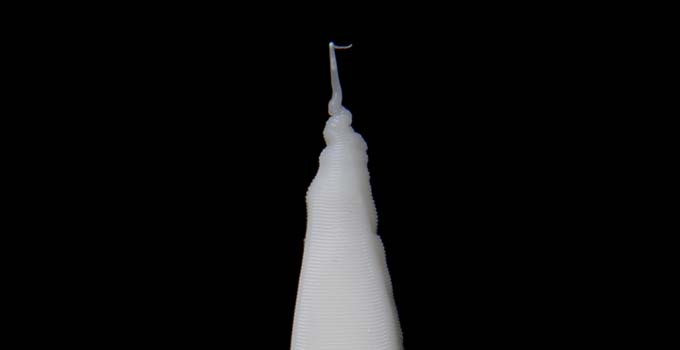
¶ 2.3.2.2 悬垂冷却不足的结果
¶ 2.3.2.3 智能制冷结果
¶ 2.3.2.4 智能悬垂冷却结果

¶ 2.3.3 参数设置及原理分析
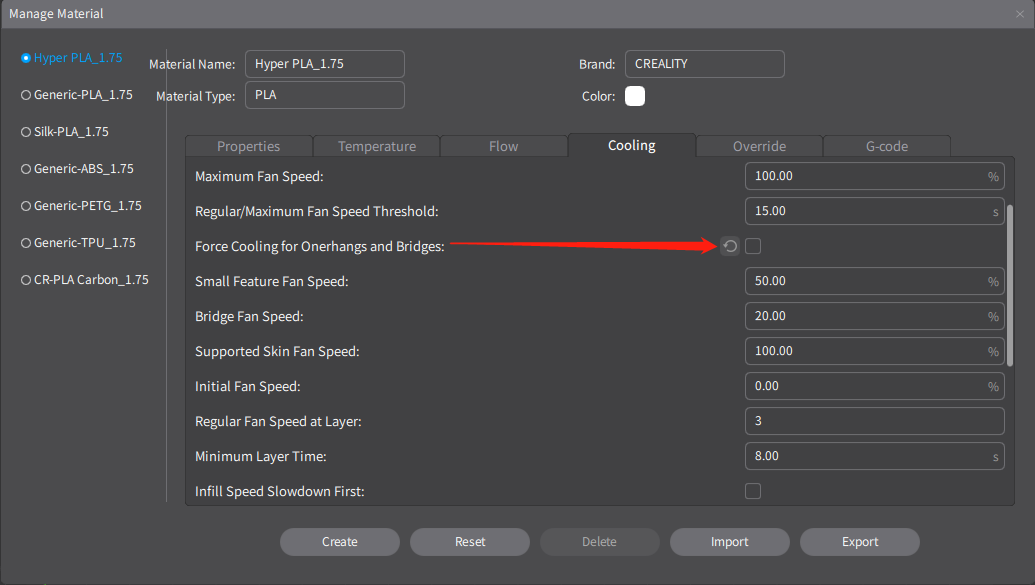
对于悬垂和桥,风扇速度是单独控制的。 不按上述(2.3.3.2)曲线控制层打印时间)。
Creality Print 默认包含不同悬垂角度和桥长度的最佳风扇速度。 要利用它们,只需勾选“悬挑和桥梁强制冷却”选项即可。 建议始终保持该功能开启。
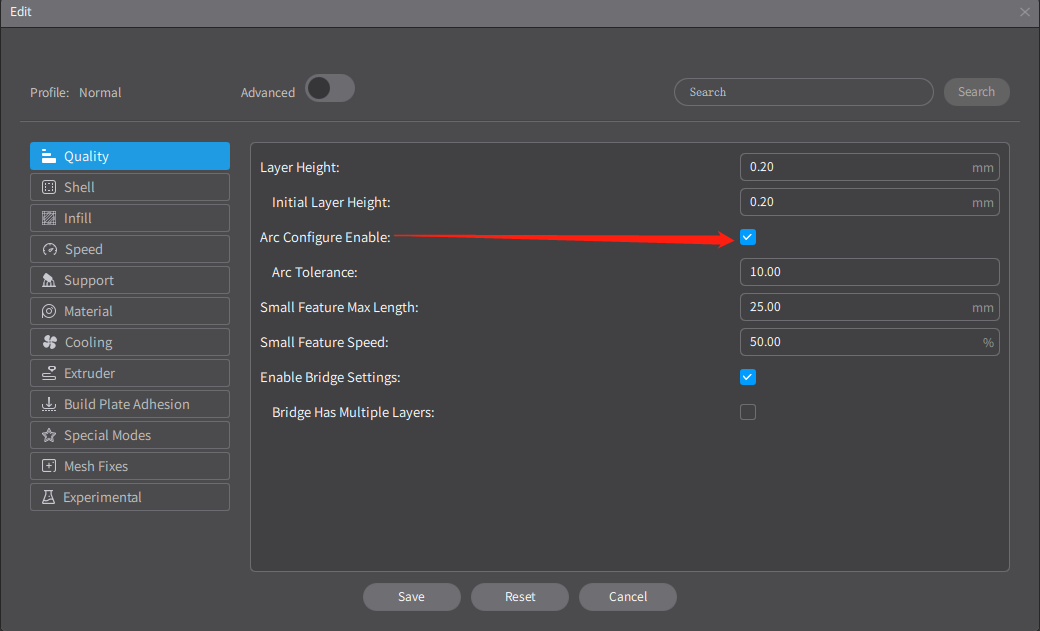
¶ 2.4. 圆弧拟合 (G2/G3)。
¶ 2.4.1 概念描述
FDM 3D 打印机在打印曲线方面一直非常糟糕。 他们通常将曲线转化为细小的直线段的扩散。 当打印速度很高时,这是一个难题,因为处理器无法足够快地重新计算这么多段的速度。 因此,为了完成任务,大多数打印机只是放慢速度。 对于能够高速完成任务的打印机来说,由于两个部分之间的加速度和方向变化过于剧烈,它们经常会产生可怕而大声的振动。
Creality Print 通过引入曲线路径解决了这个问题。
它用较少数量的曲线段代替了极小的直线段。 这样,即使速度超快,打印机也可以更轻松地计算速度并顺利打印。 此外,G 代码文件的大小也显着缩小。
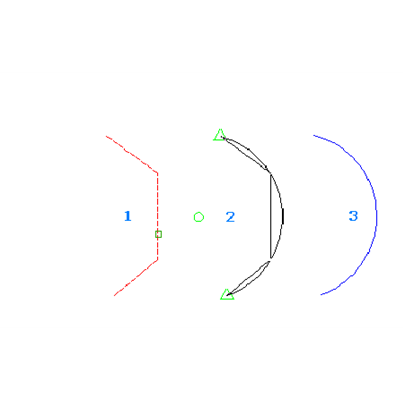
如下图所示,从 P1 到 P5 的四段直线被一条平滑曲线取代。

¶ 2.4.2 圆弧拟合打印注意事项
在高速条件下,arcsin 和 arccos 函数每一步都需要计算,因此 arcs 的计算工作量显着增加。
如果打印机的处理器无法快速计算线段速度,则可能会影响打印质量,并且打印时间可能会比预期长得多。
该功能对打印机的性能提出了特定的要求。 半径非常小的圆弧打印极大地有助于平滑和安静的打印。
弧段的长度由打印机的处理器性能和打印速度决定。 增强的硬件可实现更高的打印速度,从而显着减小 Gcode 文件的大小。
前几年弧形印花还不流行; 然而,随着打印机处理器性能的进步,现在越来越多的固件支持此功能,包括 Marlin、Smoothieware、Prusa、RepRap 等。
与高速打印相比,G2/G3 命令显着减少了打印机运动中的微停顿造成的小缺陷。

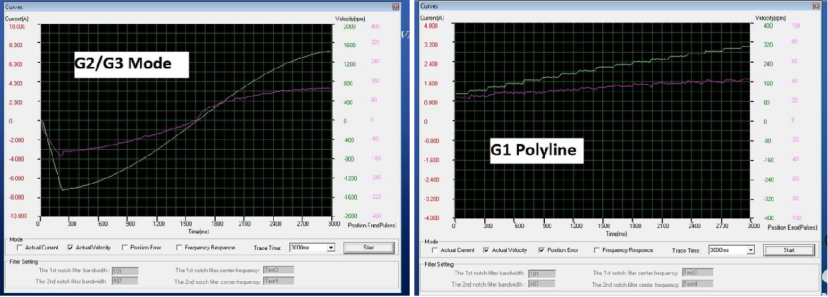
¶ 2.4.3 电弧电机响应图
在上面的电机响应图中,绿线代表速度,粉红线代表电流脉冲。 左图为圆弧拟合(G2/G3指令)时的电机响应; 右图是非圆弧拟合(G1指令)时的电机响应。
通过圆弧拟合,速度线和电流线更加平滑并且相互交叉,这意味着电机正在调动打印头一笔画出平滑的曲线。 如果没有圆弧拟合,电机总是尝试施加相似的电流和速度来创建直线段,因此会严重碰撞。
¶ 2.4.4 可以如下图设置该功能。
¶ 2.5。 避震
¶ 2.5.1 概念描述
振动是 3D 打印中的一个大问题。 当这种情况发生时,喷嘴会以一定的间隔稍微偏离计划路径,从而导致 3D 打印件出现振铃或波纹。
3D打印机为什么会振动? 好吧,当受到特定频率的重复外力时,一切都容易振动。 这称为“共振”。 一个完美的例子是歌手如何通过唱出长时间的高音来打破玻璃。
当打印头快速来回沉积材料时,它还会以某些频率剧烈振动。 更糟糕的是,高速打印机通常使用共振范围较低的高扭矩步进电机。 也就是说,在高速打印时振动更容易发生并加剧。
当然,可以通过启用 3D 打印机固件中的输入整形功能来减轻振动。 但它很复杂并且对硬件要求很高。
这次,我们将减振因素纳入切片中。 新的Creality Print可以将模型表面,即最关注质量的区域保留在共振范围之外(通常对应100-300mm/s的打印速度)。 准确地说,它在路径规划时尽可能避免共振快乐速度。 当该速度范围不可避免时(例如悬垂冷却),该速度范围仅适用于填充,而不适用于外壁。 这样,尽管有振动,表面看起来还是光滑的。
¶ 2.5.2 可以如下图设置该功能。
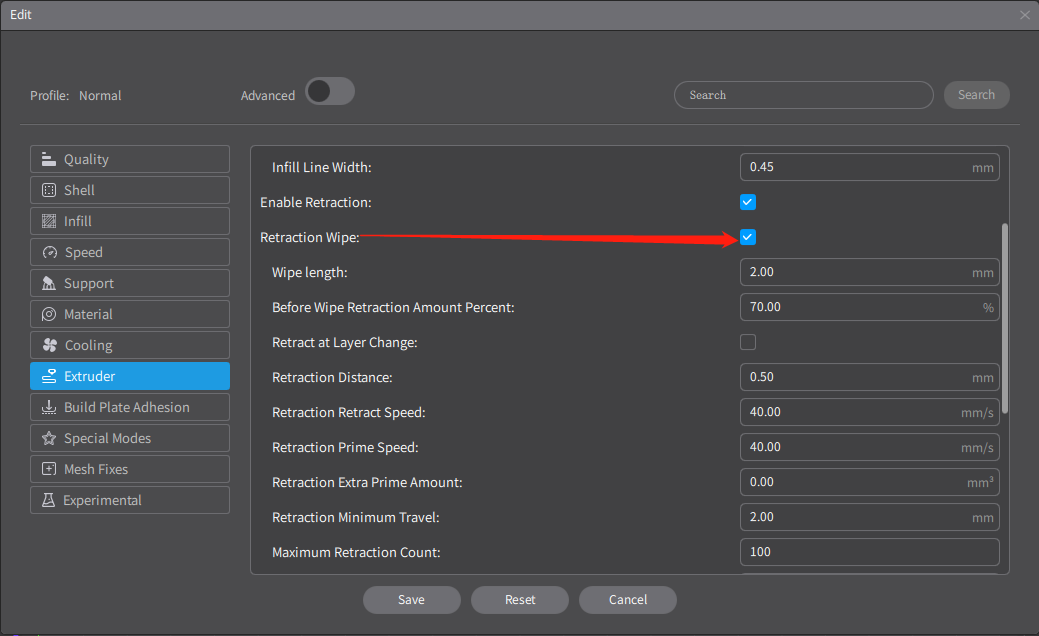
¶ 2.6. 缩回并擦拭喷嘴
¶ 2.6.1 概念描述
对于 FDM 3D 打印来说,拉丝是一个棘手的问题,因为由于热端内的残余压力,熔化的细丝往往会不必要地从喷嘴中渗出,特别是当打印头在开放空间上移动时。
长期以来一直采用缩回来减少拉丝。 通过在打印机行进之前将一些材料从打印机的热端拉出,可以降低熔融塑料中的压力,从而降低在开放空间拉丝的可能性。 但如果打印速度很快,这还不够。
因此,新的 Creality 打印将缩回与喷嘴擦拭结合在一起。 每当有两个独立的轮廓需要连续打印时,它就很有用。 完成一个轮廓后,它会命令打印机将耗材缩回一定长度,并在已打印的轮廓上擦拭喷嘴,然后再行进到下一个轮廓进行打印,从而有效地消除拉丝。

¶ 2.6.2 结果比较
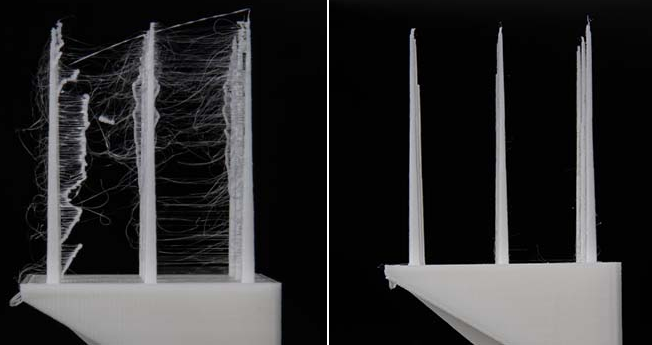
定期缩回与带喷嘴擦拭的缩回
¶ 2.6.3 可以如下图设置该功能。