¶ Falcon T1 彩色雕刻教程
¶ 一、彩色雕刻原理
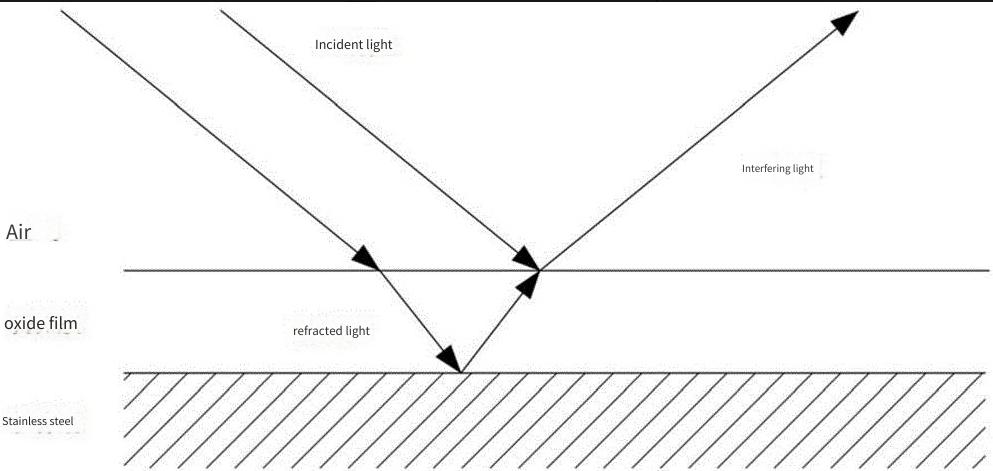
激光通过加热金属(钛或不锈钢)在金属表面生成一层氧化膜,激光能量控制氧化层厚度,反射形成干涉色。这种颜色通常是由于光在金属表面上的干涉现象和光的吸收特性造成的。不同加工参数对应的膜厚不同,而不同膜厚会显示不同颜色,颜色会随功率、速度、频率和脉宽变化而改变。钛/不锈钢的彩色雕刻基本是光学结构色,而不是材料本身的颜色。
填充彩色雕刻: 读取图层的颜色,从材料颜色表匹配接近的颜色,输出该颜色对应的雕刻功率。
图像彩色雕刻:读取图片转为灰度图,根据材料颜色表选定的功率区间将灰度映射为雕刻功率。
颜色偏差说明:彩色雕刻颜色对不同材料、不同激光器的功率偏差、焦距偏差非常敏感,画布显示颜色与实际雕刻颜色存在轻微偏差属于正常现象;如需实现颜色精准匹配,需要自行测试并添加彩色雕刻自定义材料参数。
¶ 二、彩色雕刻材料说明
1.钛板彩色雕刻效果最鲜艳,内置彩色雕刻参数通用性较强,为最佳彩色雕刻材料。
2.拉丝不锈钢也支持彩色雕刻,但20WFiber彩色雕刻颜色较淡,且软件内置的彩色雕刻参数颜色表现不稳定,如需精准彩色雕刻需要自行测试并添加彩色雕刻自定义材料参数。
¶ 二、FDS操作教程
¶ A.入门级别彩色雕刻:一键导图,所见即所得
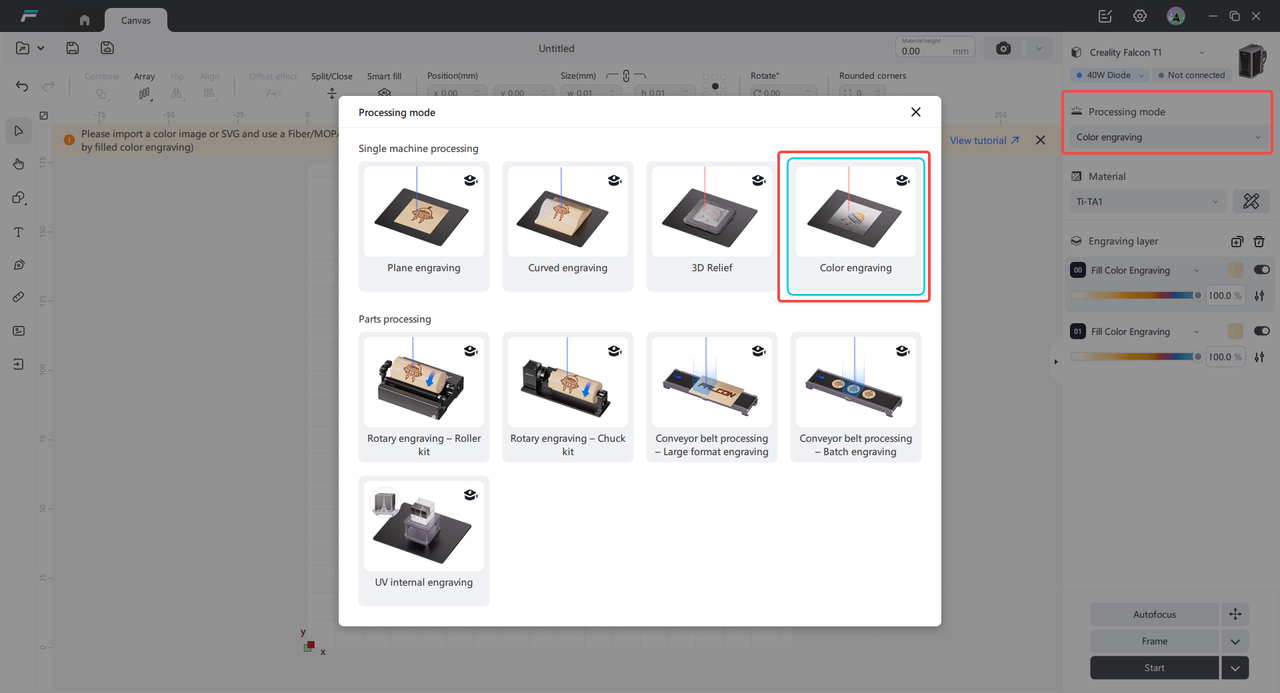
¶ 1.加工模式选择彩色雕刻
¶ 2.导入图片
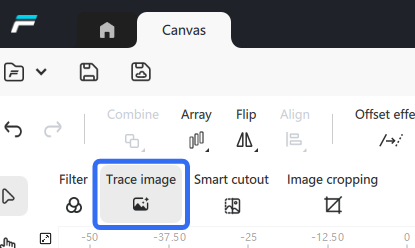
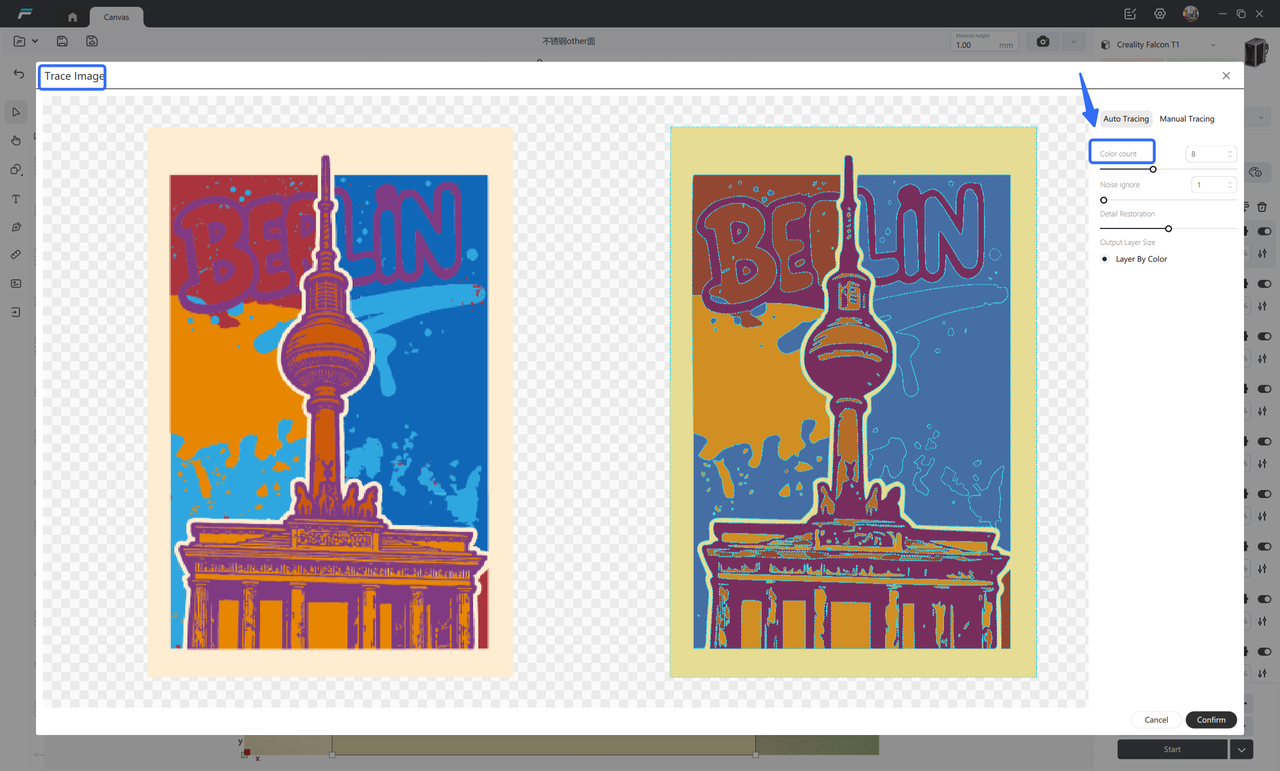
¶ 3.自动轮廓提取:Auto-Tracing
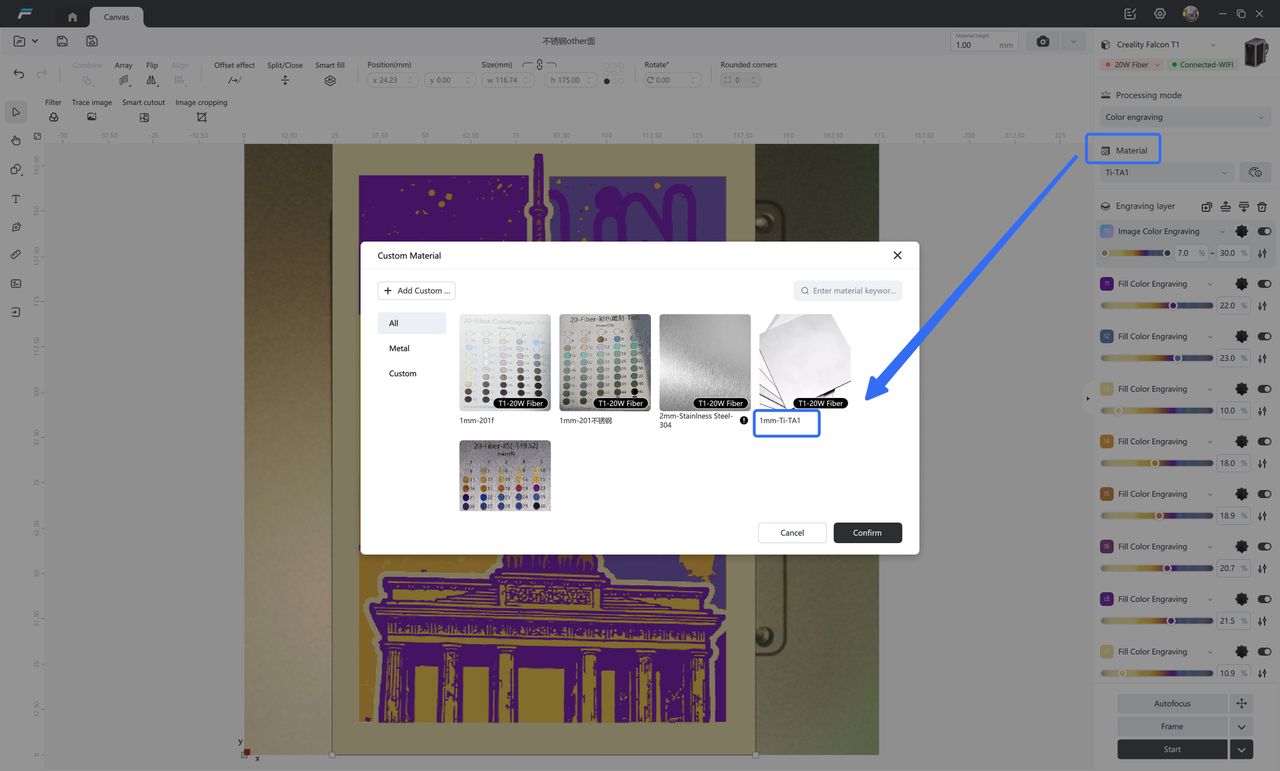
¶ 4.放置钛板后,选择材料:
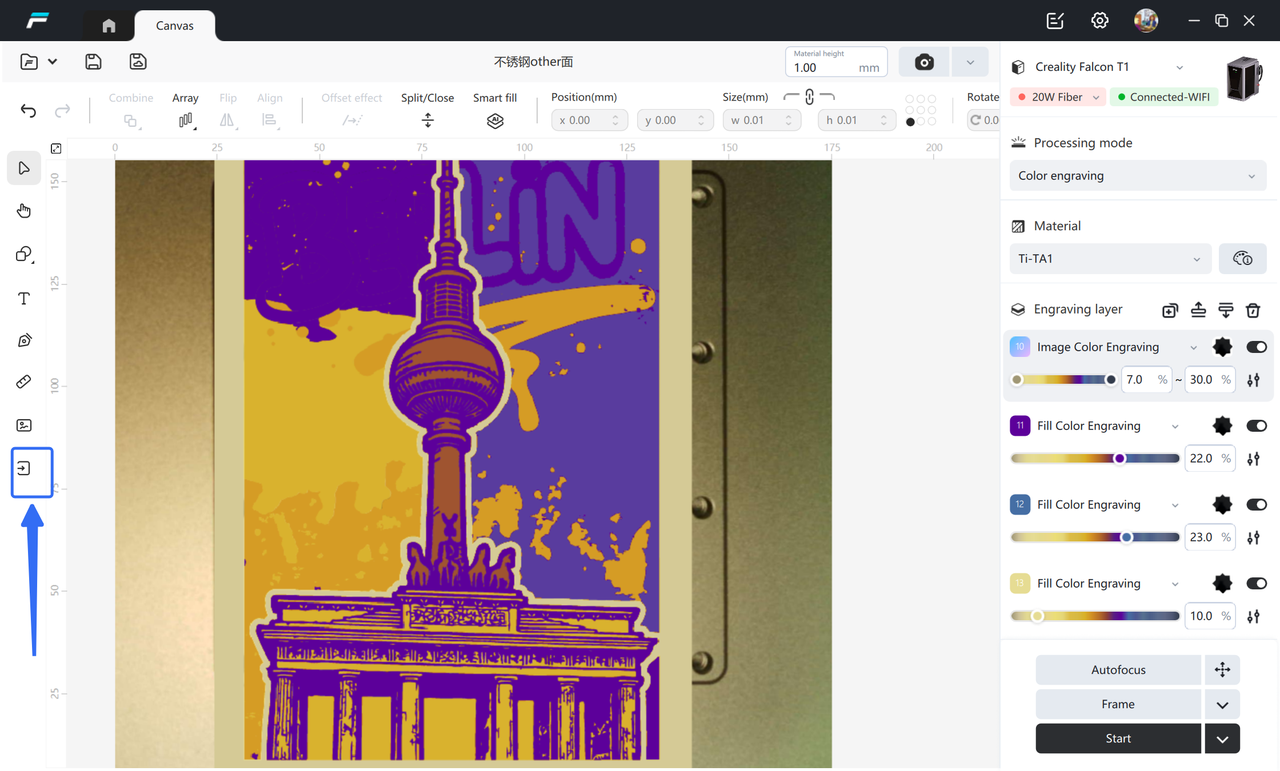
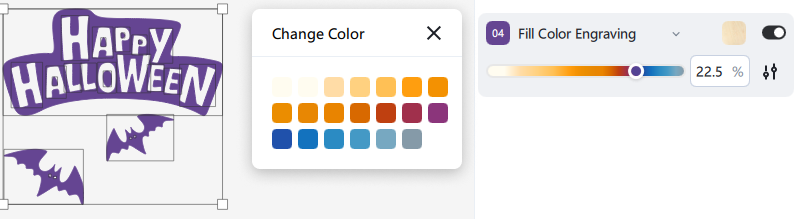
¶ 5.确认彩色雕刻颜色:拖拽或手动选择颜色即可自动拟合彩色雕刻参数,无需手动填写参数
¶ 6.自动对焦、走边框,预览雕刻范围
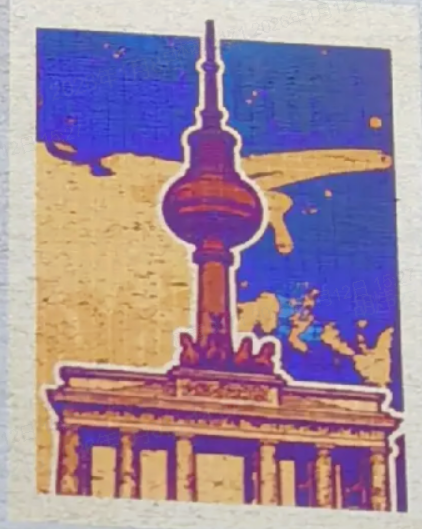
¶ 7.雕刻完成:所见即所得
¶ B.高阶玩家彩色雕刻:测试并添加彩色雕刻自定义材料
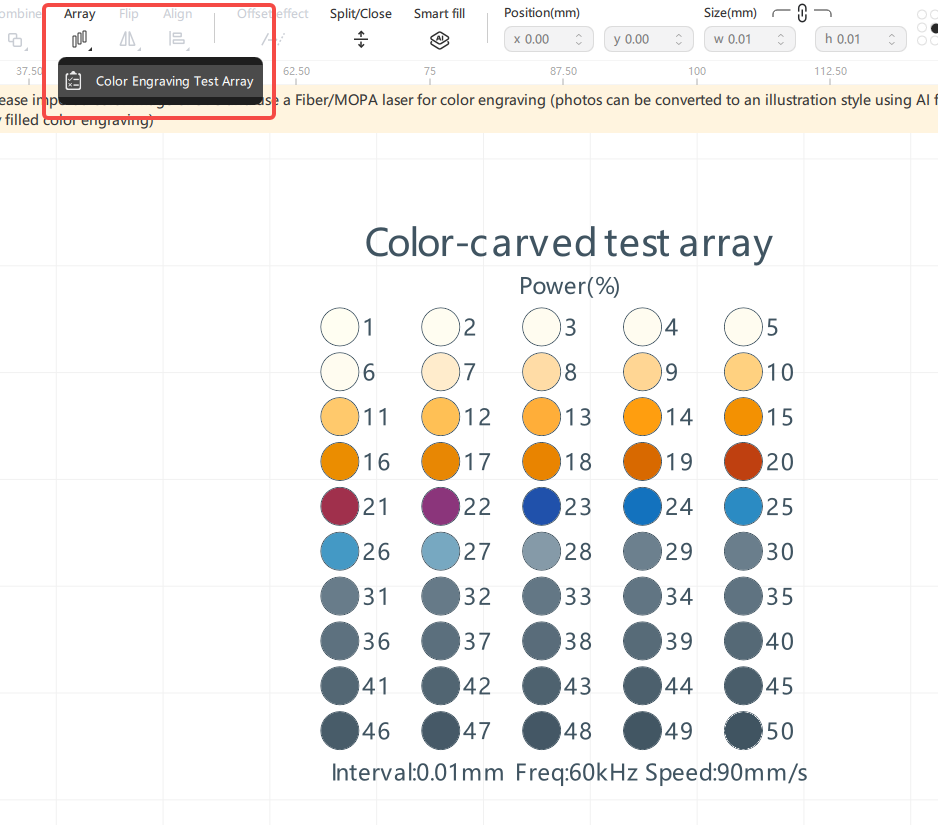
¶ 1.添加彩色雕刻阵列
添加彩色雕刻测试阵列,一般使用默认参数即可,如默认参数彩色雕刻效果不佳,也可根据需要微调参数
¶ 2.雕刻彩色雕刻阵列并拍照
¶ 3.在阵列层点击保存按钮,保存自定义材料参数
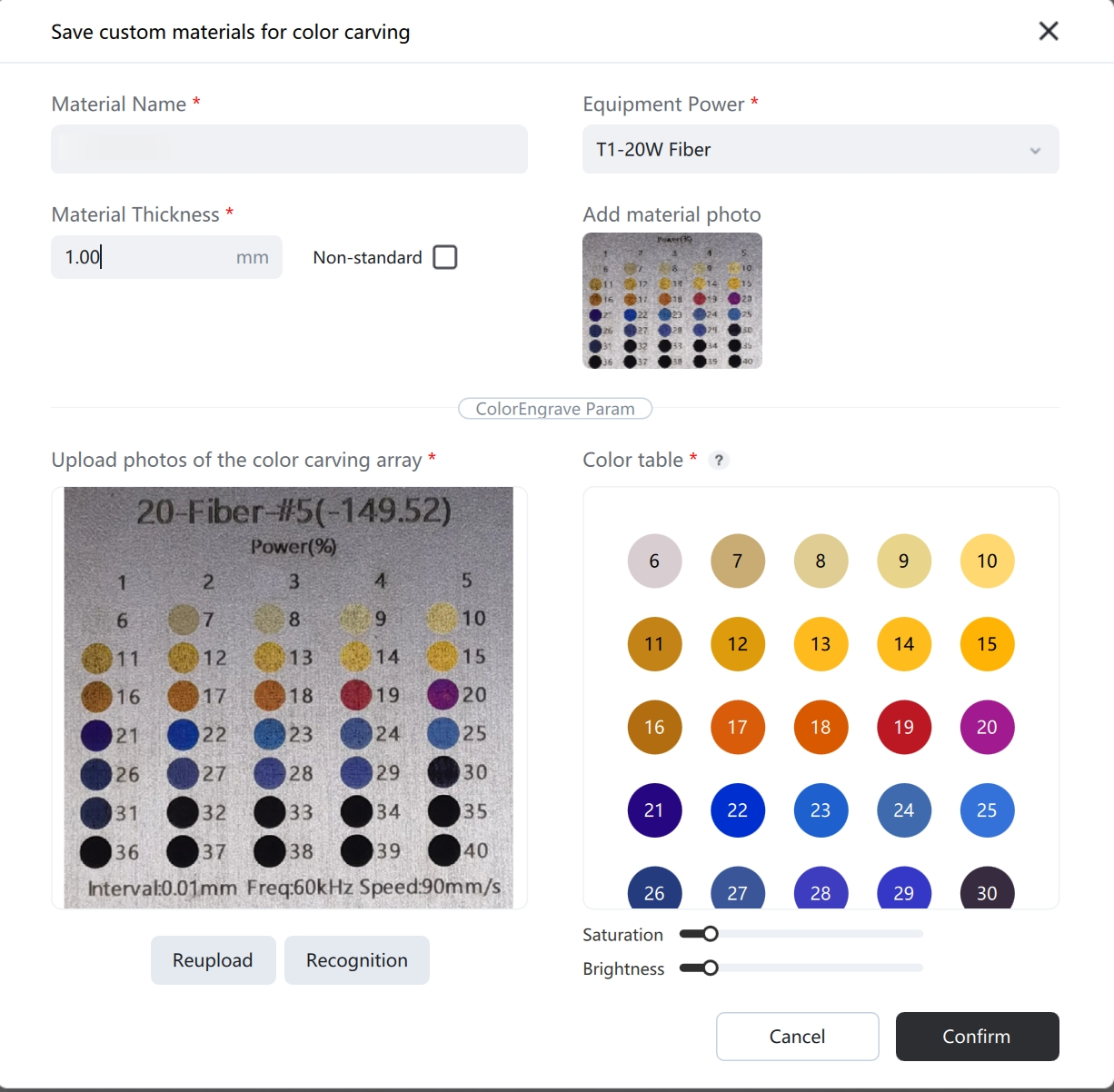
¶ 4.上传阵列照片,确认每个功率值对应的颜色
填写材料名称、厚度、光源信息,上传材料照片。
上传阵列照片后软件可自动识别软件,如识别颜色不准确,可统一调整对比度、亮度,也可单个或批量选中进行修改。雕黑或过浅的功率可置灰隐藏。修改完成点击确认按钮。
¶ 5、选择已添加的自定义材料进行雕刻
¶ 三、彩色雕刻小技巧
1.彩色雕刻前功率25%以上雕刻10分钟暖机,颜色更准确;
2.雕刻区域放在正中央,雕刻效果更好;
3.打彩前后使用酒精擦拭,彩色雕刻效果更好;
4.如彩色雕刻未出现彩色,对焦后可上下微调Z轴尝试。
5..对焦说明:彩雕颜色对焦距非常敏感,需要输入加工高度回车手动对焦,精准对焦到材料表面,避免自动对焦测量误差。
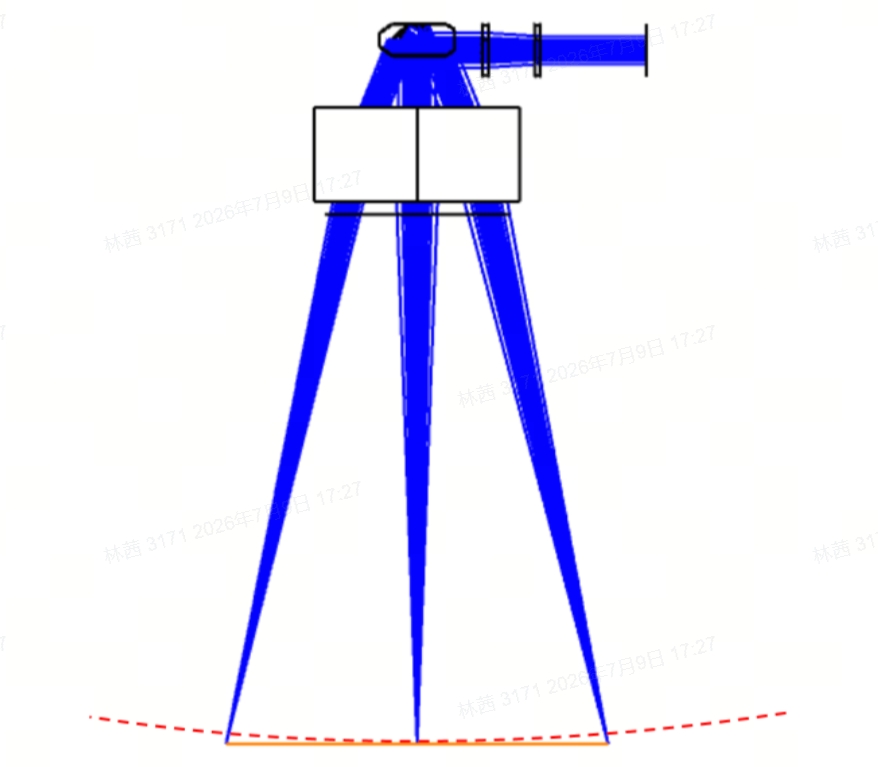
6.注意事项:由于场镜的焦平面存在场曲,建议在幅面中心100mm内雕刻,周边区域可逐次降Z轴0.5mm调试颜色,焦点下移通常不超过2mm。
¶ 四、彩色雕刻作品维护
1.彩色雕刻完成请使用光油擦拭表面,加速形成致密氧化膜,使色彩变得更加鲜明、深沉且持久;
2.钛板彩色雕刻耐腐蚀但需避免尖锐刮擦,彩色雕刻后一般无需额外喷防锈剂,氧化膜本身具备一定防护能力;
3.如需长久保存彩色雕刻作品,可塑封作品,避免空气长期氧化导致的变色。