¶ 一、现象描述
- 挤出齿轮空转,喷嘴没有耗材流出
- 齿轮在转动时发出吭吭吭的异响,喷嘴无耗材流出
¶ 二、原因分析
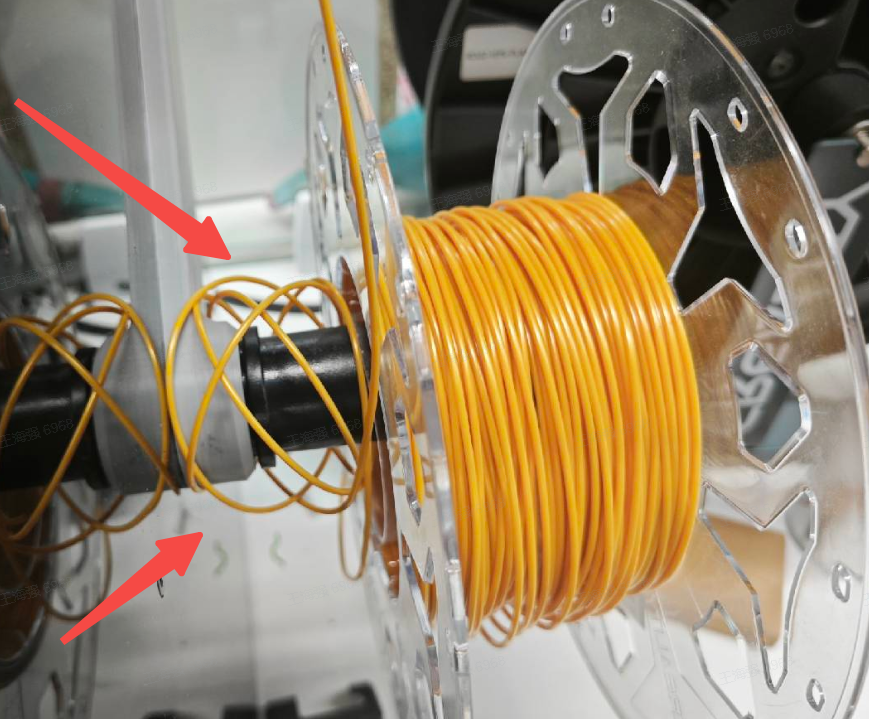
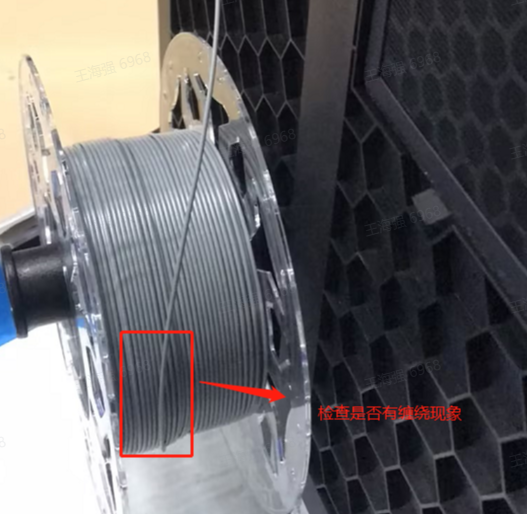
¶ 2.1 耗材在料筒位置发生缠绕
¶ 2.2 堵挤出机前壳

¶ 2.3 堵挤出机中的铁氟龙管
¶ 2.4 耗材堵在喷头套件喉管
¶ 三、排查及解决方案
¶ 3.1 耗材缠绕排查及处理
查看机器背面耗材料盘,检查好是否在料筒处或铁氟龙管进料口处出现缠绕,若有缠绕则将缠绕的耗材梳理解开后重新打印,不出料故障处理完成;
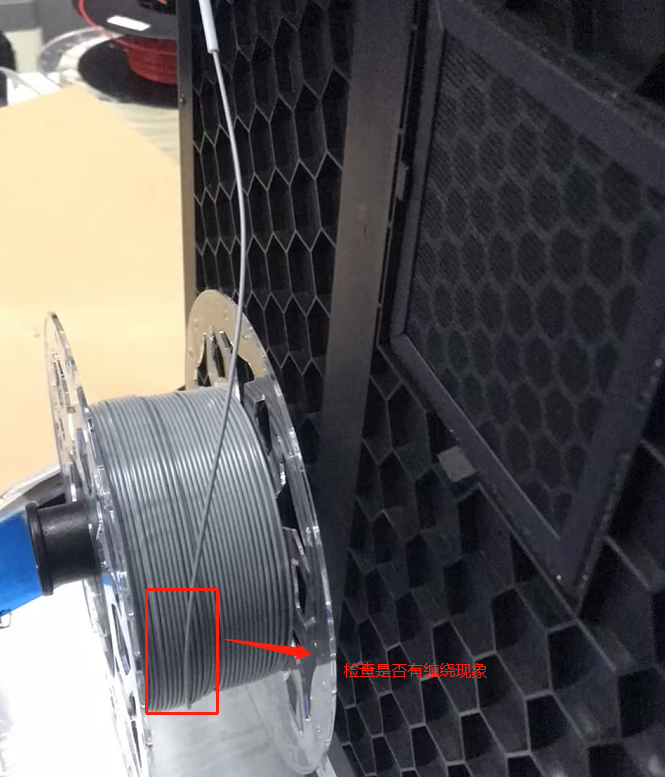
若无耗材缠绕则需进行下一步排查:
¶ 3.2 堵料/卡料排查处理
STEP1:从显示屏的控制界面点击 OFF 解锁电机

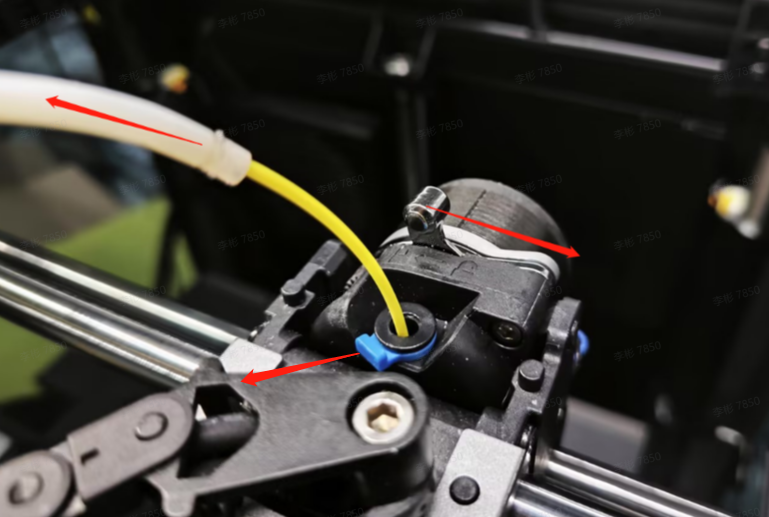
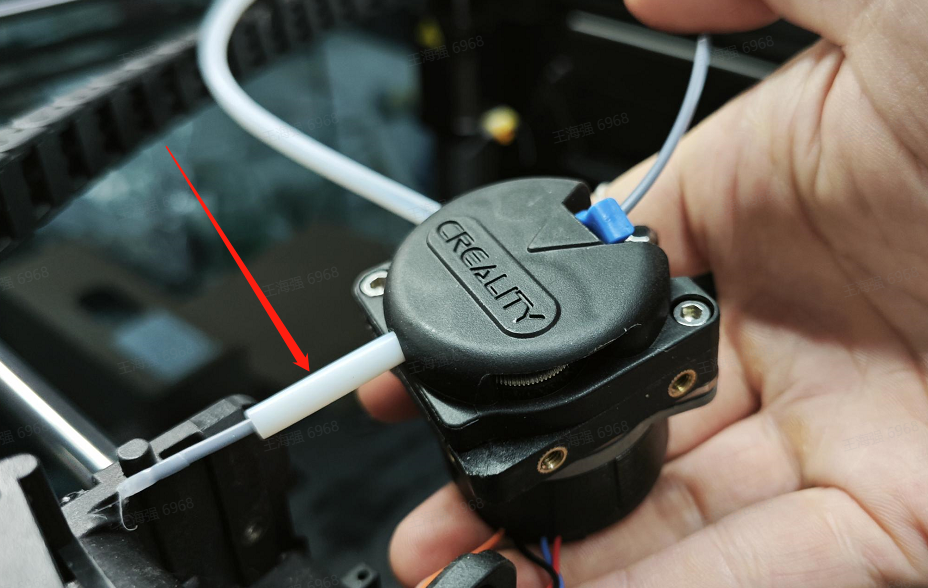
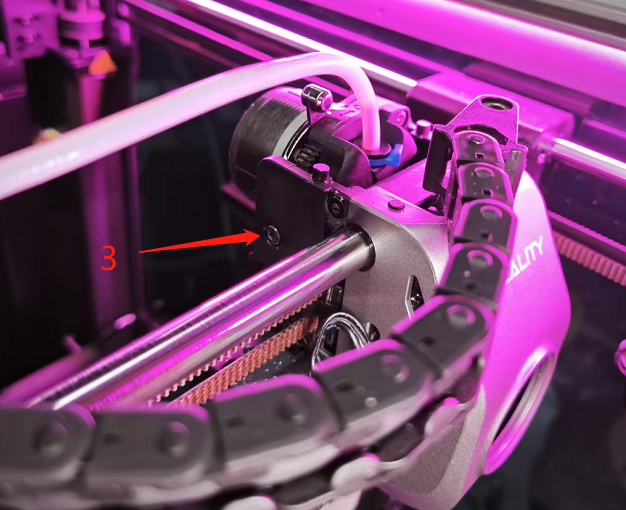
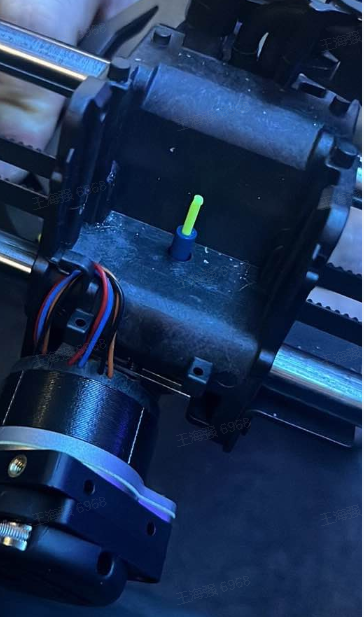
STEP2:抽出蓝色卡扣,轻轻拔出挤出机上方的铁氟龙管,露出耗材,将挤出机把手拨向开启位置
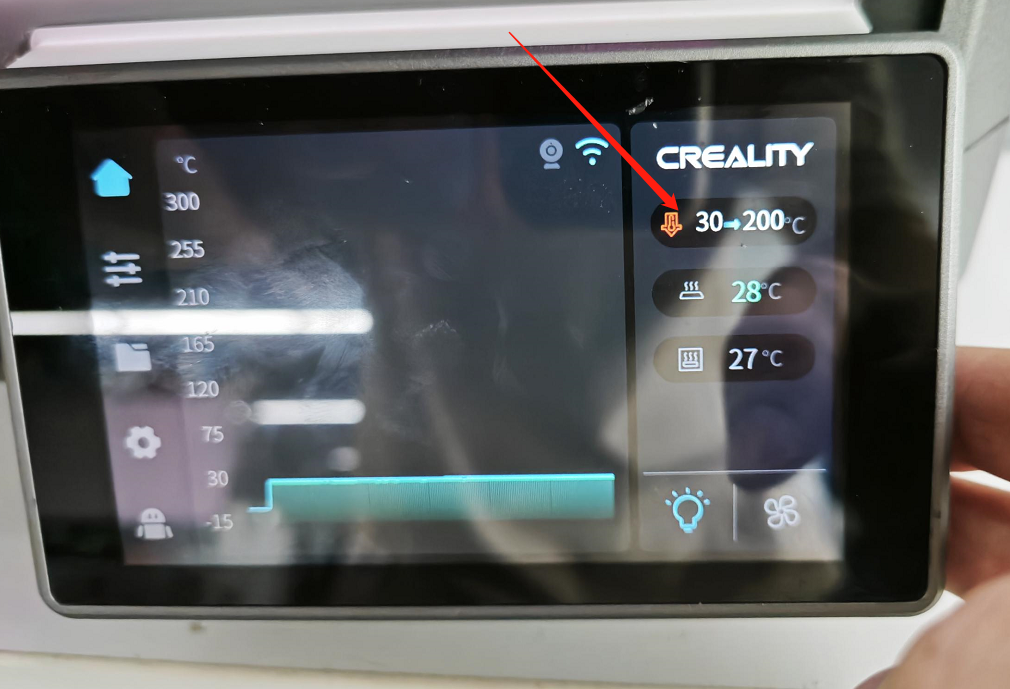
STEP3:设置喷头温度至耗材打印温度,等待温度稳定

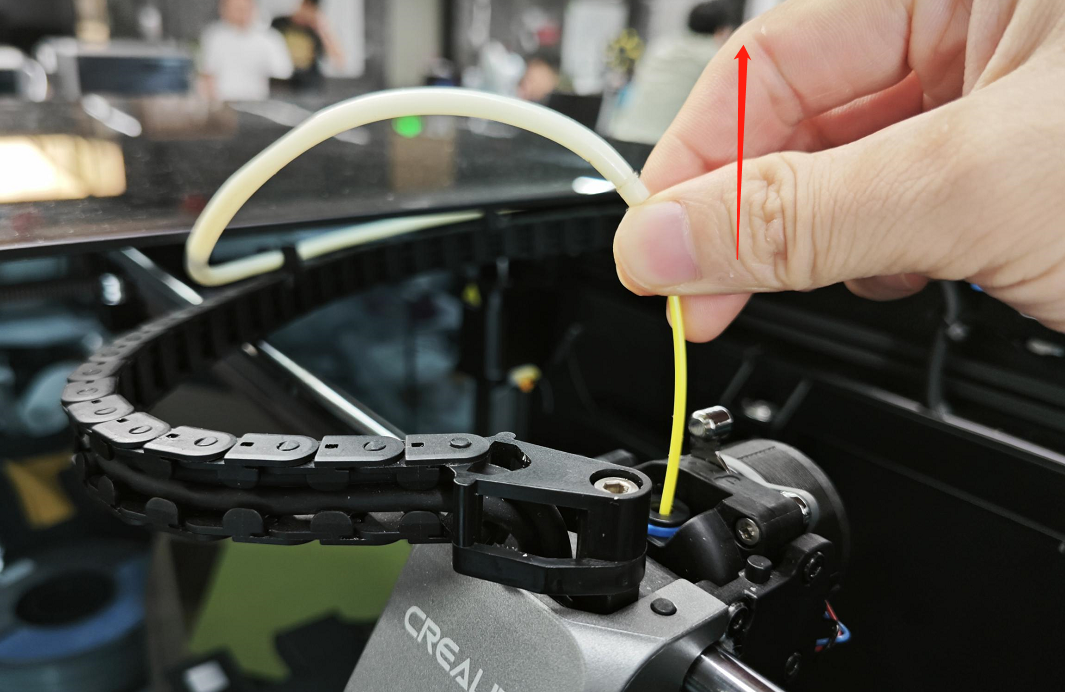
STEP4:用手向上用力快速拔出耗材

¶ 3.2.1 若能拔出耗材
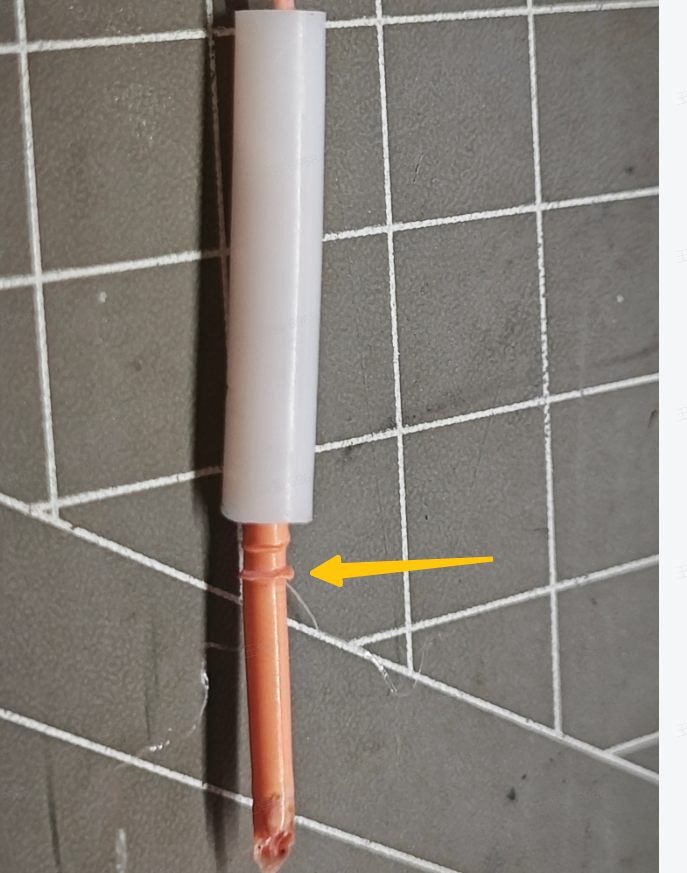
查看拔出耗材的尾部是否一圈伞状耗材凸起,若有伞状凸起,则更换新的挤出机铁氟龙管
¶ 3.2.1.1 耗材能够整个插入到热端
- 若能正常插入耗材并挤出耗材,则将挤出机把手拨向闭合位置,并点击自动进料,检查耗材出丝及挤出机齿轮的转动状态;若自动挤出正常,则不出料故障处理完成;

- 若自动挤出时,挤出机齿轮不转动,则故障可能为挤出电机故障(转接板问题),先排查挤出电机接线是否松动,或者进行更换挤出电机操作排查;

- 若挤出机齿轮正常运转,但齿轮处有轻微的咔咔声,喷嘴处有不均匀出丝,则需分别从挤出组件异常和喷嘴损伤两方面分析:
- 若挤出齿轮正常运转、无异响,喷嘴处出丝仍不均匀,则进行喷嘴更换操作K1 Max 喷嘴更换
如果挤出齿轮运转不正常则进行挤出机组件异常处理流程
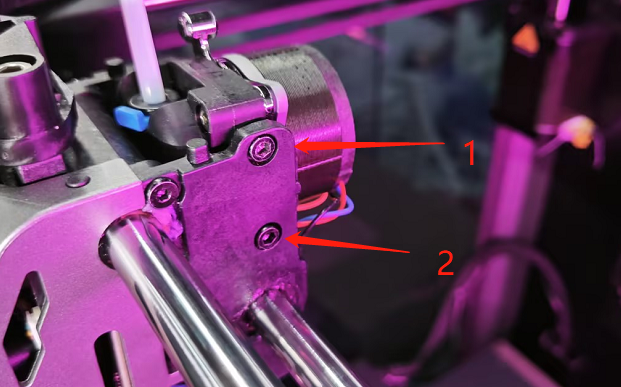
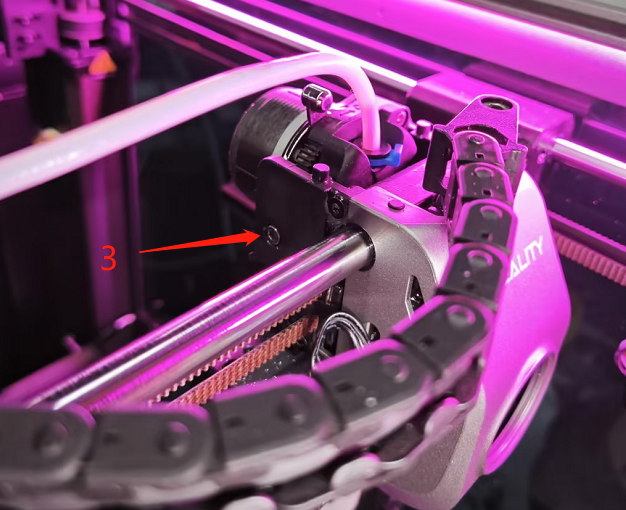
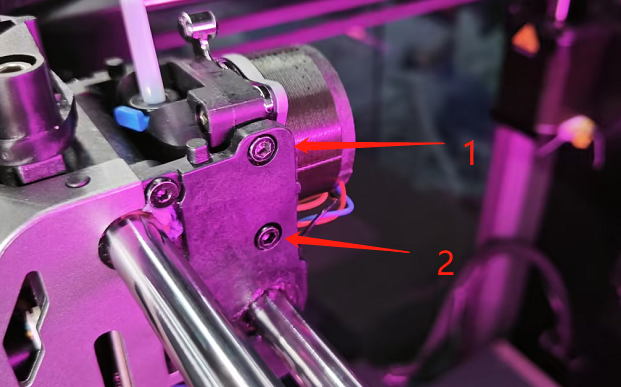
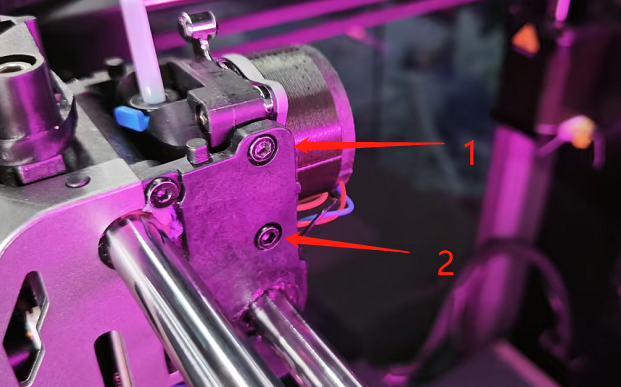
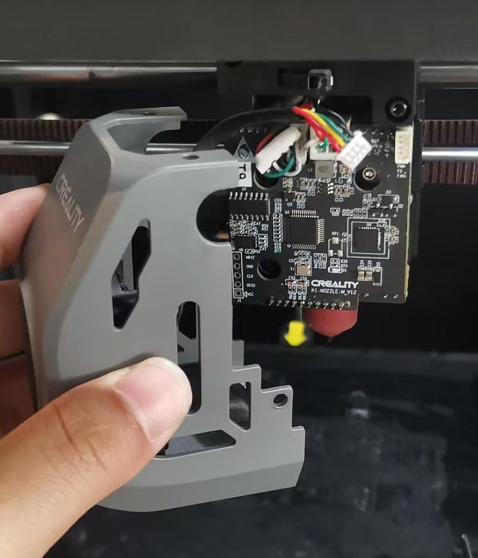
STEP 1:取下挤出电机防护罩,使用工具包中附带的扳手分别从挤出机两侧将固定挤出机组件的3颗圆柱头螺丝拆卸,托住挤出机组件下方,轻轻向上提起挤出机组件(注意不能猛然提起挤出机组件,避免损坏挤出机线)
STEP 2:使用工具包中浮点的扳手分别拆卸下挤出机组件前壳对角的两颗圆柱头螺钉,打开挤出机前壳,检查挤出机齿轮上是否有耗材碎屑残留。齿轮是否有破损变形,若有破损变形,则更换挤出机K1 Max 挤出机组件更换


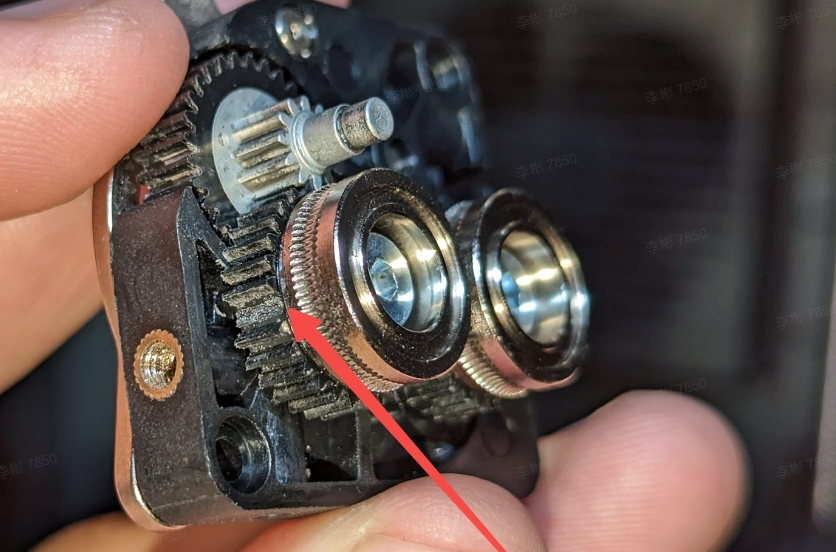
STEP 3:若挤出齿轮上有大量耗材碎屑残留,则使用软毛刷将挤出齿轮上的碎屑清理干净后,盖上挤出机前壳从新将挤出组件螺丝锁紧组装在X轴滑块安装位上,分别在左右侧锁紧3颗固定螺丝
STEP 4:重新进行自动进料操作,观察喷嘴处的耗材挤出情况,若挤出正常,挤出齿轮处正常运转无异响,则不出料异常处理完成
¶ 3.2.1.2 耗材无法插入到热端位置
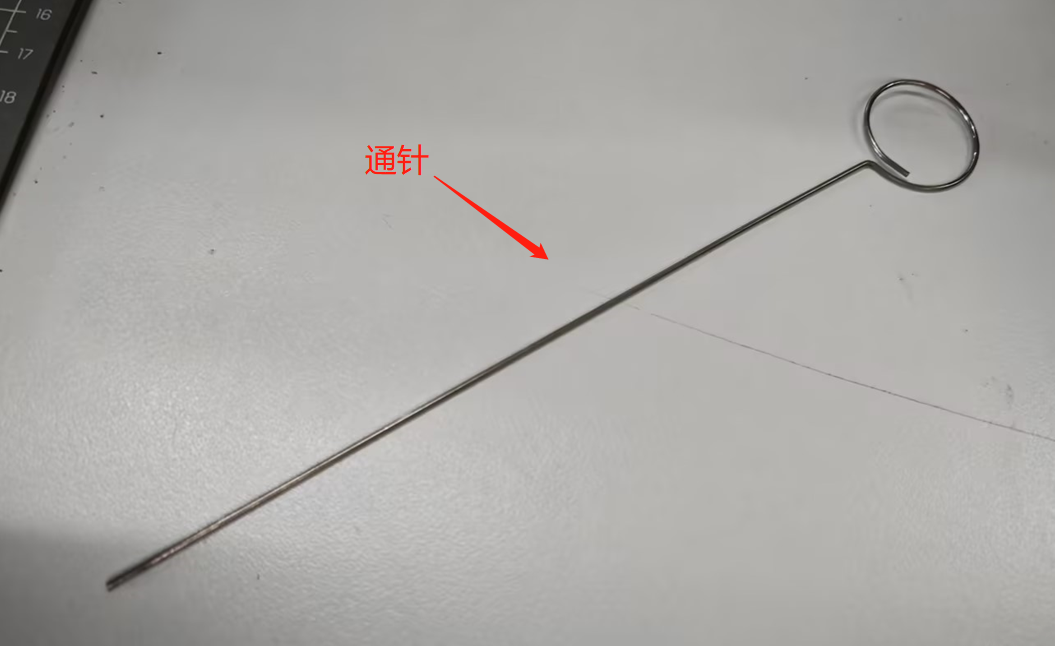
快速拔出耗材,使用工具包中的通针将挤出通道中的残留耗材向热端处挤压:
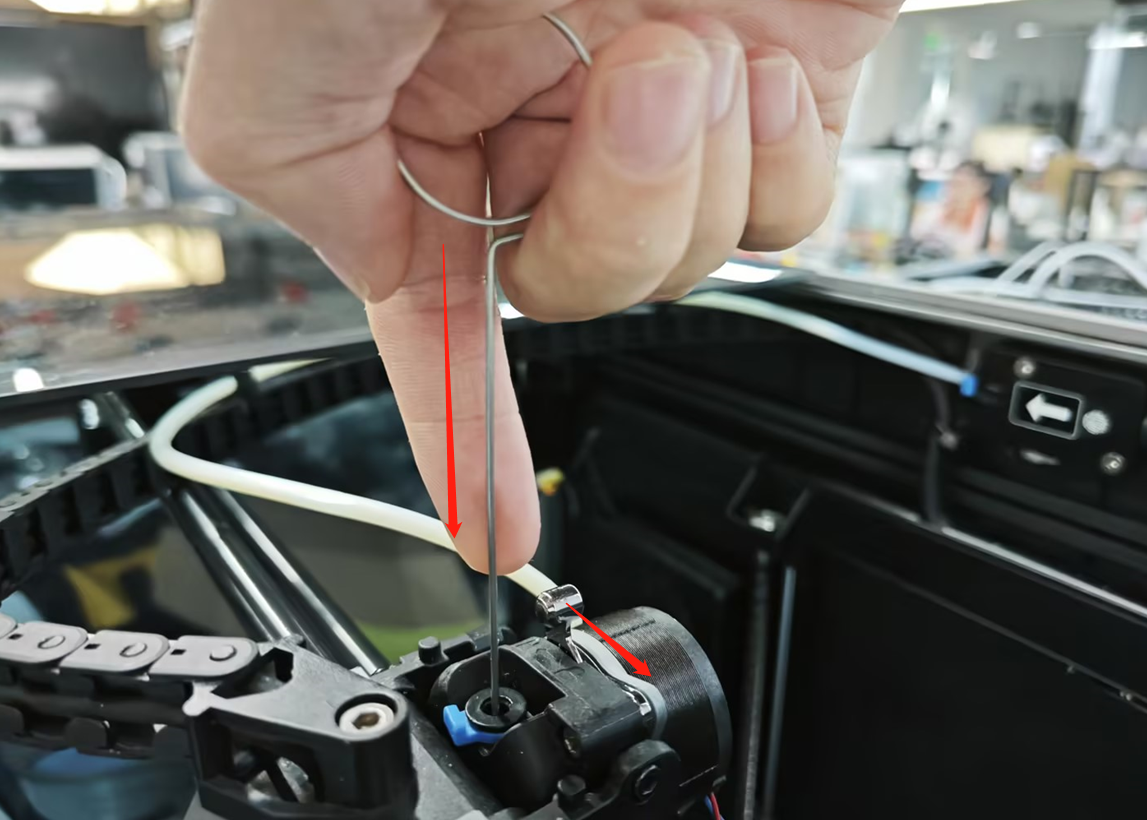
a.若挤出通道中的残留耗材完全推出至喷头并挤出机外。则快速抽出通针,避免通针端部的熔化耗材附着在喉管内壁和挤出齿轮上,并重复操作,完成不出料异常处理;
b.若挤出通道中的残留耗材无法被通针通开,则故障为热端堵头异常,进行堵头异常处理操作。
c.若不能拔出耗材,则为堵前壳,查看堵前壳/卡料处理流程
¶ 3.3 堵前壳/卡料处理流程

¶ 3.3.1 怎么判断是卡料?
- 喷嘴加热到挤出温度,打开挤出锁,用手无法拽出耗材,或在挤出齿轮处拽断(从近挤出端拔耗材?)
¶ 3.3.2 怎么避免卡料/堵料?
- 重新调平
- 不要关闭机箱风扇
- 使用官方切片参数配置,不要使用过高的热床温度(PLA不要超50℃,PETG不要超70℃),不要使用过低的喷嘴温度
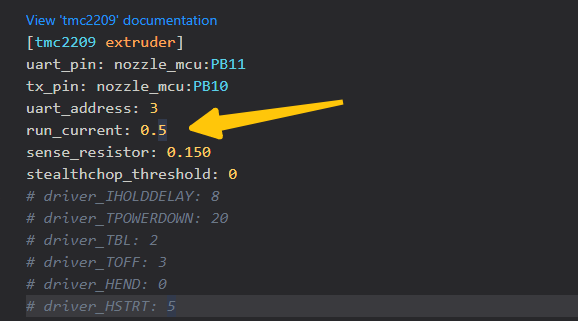
- 可调低挤出机电流
¶ 3.3.3卡料处理
STEP1:操作喷嘴预热到耗材挤出温度
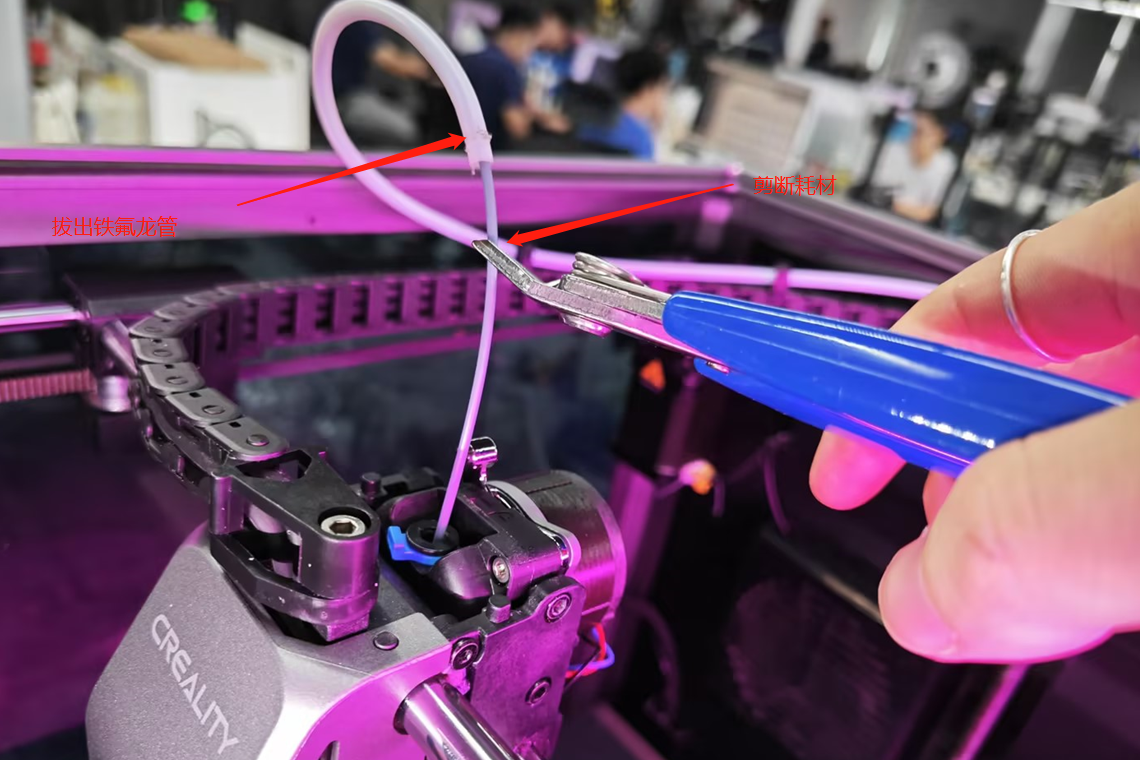
STEP2:打开挤出锁,拔开铁氟龙管,剪断耗材

STEP3:拆卸挤出机三颗螺丝
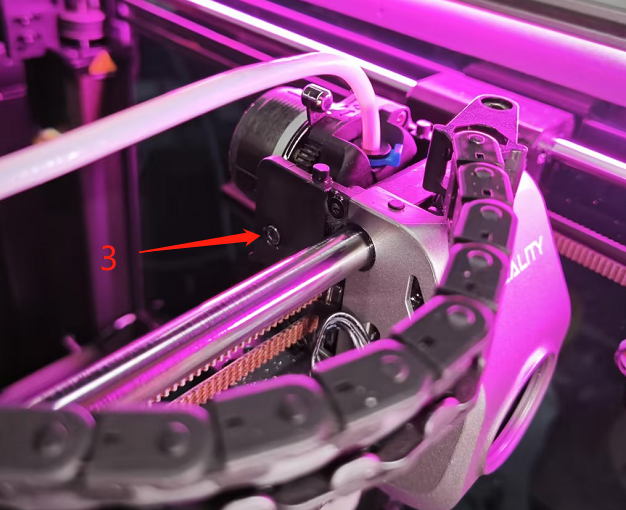
STEP4:拔出挤出机组件(不要扯到步进电机线材)
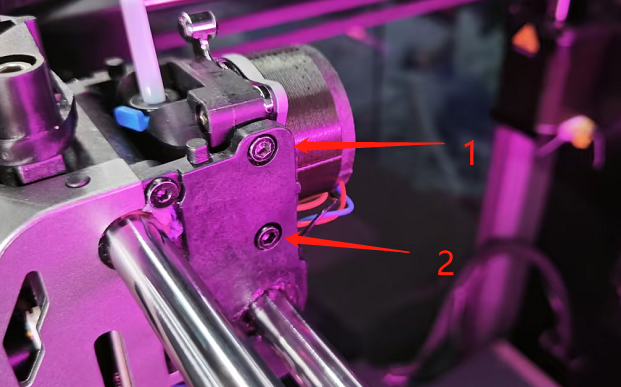
STEP5:拆除挤出机前壳两颗螺丝


注意,拔出后将喷嘴温度设为0℃
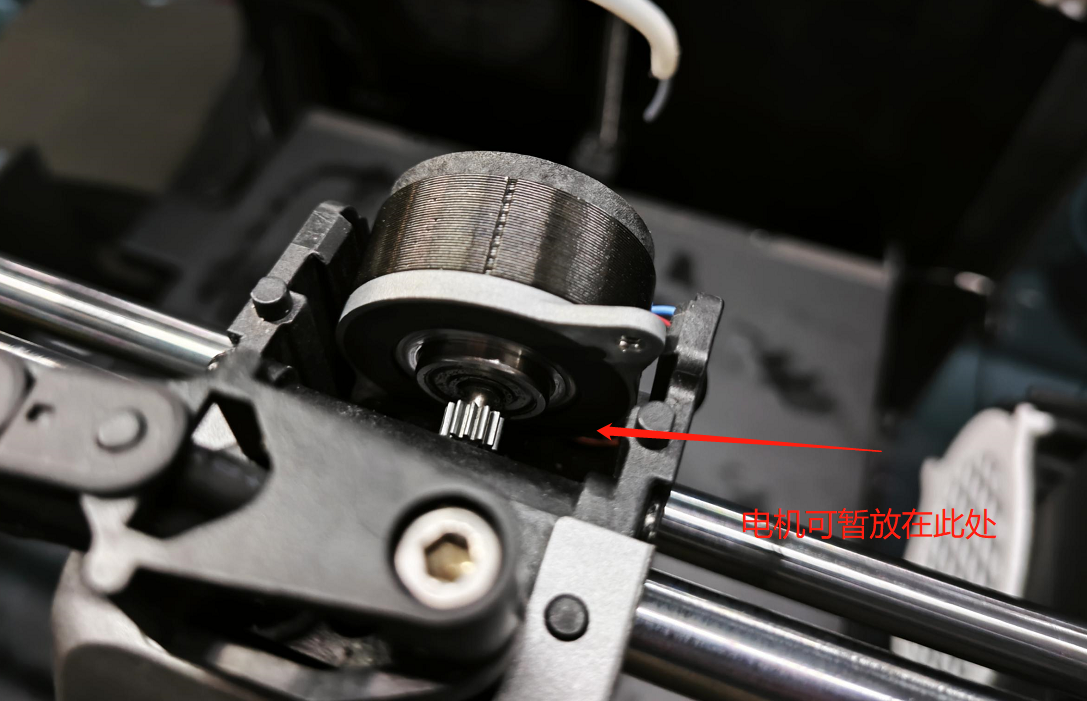
STEP6:分离电机和挤出机齿轮部分,电机可以暂放在X轴支架上
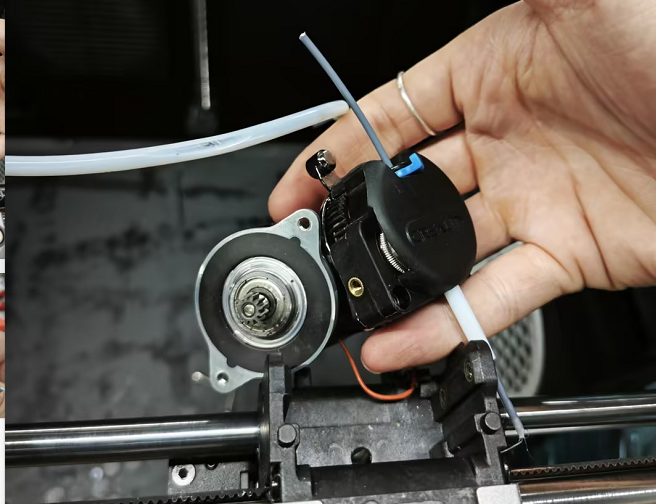
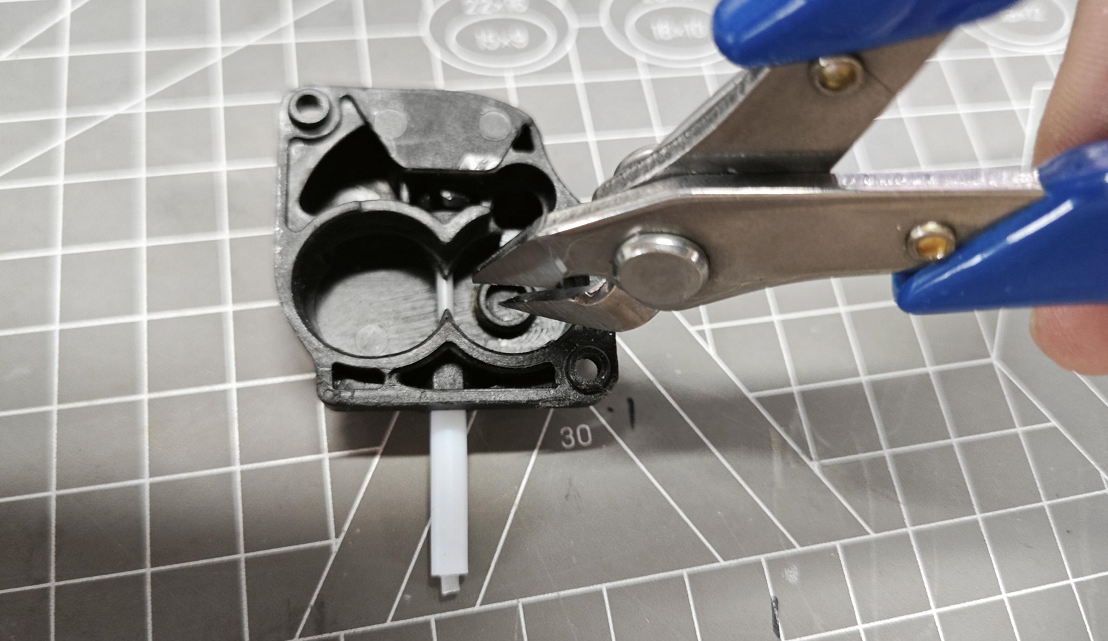
STEP7:分离挤出机齿轮组件和前壳(耗材卡在挤出无法拔出,增加处理方法)
(可以使用铲刀/剪钳等工具)


STEP8:处理前壳卡料部分耗材
如果在铁氟龙管卡死可利用通针/L扳手等工具捅出耗材
STEP9:按拆卸步骤复原
¶ 3.3.4 堵料处理
STEP 1:操作喷嘴预热到耗材挤出温度

STEP 2:打开挤出锁,拔开铁氟龙管,剪断耗材
STEP 3:拆卸挤出机三颗螺丝

STEP 4:拔出挤出机组件,发现堵料,并且堵塞耗材无法拔出
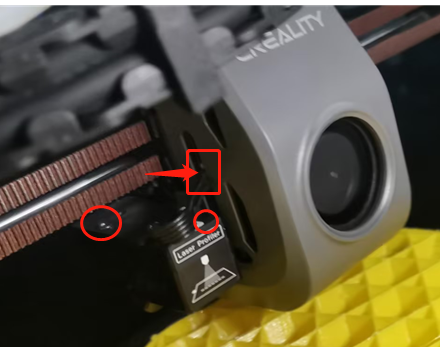
STEP 5:拆除AI激光雷达和挤出机前壳
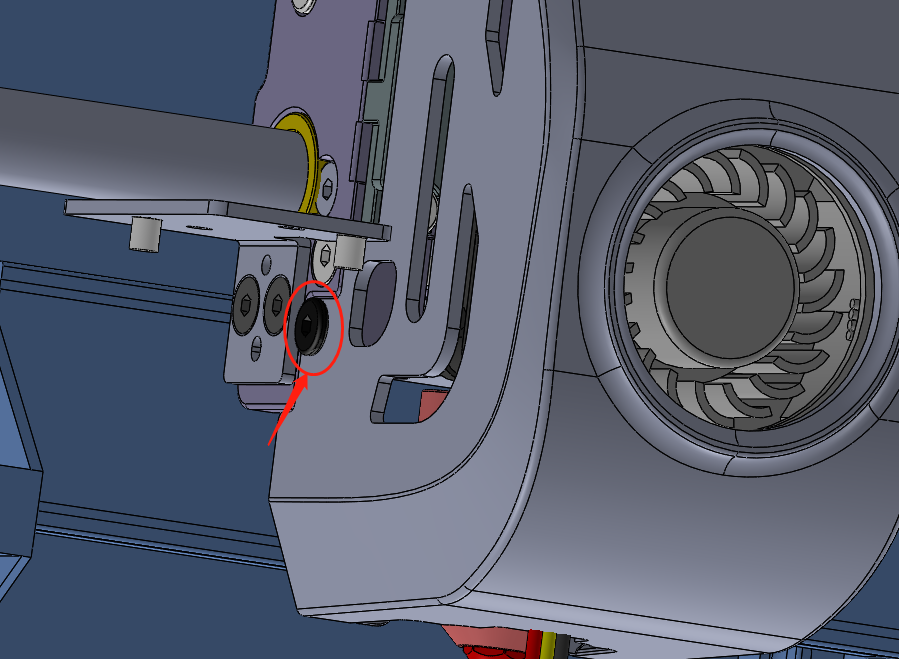
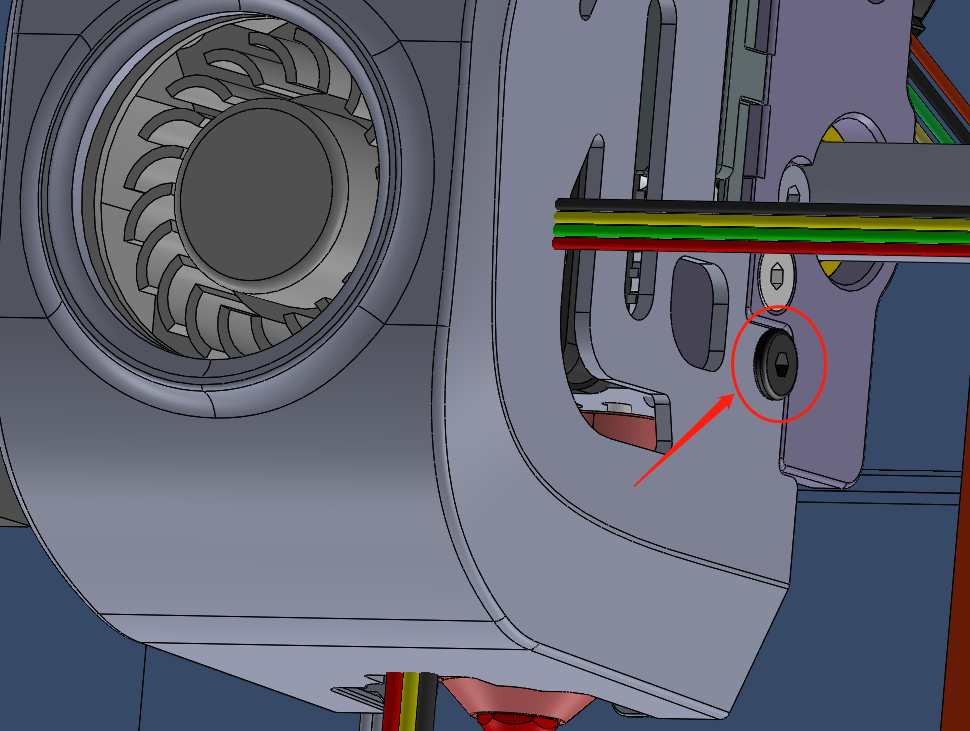
- 拔掉喷头小板左侧的传输线端子,并使用内六角扳手分别拆下AI激光雷达上方的两颗固定螺钉和喷头罩两侧的固定螺钉;
- 取下喷头罩并拔掉模型风扇端子
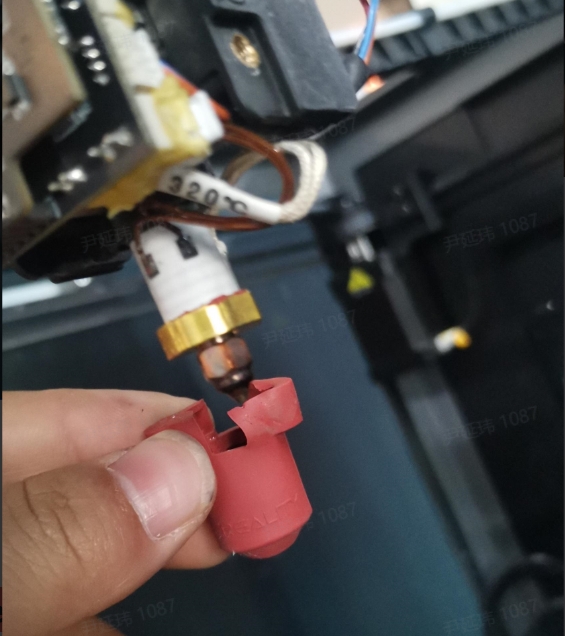
STEP 6:拆除热端
- 关闭机器电源或将喷嘴温度设为0℃后再进行操作
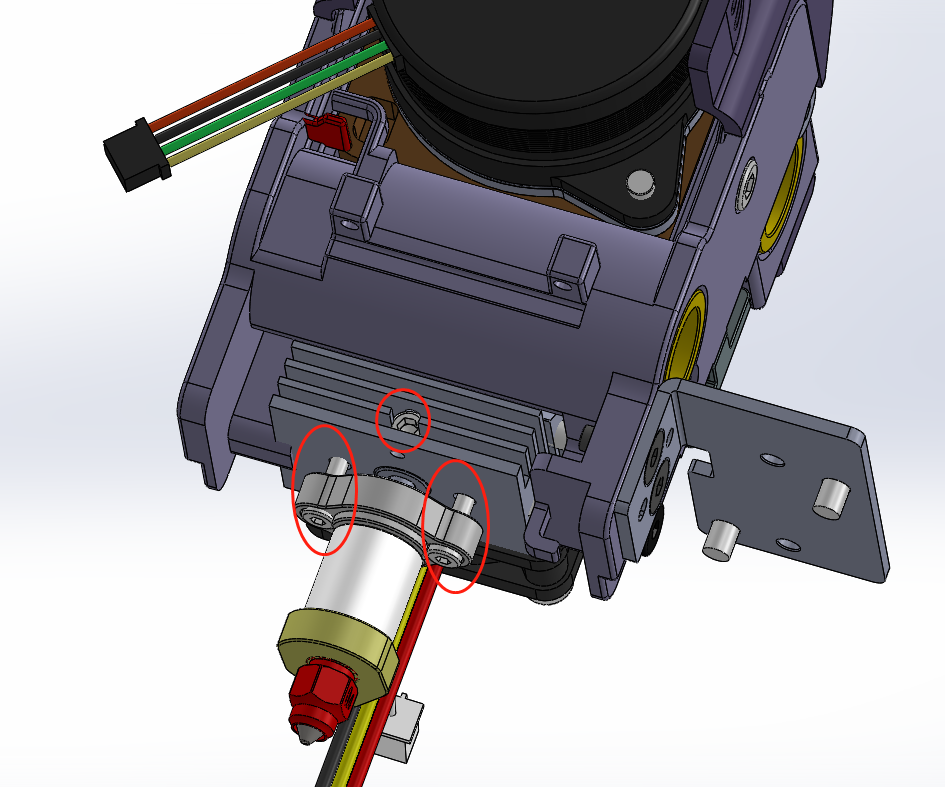
- 待温度冷却至常温,卸下包裹热端的隔热套,使用内六角扳手拆下散热块中部固定喉管的顶丝和固定热端的两颗圆柱头螺钉;
- 拔出在喷头小板背后连接的加热环和热敏电阻的端子,取下热端;

STEP 7:处理堵塞耗材
STEP 8:复原