¶ 概述
普通耗材可以高速打印吗?
答:可以,要在切片中选择对应耗材配置。
我的耗材最高能打印多大速度,能突破300速度吗?
答:需要测试后确定。
进料步骤请查看Wiki:K1C/K1C2025进料/退料/更换耗材
¶ 切片设置
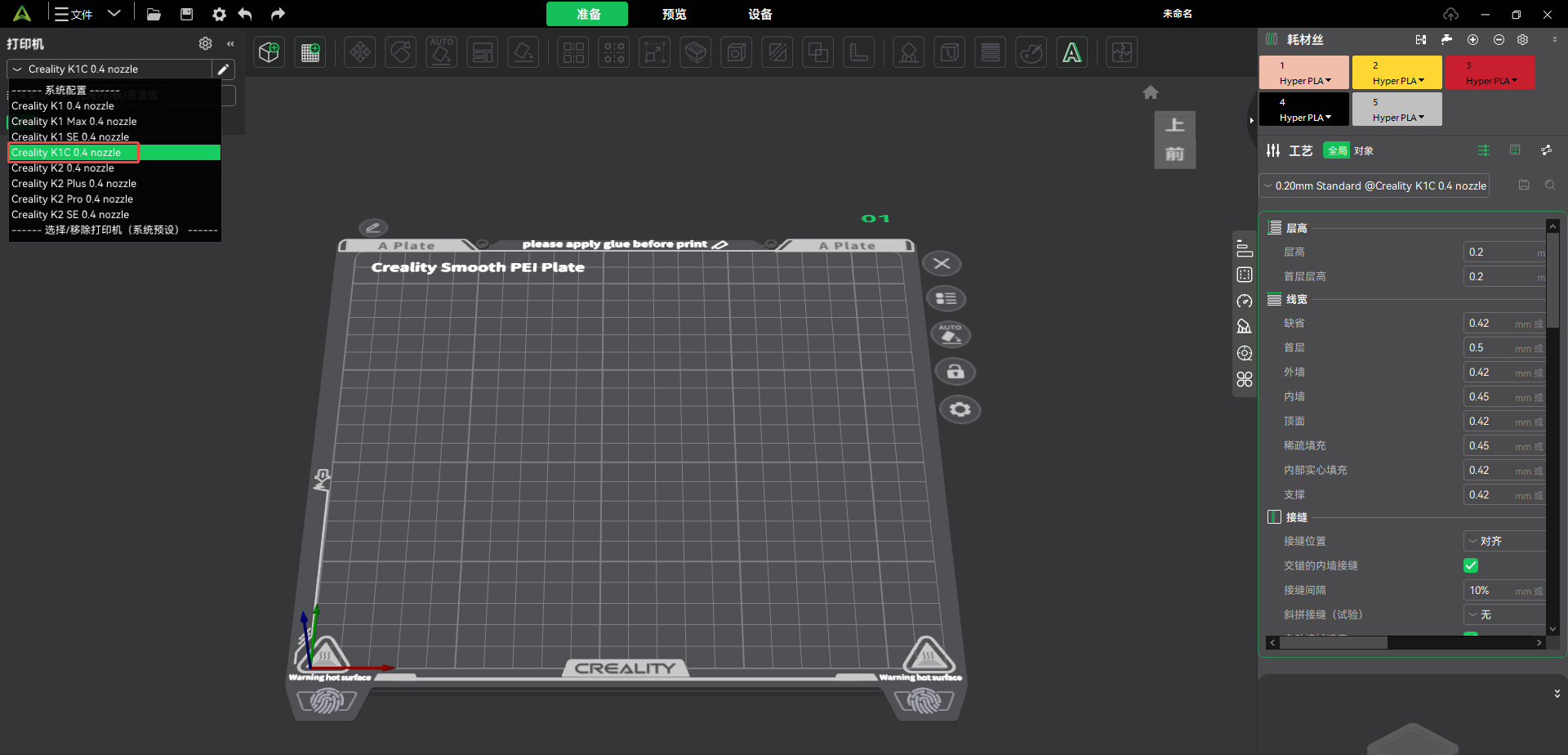
打开官方切片V6.1以上版本
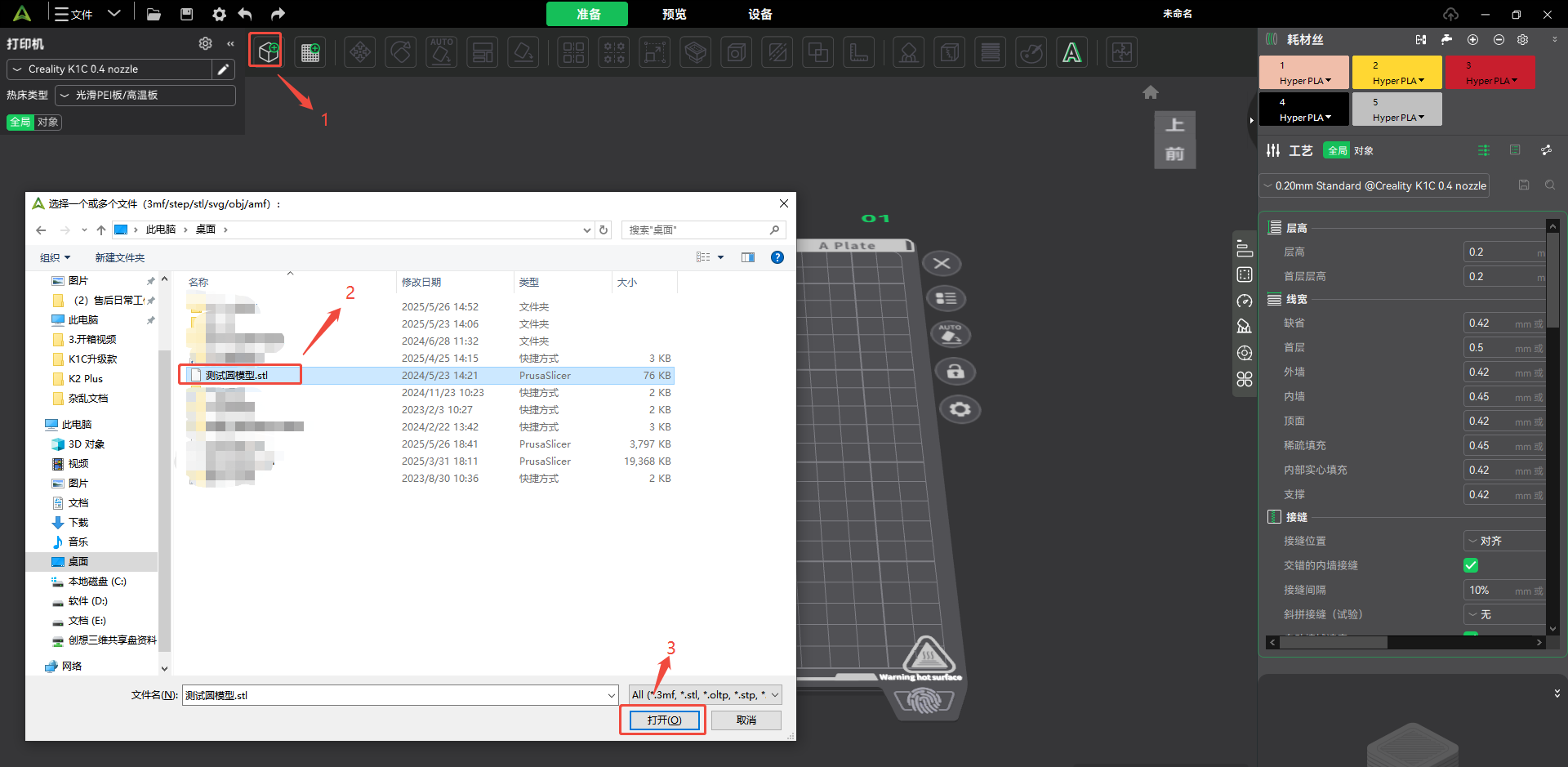
打印机选择 K1C 导入模型
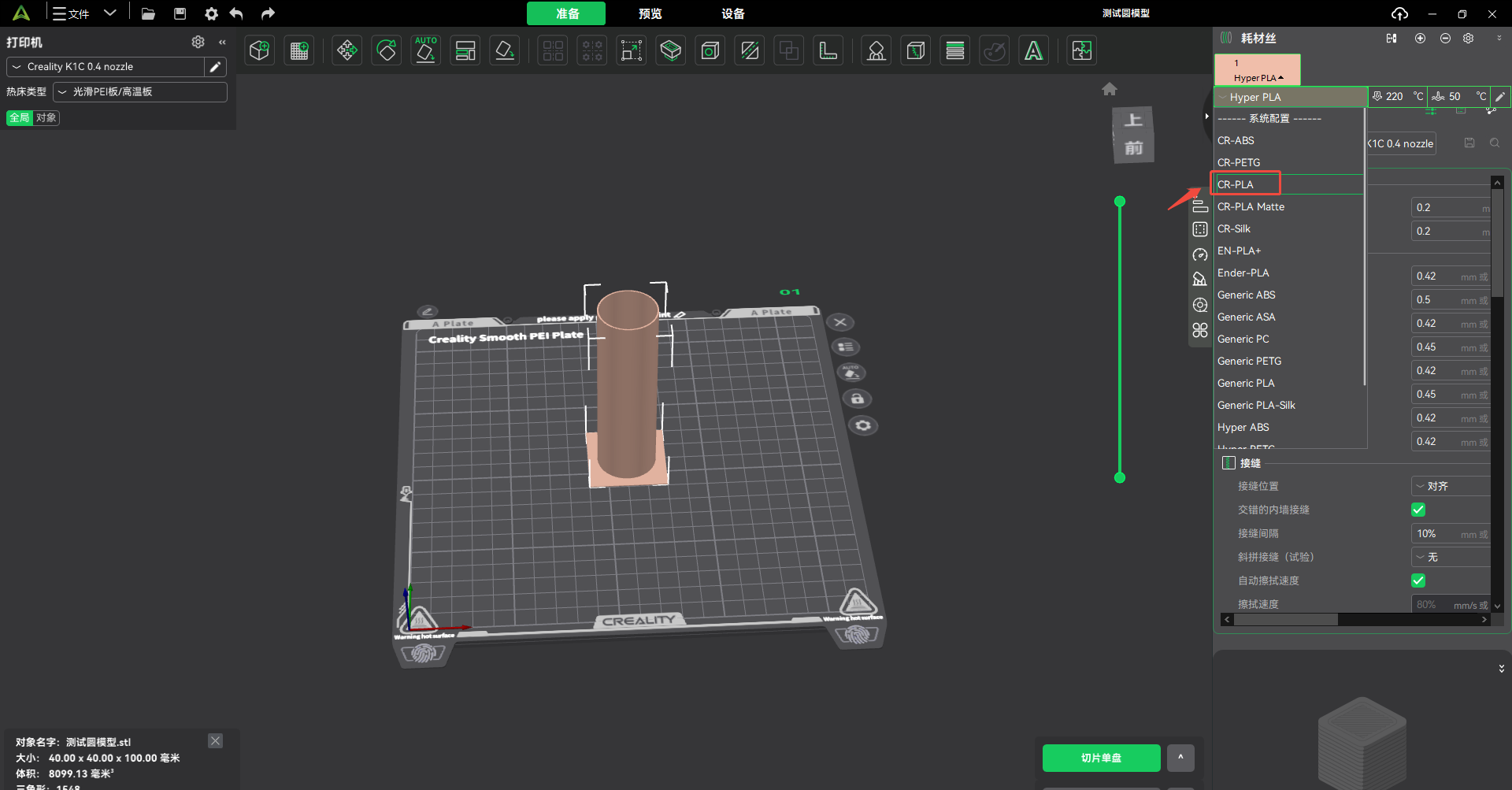
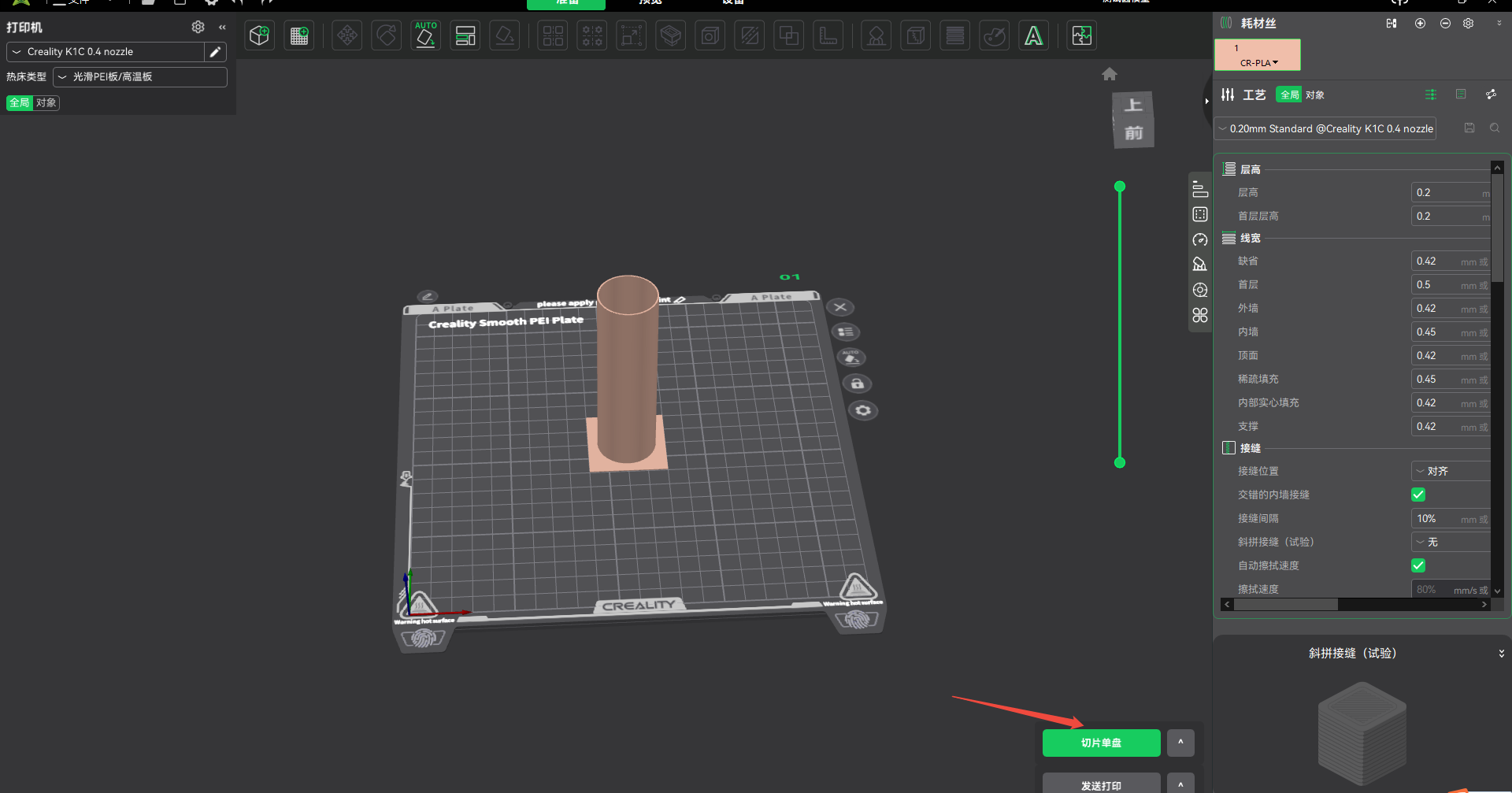
在右上方耗材中选择准备使用打印模型的耗材,具体模型特殊修改合适的参数。如果是规则的简单模型,选择完耗材后可以直接点击【切片单盘】
例如:
使用普通PLA打印,在右边选择通用PLA
使用官方的CR-PLA打印,在右边选择CR-PLA
|
|
|
|
¶ 打印前准备
¶ 清理平台板
平台板脏污,手汗污染;使用洗洁精和清水清洗平台板,或使用酒精擦拭
涂胶过厚,或打印多次;请用清水清洗平台板
¶ 确保涂胶正确
使用正确的胶水,如下图,图一机器自带固体胶
固体胶薄涂一层在板子即可(机器出厂胶水)
如:
¶ 确认是否需要勾选打印校准
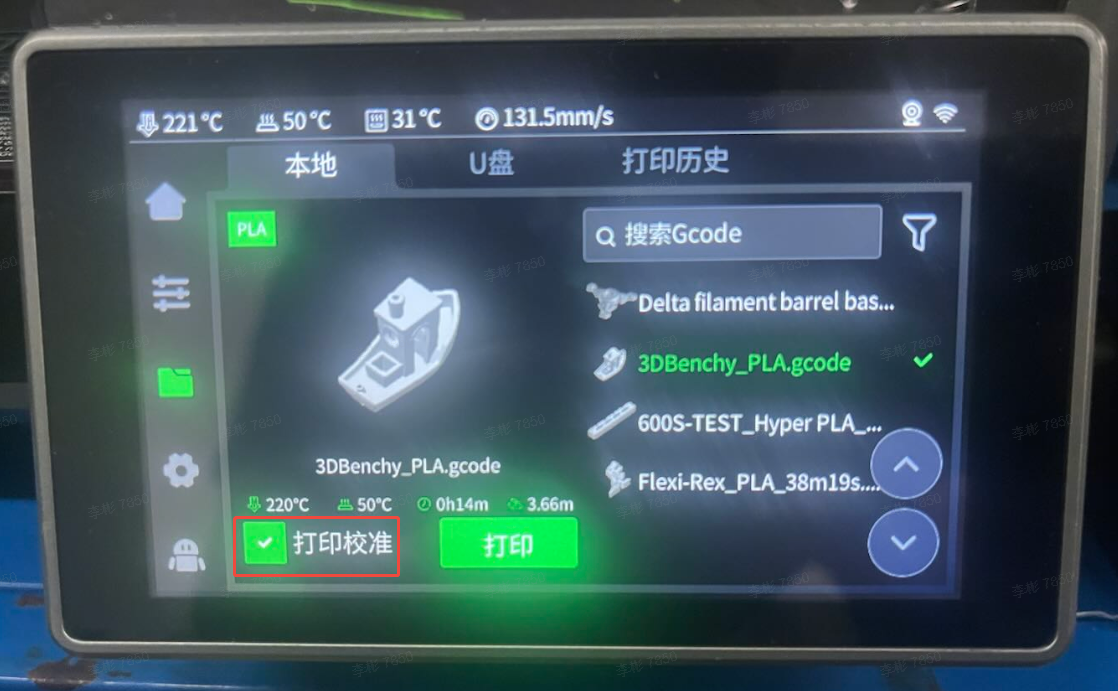
打印校准包含自动调平,流量校准,首层检测功能(流量校准/首层检测功能默认关闭)
如不勾选则不会执行自动调平/流量校准/首层检测
什么情况下必须打印校准?
当出现以下情况时必须勾选打印校准
1.跟上次打印的耗材不同,如 上次打印PLA,本次打印ABS(热床温度不一样,调平数据差异)
2.机器有搬动
3.刚升级过固件
什么情况下无需勾选打印校准?
1.重复打印,上次打印成功
2.打印模型较小,且在热床中心
¶ 打印中
如果打印ABS/ASA等工程耗材,建议手动关闭机箱风扇。
¶ 官方推荐耗材参数
使用CrealityPrint V6.1以上版本。
|
K1 系列机器耗材通用参数表 |
||||||
| 耗材名称 |
喷嘴温度 ℃ |
热床温度 ℃ |
最佳打印速度 (0.2mm层高) mm/s |
最大体积流量 mm³/s |
模型冷却风扇 | 辅助冷却风扇 |
| Hyper PLA | 220 | 45 | 300 | 23 | 100% | 80% |
| CR-PLA | 230 | 45 | 150 | 20 | 100% | 80% |
| PLA-silk | 230 | 45 | 120 | 10 | 100% | 80% |
| 通用PLA | 230 | 45 | 200 | 18 | 100% | 80% |
| 通用PETG | 250 | 70 | 120 | 9 | 80% | 0% |
| 通用ABS | 260 | 100 | 250 | 20 | 70% | 0% |
| 通用TPU | 230 | 50 | 50 | 3.5 | 100% | 70% |
| CR-PLA Carbon | 220 | 45 | 150 | 11 | 100% | 0% |
| CR-PA Carbon | 250 | 100 | 120 | 10 | 80% | 0% |
| 通用ASA | 260 | 100 | 150 | 15 | 80% | 0% |
| 通用PC | 260 | 100 | 120 | 10 | 80% | 0% |
|
注: 1.耗材最高打印速度,打印温度跟耗材特性相关,请以耗材厂商建议和官方切片软件配置为准。 2.打印前建议打印平台均匀涂抹固体胶以改善首层粘接。 3.PA/PA-CF/TPU等易受潮材料建议打印前先烘干或存放时保持干燥。 4.非官方耗材请在切片软件选择通用耗材参数。 5.建议使用官方高速耗材打印,获得更好打印质量。 |
||||||
¶ 温馨提示
如果您参照该文档步骤操作仍旧没有解决问题,或操作过程中有任何困难,可以点击wiki页面右下角在线服务窗口联系我们官方售后团队提供帮助。