AI并不能完全替代人工,有一定局限性,做不到100%正确率,我们会持续优化算法提升检测准确率
K1 系列AI检测采用边缘AI方案(机器本地部署),优点:实时反馈、无需网络
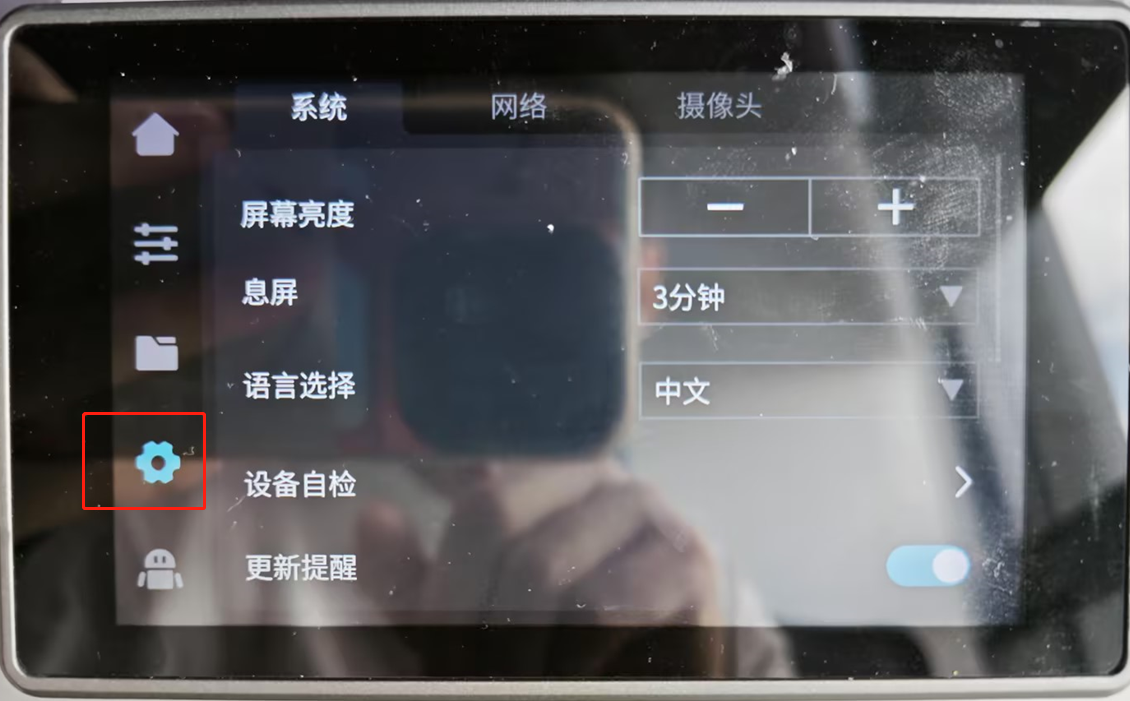
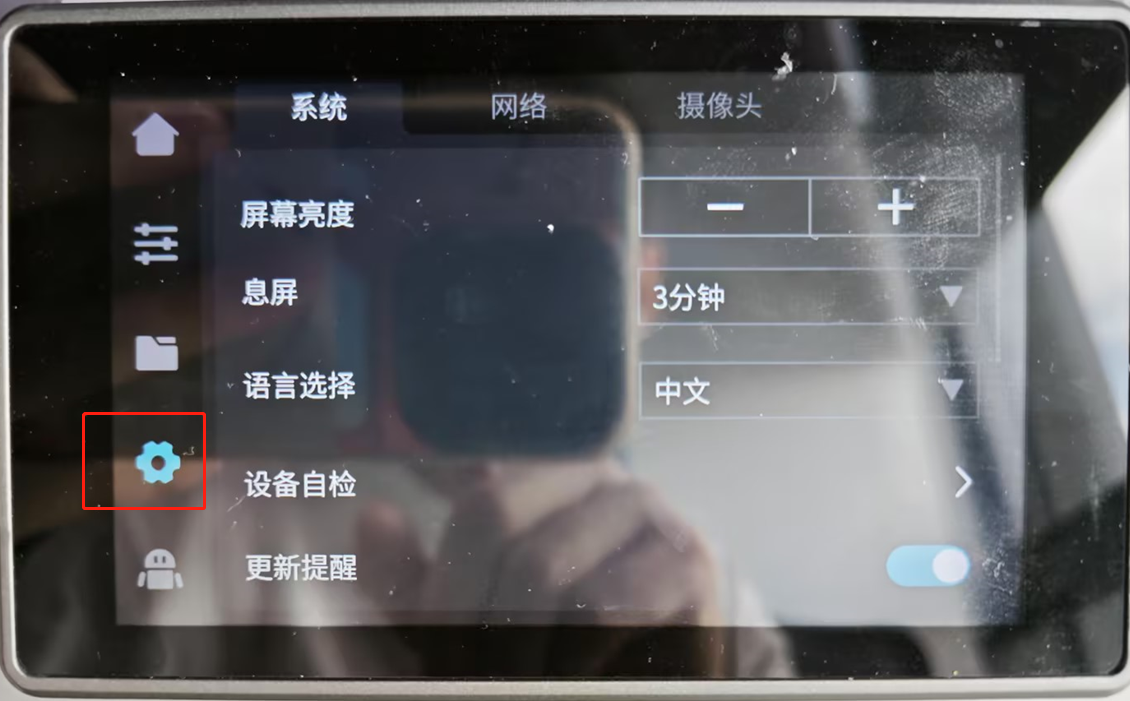
¶ 1. 在哪里打开/关闭AI功能
- 系统设置-摄像头-AI功能
STEP1:设置
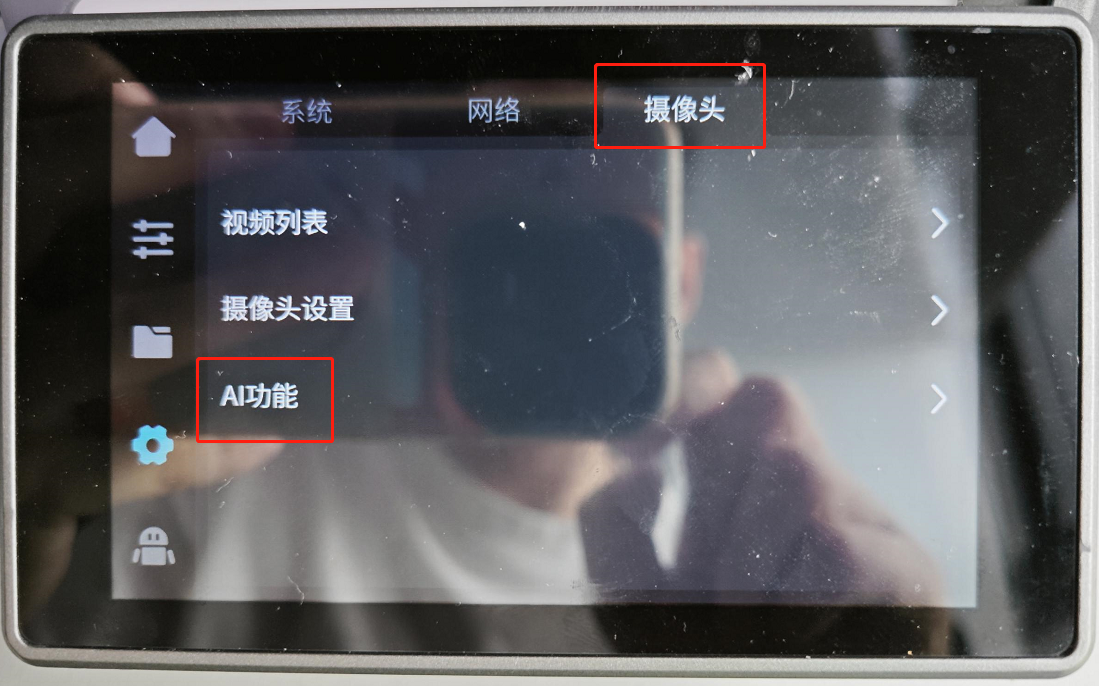
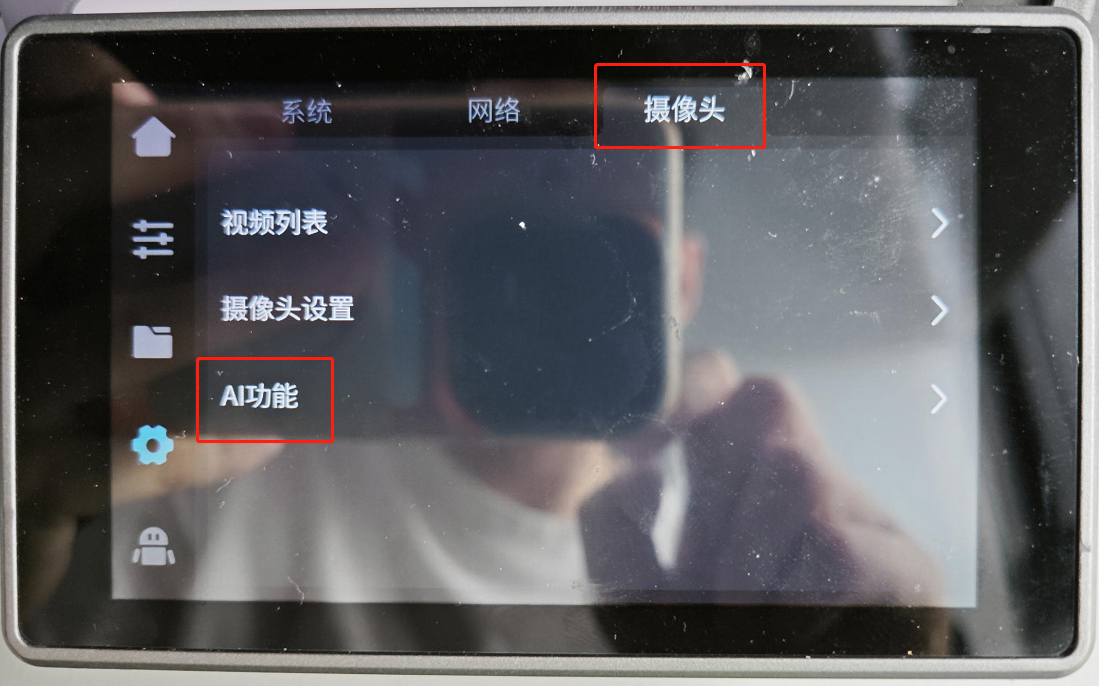
STEP2:摄像头-AI功能
STEP3:AI相关设置
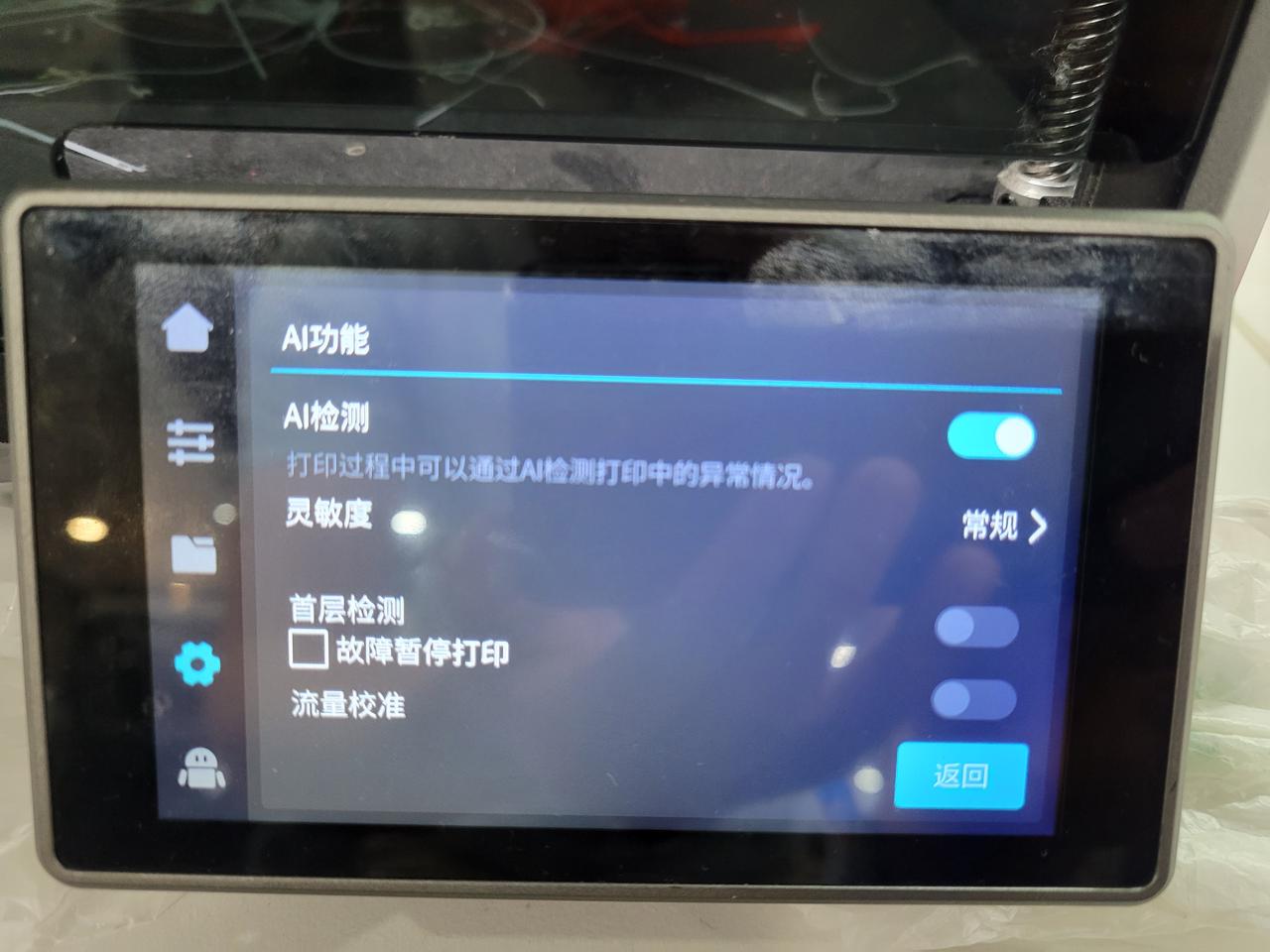
出厂状态,默认关闭所有AI校准,需手动打开
STEP4:勾选打印校准

¶ 2. AI功能都有什么作用?
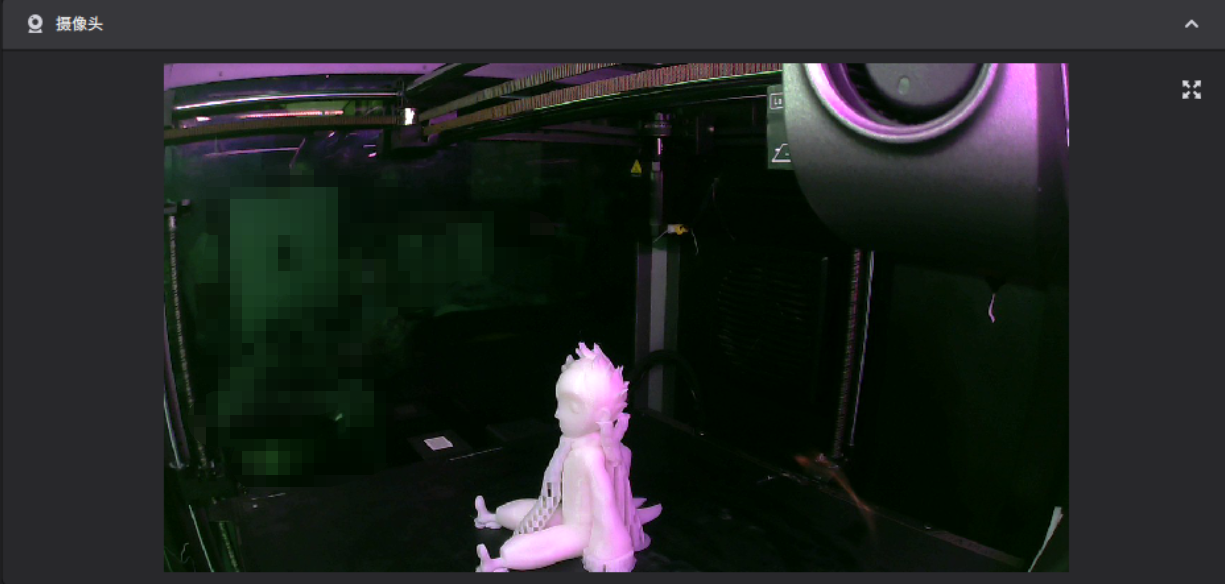
¶ 2.1 AI检测 (腔体摄像头)
异物检测和意面检测均由AI检测按钮控制

¶ 2.1.1 平台板有无检测 [K1Max]
概述:当打印前未放置平台板时,点击打印,摄像头检测到未放置打印平台板,弹窗提醒并会暂停本次打印
¶ 2.1.2 平台异物检测
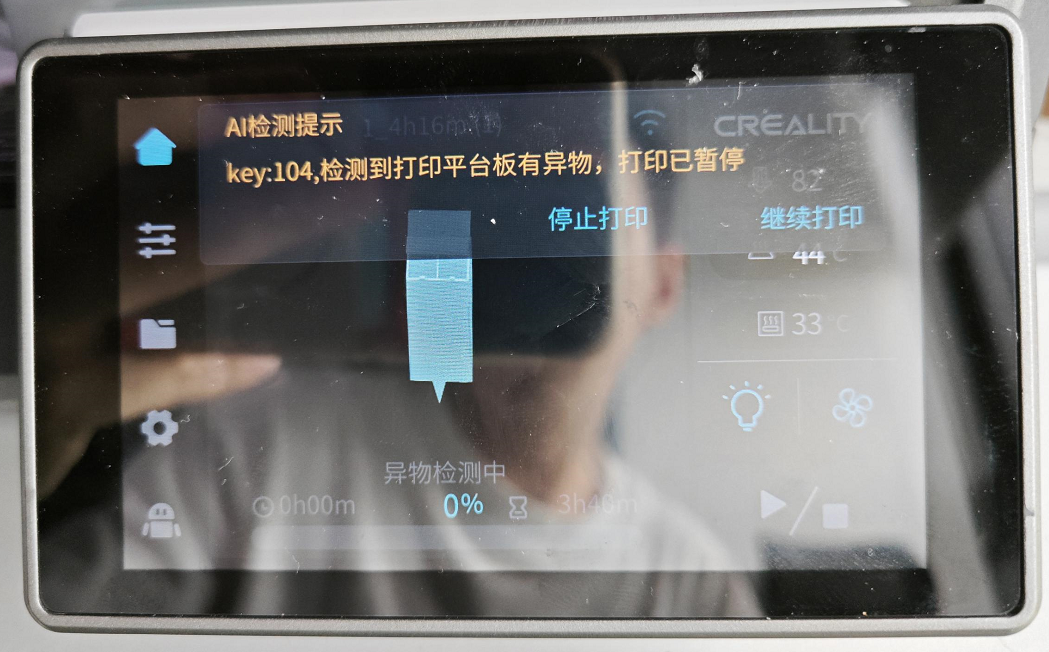
概述:当平台上遗留有物品时,或者上次打印的模型未取走时,点击打印模型,摄像头检测到平台上有物品,弹窗提醒用户并会暂停打印(代码104)
¶ 2.1.2.1 异物检测流程
摄像头监控到打印平台板有物品存在
- 点击打印,检测到异物,提醒并暂停
- 如果误检点击继续打印就可以
¶ 2.1.3 意面检测
-
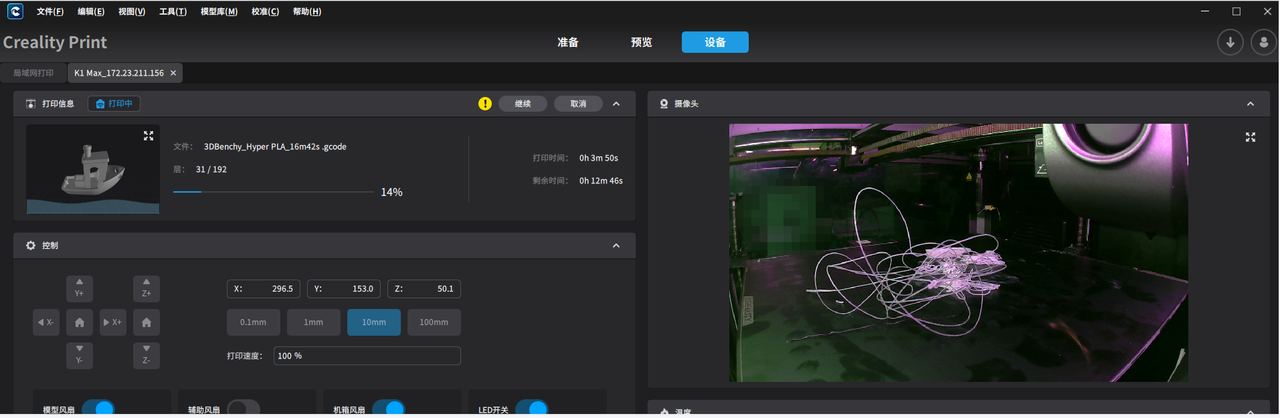
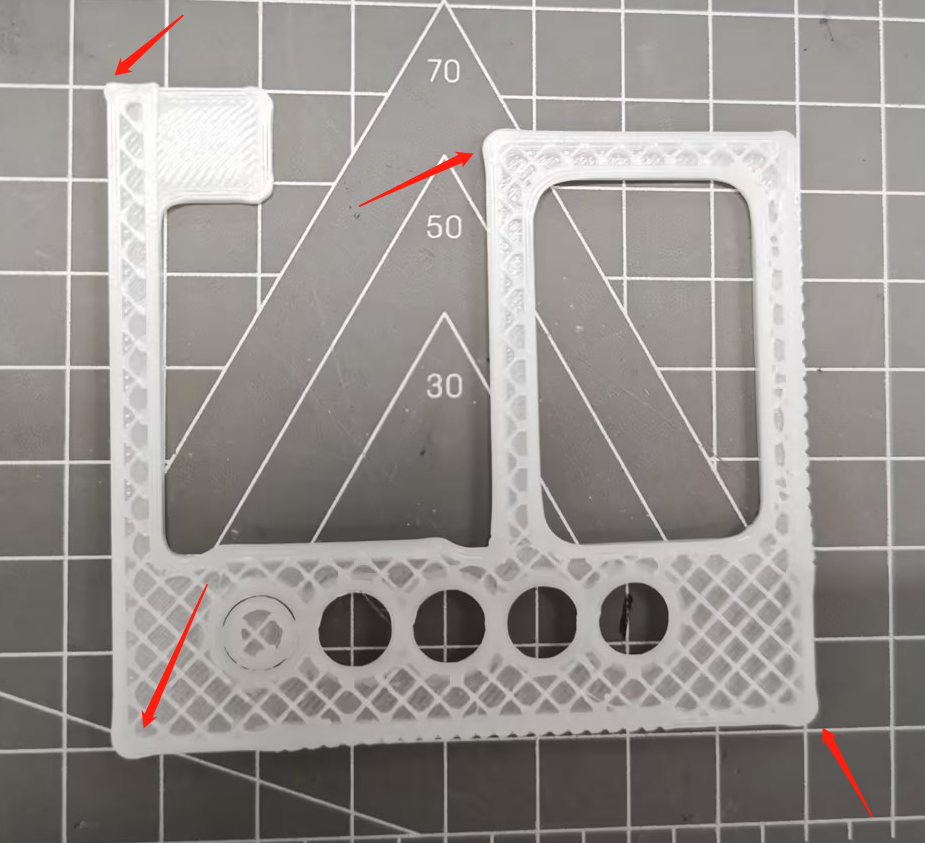
概述:当打印中出现模型倒塌,或者Z轴异常,但是又没堵料时,会出现一堆丝在平台板上,摄像头检测到丝状物存在,就会弹窗报打印质量问题
-
出厂默认不打开暂停功能,防止误检造成打印失败
-
如果频繁误报,可在系统设置-摄像头-AI功能中关闭AI检测
-
用到的技术:深度学习神经网络、端到端目标检测算法
¶ 2.1.3.1 意面检测流程
打印中出现打印失败,屏幕/切片都会弹窗报检测到打印质量问题(代码101),并暂停打印(需要勾选故障暂停打印)


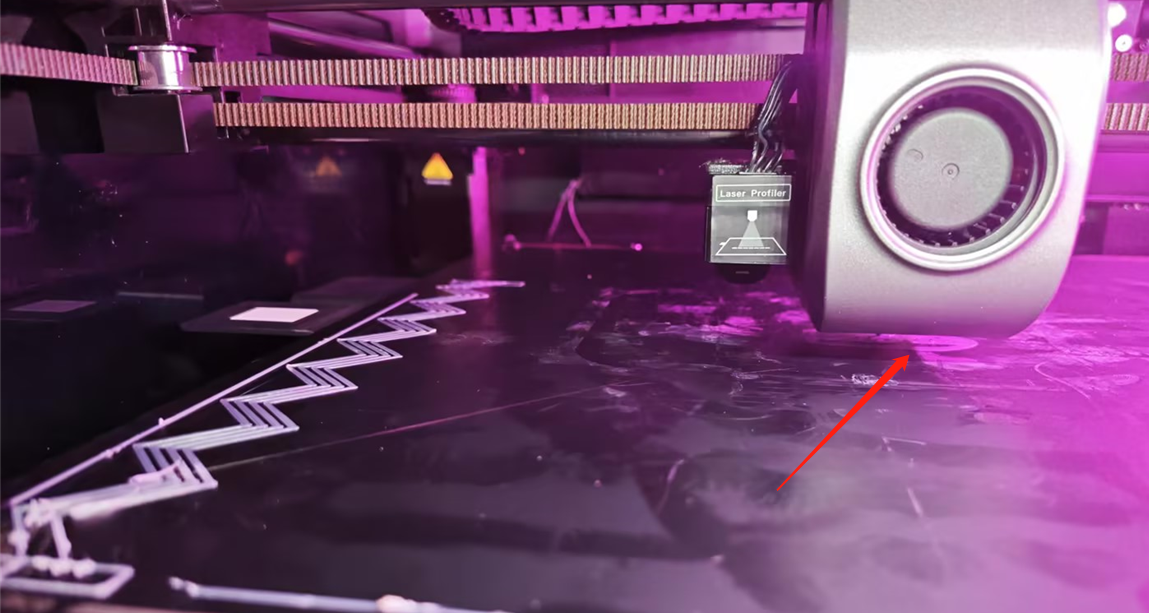
¶ 2.2 流量校准 (AI激光雷达)
-
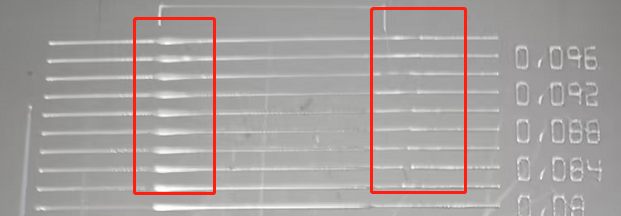
概述:流量校准是为了找出当前打印文件的最佳压力推进参数,从而获得更好的打印质量,通过打印流量校准图案,使用激光扫描图案,进行最佳图案判断出最佳参数
-
当前兼容CrealityPrint/Orcaslicer/Prusaslicer生成的打印文件[gcode]
-
开启流量校准
-
系统设置-摄像头-AI功能
STEP1:设置
STEP2:摄像头-AI功能
STEP3:AI相关设置
-
打开流量校准(mothion advance)
-
如未打开,不会执行流量校准

STEP4:打印中勾选打印校准
如未勾选,不会执行流量校准

如未勾选则打印时不会执行调平/首层检测/流量校准
- 流量校准流程:
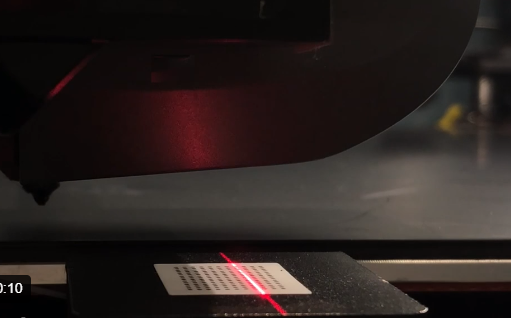
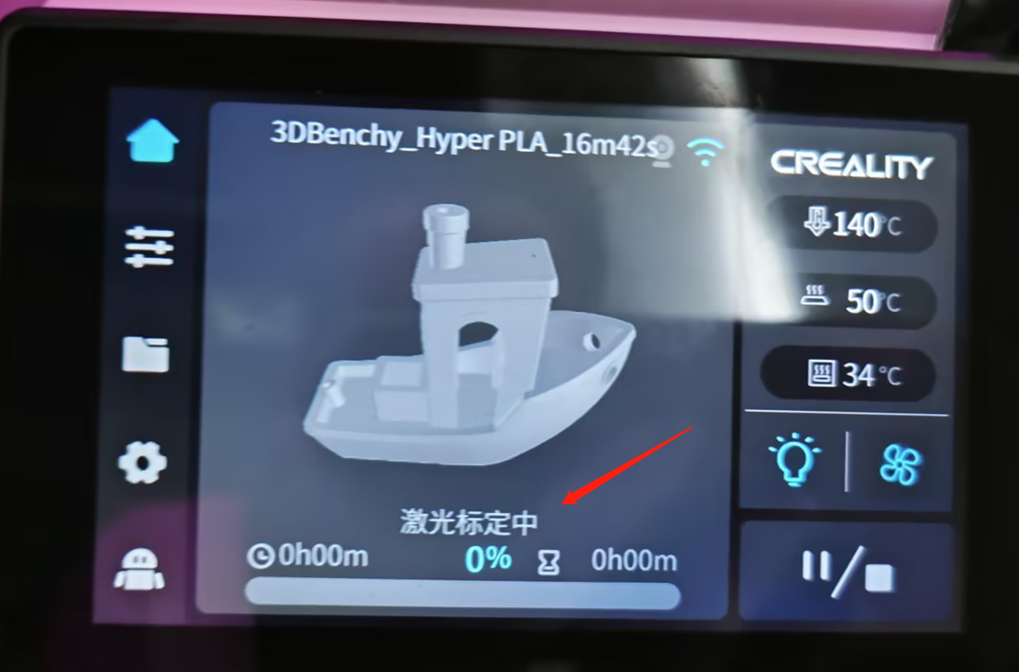
STEP1:激光标定(校准激光)
STEP2:激光扫描校准区域

STEP3:打印流量校准图案


STEP4:计算并应用到当前打印文件
¶ 2.2.1 为什么要进行流量校准?
先让我们看看压力推进参数(PA值)设置错误的情况
¶ 2.2.1.1 PA值偏大
测试使用HyperPLA,正确PA值为0.04,图中设置为0.08,拐角缺料
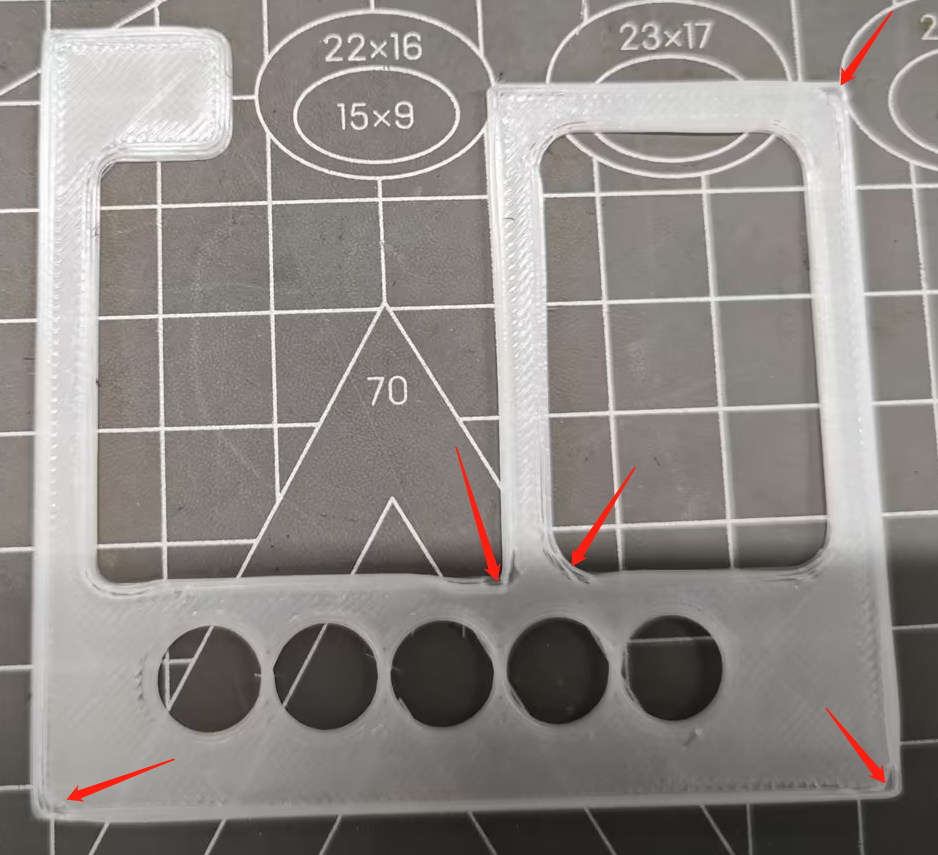
如图,PA测试图案中PA值偏大,会导致开始挤出多挤出,而结束挤出时缺料
¶ 2.2.1.2 PA值偏小
测试使用HyperPLA,正确PA值为0.04,图中设置为0,缺陷表现为边角过大凸出
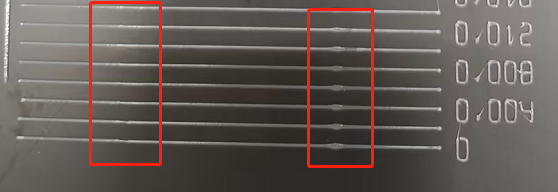
如图校准图案中PA值偏小,会导致开始挤出时过少,而结束挤出时挤出过多
¶ 2.3 首层检测(AI激光雷达功能)
概述:开启此功能,激光雷达会扫描首层打印效果,如果出现模型缺失,或者模型起翘,会弹窗报打印质量问题
¶ 2.3.1 首层检测流程
STEP1:激光标定(校准激光)
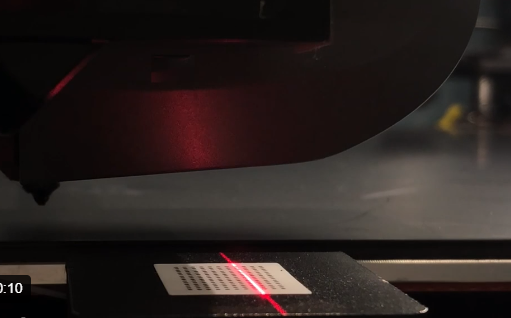
激光照射标定贴纸
STEP2:激光扫描首层区域

STEP3:打印首层
STEP4:激光扫描首层

¶ 3. AI检测及校准有哪些局限性?
3.1 异物及平台板检测:可以识别大多数情况(如未放置打印平台板,平台板上有模型或者大型杂物),环境光影响或者特殊颜色可能检测不到,摄像头范围之外的暂时检测不到,平台板涂胶泛白可能会引起误检;
3.2 意面检测:可以识别大多数情况,对耗材颜色,环境光有要求;有的环境适配很好,但有的环境下识别会有误检问题;
3.3 首层检测:低灵敏度,首层轻微缺失,轻微翘起检测不到;
3.4 流量校准:兼容CrealityPirnt4.3以上及Orcaslicer切片;可对较硬耗材进行校准如PLA/ABS,暂无法校准TPU/PA或Carbon fiber材料
3.5 故障暂停:由于上述不同环境下存在误检情况不一,可以根据自己机器环境来决定是否打开或者关闭,或者将灵敏度置于低档位
¶ 4. 未来AI会有哪些升级?
空打检测:当模型出现空打时可以自动暂停
翘曲检测:当模型出现翘边时可以自动暂停