¶ 1. 故障现象:
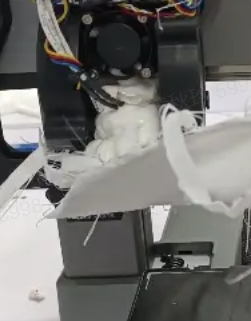
¶ 2. 原因分析:
1、自动调平时外界干扰
2、喷嘴和热床没有清理干净
3、耗材与切片参数不匹配
¶ 3. 排查及解决方案:
- 在屏幕控制界面点击解锁电机,将平台压到底部,移动挤出机到便于操作的位置
- 取下喷头罩,若裹头严重无法取出可考虑破坏喷头罩(喷头罩损坏风险)
- 根据当前裹头的材料,提高喷头温度直到超过耗材推荐打印温度(例PLA推荐打印温度为190℃~230℃,则推荐喷嘴升温到250℃),升温后需等待一段时间(约5~8分钟)
- 佩戴耐热手套或利用剪钳等其他工具,尝试将裹头的耗材从热端上取下,可通过左右、前后摇晃的方式会更容易取下
- 待较大块的裹头耗材清理完后,设定喷头温度为30℃,等待喷嘴降温
- 注意:若喉管风扇被卡住且不易清理,会导致喷嘴降温缓慢,需耐心等待,小心烫伤,可利用吹风机(冷风档)辅助降
6. 用扳手或螺丝刀,手动推动切刀切断耗材
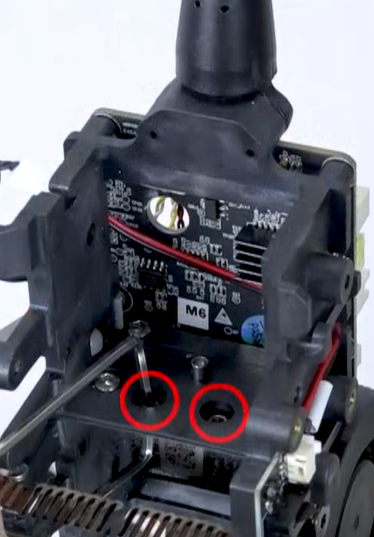
7. 用六角扳手拧下固定热端组件的两颗螺丝,小心拔出热端和热敏的排线,取下热端
8. 清理其余残留的裹头耗材,小心清理喉管风扇、热端pcb板等位置(喉管风扇损坏风险、热端pcb损坏风险)
9. 对热端进行清洁,若损坏严重可考虑直接更换热端组件(热端组件损坏风险)
10. 清洁完成后,装回热端组件,对应插好热端、热敏排线,装好喷头罩
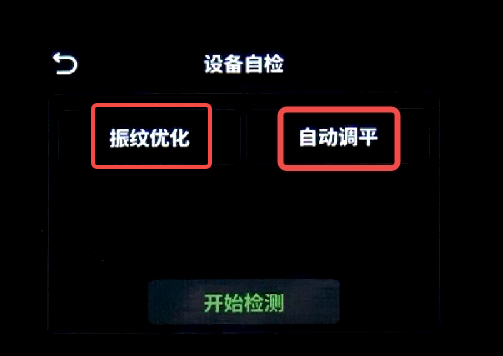
11. 确保挤出机内无耗材,在校准页面选择振纹优化、自动调平,等待机器自检完成即可继续使用