¶ 耗材回抽定义
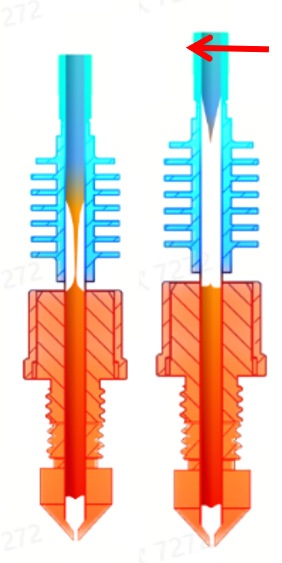
在每次打印切换料时,系统会按照参数步骤,逐行依次执行退料动作,从而控制耗材尖端;最后,外置切刀切割并退料,耗材形成尖端的过程,即为耗材回抽。良品与不良品如下图所示。



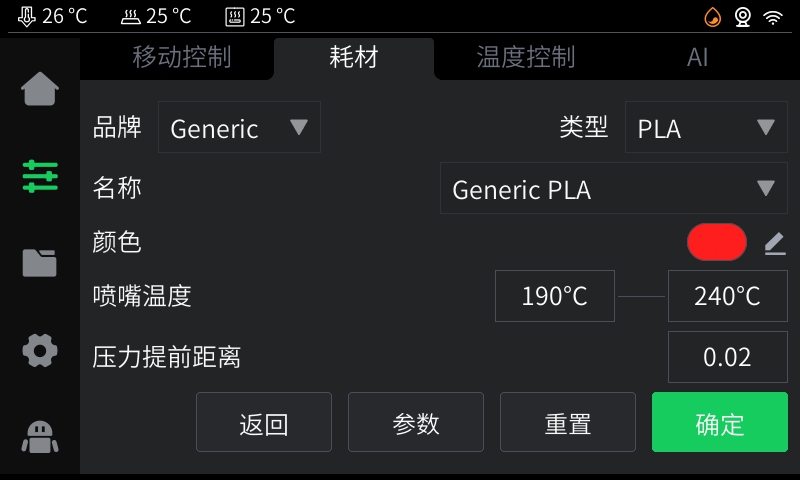
¶ 参数设置说明
当使用第三方耗材时,通过打印机UI界面选择自定义耗材类型及名称。
- 参数:单击后进入耗材回抽设置参数页面;
- 确定:为设置使用当前耗材(跳转至如下图所示)
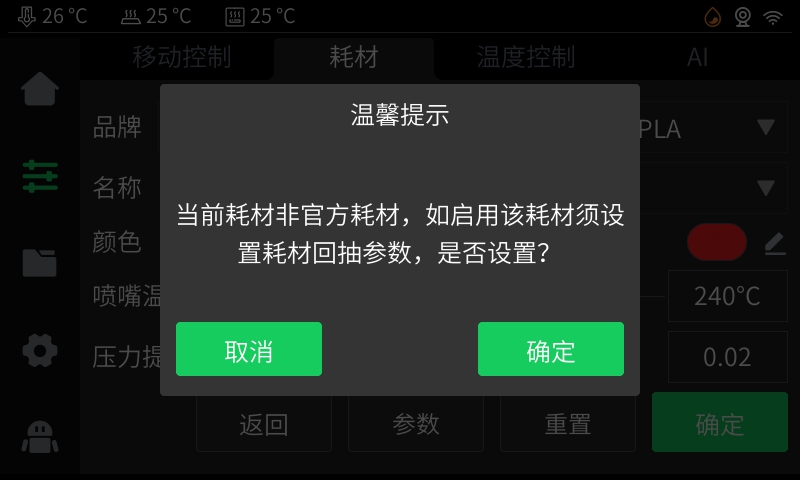
- 取消:不启用自行设置参数;
- 确定:为自行设置耗材回抽的参数(单击后进入下图所示)
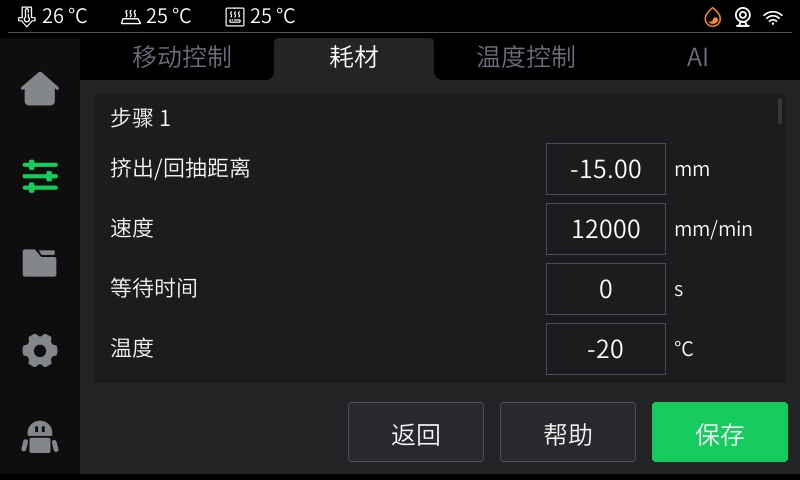
¶ 设置详情
每个步骤共有4个参数可供设置:
挤入/回抽距离:正数表示向前挤入,负数表示向后回抽,单位为mm。
等待时间:耗材回抽的步骤等待时间。当执行完其他三个步骤后,等待10s,则直接表示10s后方进入下一个步骤,单位为秒s。
喷嘴相对温度:指的是碰嘴挤出温度,正数代表升温、负数代表降温,单位为℃。
¶ 示例参数
"Generic PLA": [ #假设打印温度为220°。
-15, 12000, 0, -20, #降温至200°,等待0s,以12000mm/min的速度向后回抽15mm;
16, 12000, 0, -30, #降温至190°,等待0s,以12000mm/min的速度向前挤入16mm;
-15, 12000, 0, -40, #降温至180°,等待0s,以12000mm/min的速度向后回抽15mm;
16, 12000, 0, 0, #以12000mm/min的速度向前挤入16mm;
-15, 12000, 0, 0, #以12000mm/min的速度向后回抽15mm;
16, 12000, 0, 0, #以12000mm/min的速度向前挤入16mm;
-15, 12000, 0, 0, #以12000mm/min的速度向后回抽15mm;
-15, 600, 0,0, #以600mm/min的速度向后回抽15mm;
-15, 600, 0,0, #以600mm/min的速度向后回抽15mm;
-15, 600, 0,0, #以600mm/min的速度向后回抽15mm;
-15, 600, 0, 0 #以600mm/min的速度向后回抽15mm;
注:耗材回抽成参数设置参考的是,批量验证测试通过的官方耗材。不同类型的耗材属性有差异设置步骤也有区别。

保存: 保存当前耗材的设置参数;参数将保存在本机的打印配置文件中, 下一次使用同类型耗材将会沿用此参数。
¶ 耗材回抽问题调参指导
¶ 拉丝过长异常
若耗材回抽拉丝较长,出现了拉丝较长引发的问题。
第一步:先检查CFS-C设备的湿度显示,建议最佳打印湿度为40%以下。

第二步:若湿度大于40%,可能会影响耗材回抽效果,导致拉丝较长卡料,可更换CFS-C内的干燥剂,将湿度降至40%以下;
第三步:如未能解决,可提高耗材回抽参数步骤中的挤入/回抽速度。如当前速度为12000mm/min,可提高至13000、14000、15000mm/min验证。每次提高1000速度,观察耗材回抽效果变化是否有所改善(注意:挤出机最高速度为15000mm/s)
第四步:如未能解决,则可降低耗材回抽参数步骤中的相对温度,退料时采用阶梯式降温的方式。如当前相对温度为-20°,则可改为-25°、-30°、-35°、-40°、-45°验证。每次降温5°,观察耗材回抽效果变化是否有所改善(注意:打印头温度最低降至170°)
¶ 卡料
若耗材回抽出现拉断堵在喉管处,或者出现变形勾住挤出机无法退料的情况。
第一步:可延长耗材回抽参数步骤中的等待时间。如当前等待时间为0s,则可改为2、4、6、8、10、12s验证。每次增加2s,观察耗材回抽效果变化是否有所改善(注意:等待时间尽量设置60s以内,避免切换时间太长)
第二步:如未能解决,则可降低耗材回抽参数步骤中的挤入/回抽速度。如当前速度为12000mm/min,可降低至11000、10000、9000、8000mm/min验证,每次降低1000速度,观察耗材回抽效果变化是否有所改善。
第三步:如未能解决,则可提高耗材回抽参数步骤中的相对温度,退料时采用阶梯式升温的方式。如当前相对温度为-20°,则可改为-15°、-10°、-5°验证,每次升温5°,观察耗材回抽效果变化是否有所改善(注意:打印头温度最高升至300°)
¶ 温馨提示
如果您参照该文档步骤操作仍旧没有解决问题,或操作过程中有任何困难,可以点击wiki页面右下角在线服务窗口联系我们官方售后团队提供帮助。