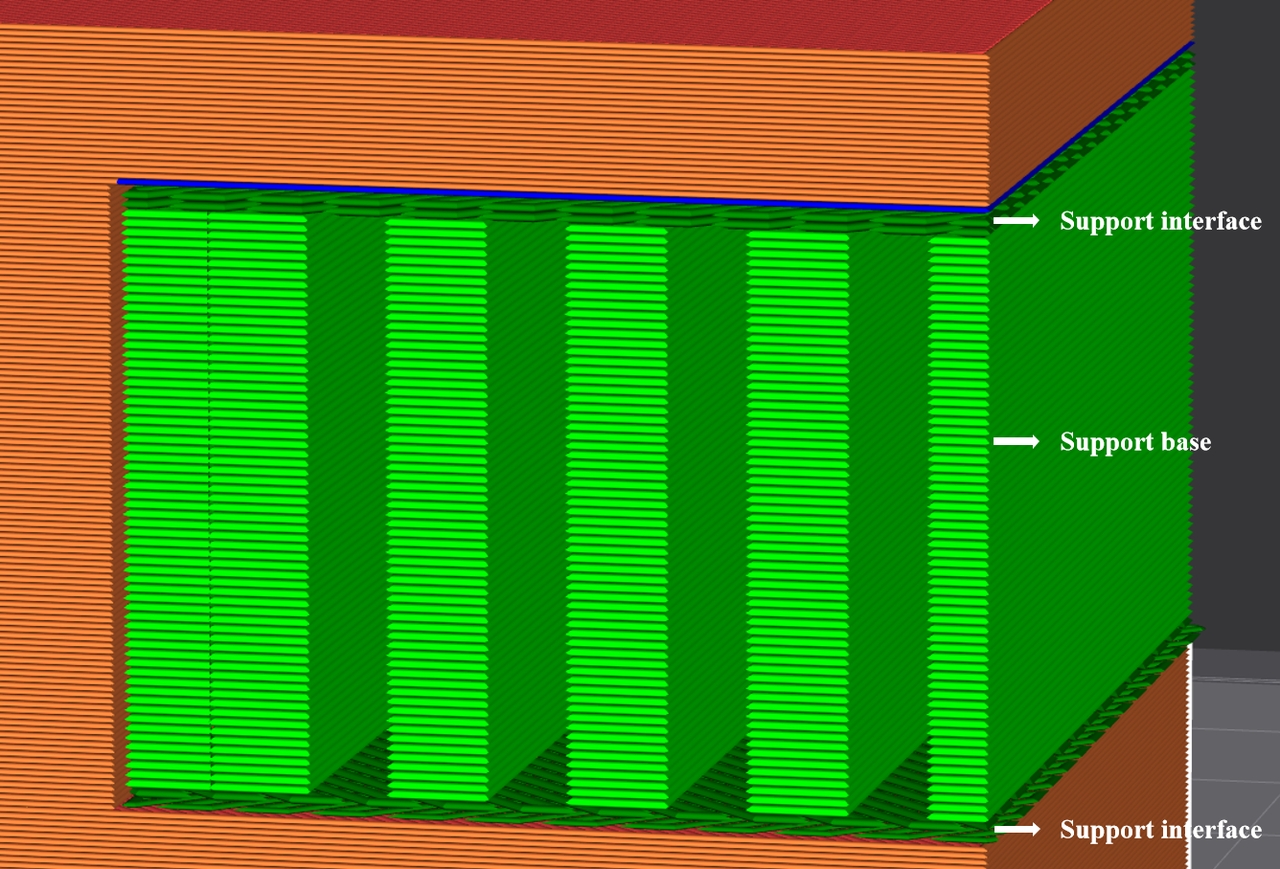
Supports are auxiliary materials used to support overhangs or structures with large vertical angles, preventing collapse or failure during printing of the overhanging areas. They can be removed after printing is complete. The support/raft layer consists of two parts: the support base and the support interface. The support interface is the contact layer between the support and the model, while the remaining part is the support base.
The following will provide a detailed explanation of these parameters:
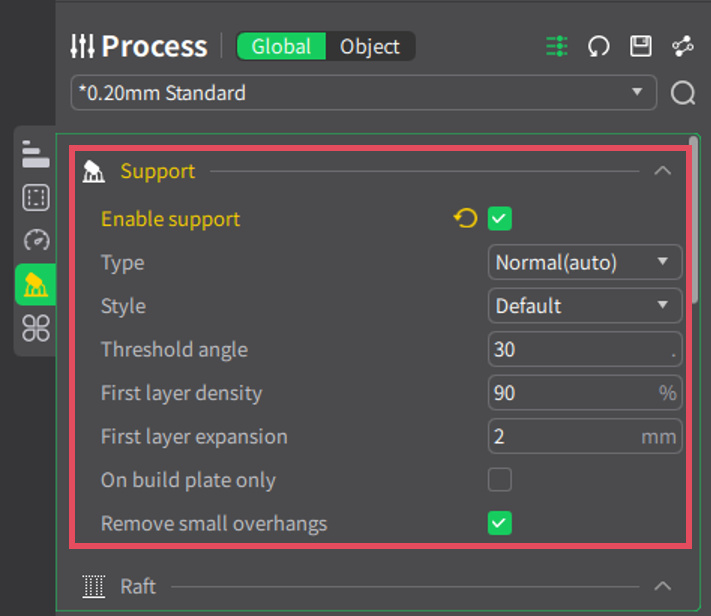
¶ Type
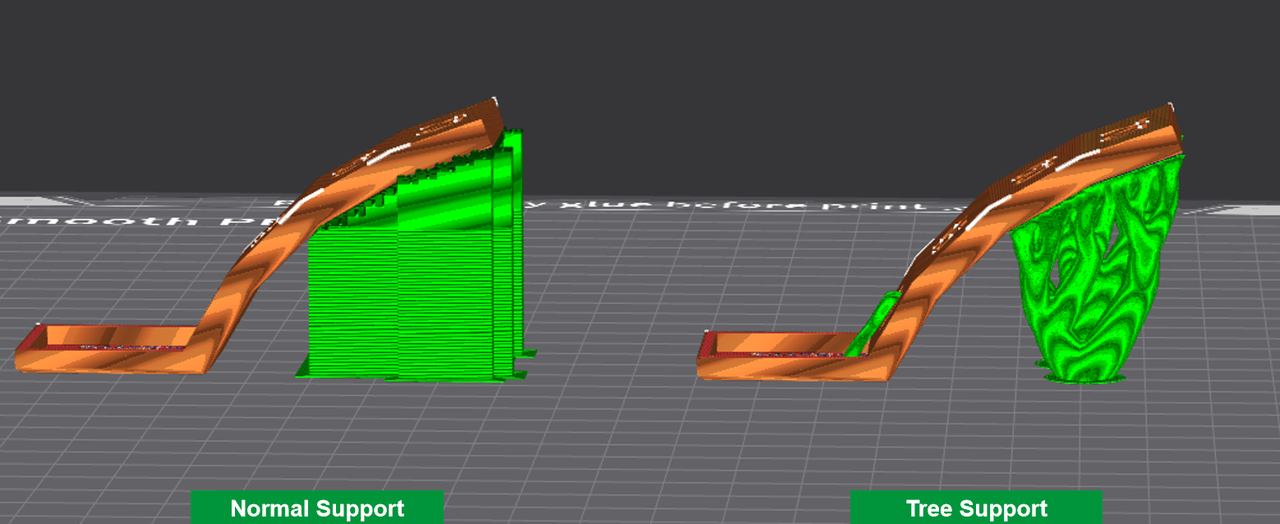
There are two basic types of supports: Normal and Tree.
- Normal Support: Generates support structures directly beneath the support interface, filling the space below.
- Tree Support: Samples the overhanging areas to create support nodes, each represented by a support contact surface. Tree support starts from the nodes and grow downward, forming finer branches that gradually merge into a thicker trunk. During this growth and merging process, the supports can be adjusted via settings to avoid intersecting with the model surface.
When most overhangs have a large area and a flat surface, it is recommended to use normal support for better surface quality and higher printing efficiency.
For overhangs with a small area and an uneven surface, tree supports are suggested to achieve greater support strength and good surface quality.
In the support type settings, you can choose from four types of refined supports:
- Normal (auto): Automatically detects the overhanging parts of the model based on the set support threshold angle and generates normal supports.
- Tree (auto): Automatically detects the overhanging parts of the model based on the set support threshold angle and generates tree supports.
- Normal (Manual): Generates normal supports only on the areas where supports are explicitly defined (Supports Painting).
- Tree (Manual): Generates tree supports only on the areas where supports are explicitly defined (Supports Painting).
¶ Style
Normal support and tree support each come in different styles to better accommodate the needs of various overhangs in models.
¶ Normal support
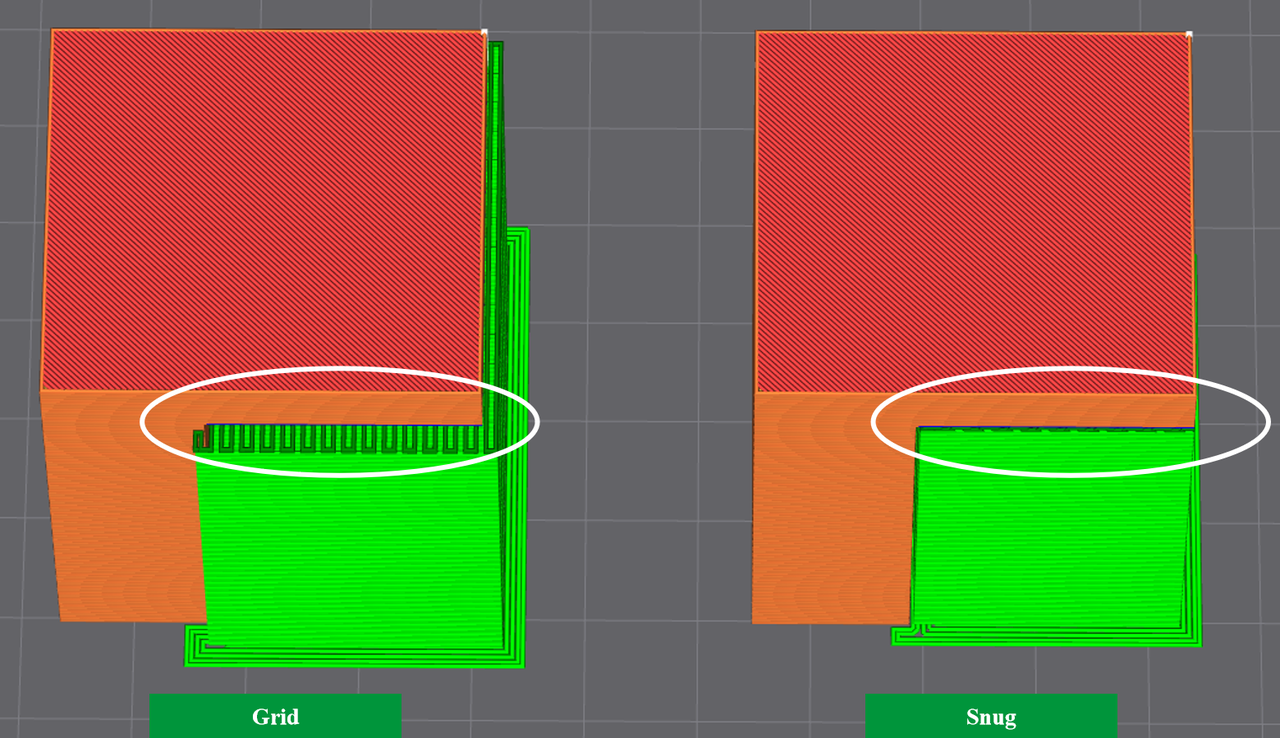
- Grid: The support area extends beyond the overhang region, creating a rectangular grid that partially wraps around the model's surface features. This style is the default option.
- Snug: The support area does not extend but aligns closely with the overhang region. This style is useful when extended support areas might affect printing, such as when the extended area is thin or small, which could impact print speed, cause print failures, or result in adhesion to the model surface.
¶ Tree support
- Slim Tree: Features an aggressive branch merging strategy to save material. It generates a smaller support volume without sacrificing strength (by automatically increasing wall counts and using smoother branches).
- Strong Tree: Provides support strength through robust branches, but consumes more material and can sometimes be difficult to remove.
- Hybrid Tree: Combines the advantages of both normal and tree supports. Grid supports save material and printing time, provide stable support structures, and offer better surface quality, making them suitable for large overhang areas. For complex structures with mostly small or uneven overhangs, tree supports provide stronger support while saving material and printing time, achieving similar surface quality. The Hybrid Tree support generates different types of supports in different areas to save material and printing time while providing stable support. It creates grid supports under larger overhang areas and slim tree supports elsewhere. This style is the default option.
- Organic : A variant of tree supports that is more material-efficient and easier to remove.
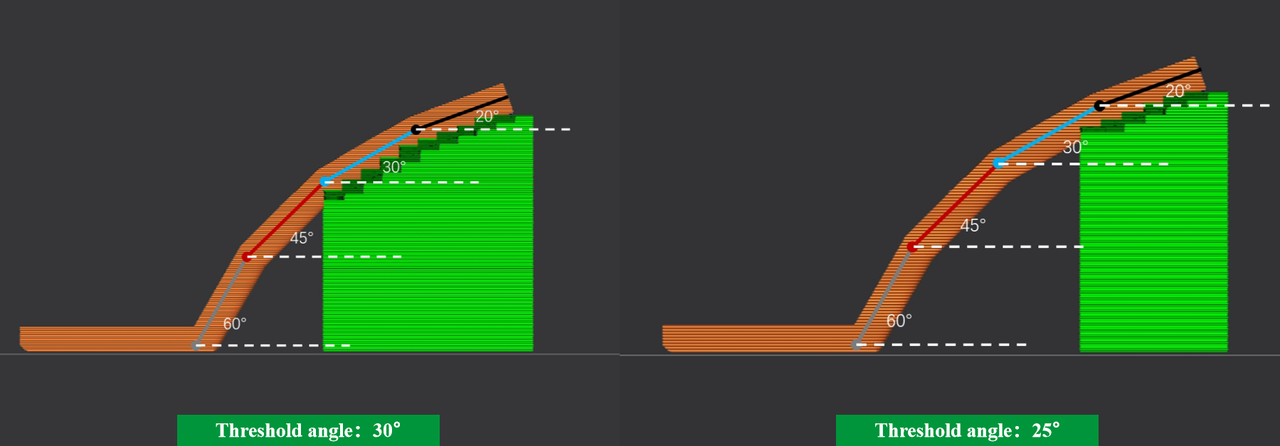
¶ Threshold angle
Threshold angle for generating supports. If the angle between an overhang surface and the horizontal line is smaller than this threshold, and the support type is set to automatic, supports will be generated automatically. A smaller threshold angle results in fewer supports being generated. However, a smaller angle is not always better, as it reduces the support range and increases the risk of print failure. The optimal angle setting should consider the smoothness of the model's surface transitions. A smooth surface transition means that even small-angle overhangs can be printed successfully due to the support provided by the model's volume underneath; otherwise, a larger angle may be needed.
The default threshold angle is 30 degrees, which is a safe angle for most materials where supports are not required.
¶ First layer density
Indicates the density of the raft layer and the first layer of supports (only including the first layer on the print platform, which is part of the support base rather than the support interface). Increasing the density of the first layer can enhance adhesion to the print platform but will also increase material consumption and printing time.
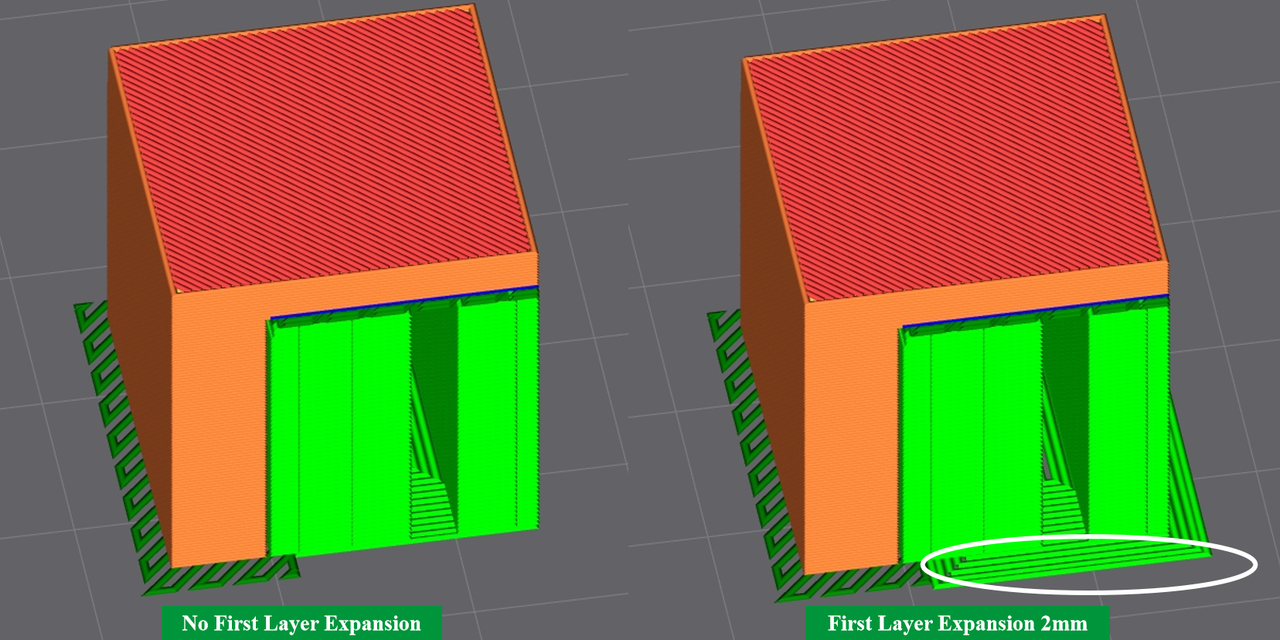
¶ First layer expansion
First layer expansion allows the area of the raft layer and the first layer of supports to be extended on the horizontal plane (only including the first layer on the print platform, which is part of the support base rather than the support interface). This increases the adhesion area of the bottom layer, enhancing the adhesion between the bottom surface and the print platform, but it will also increase material consumption and printing time.
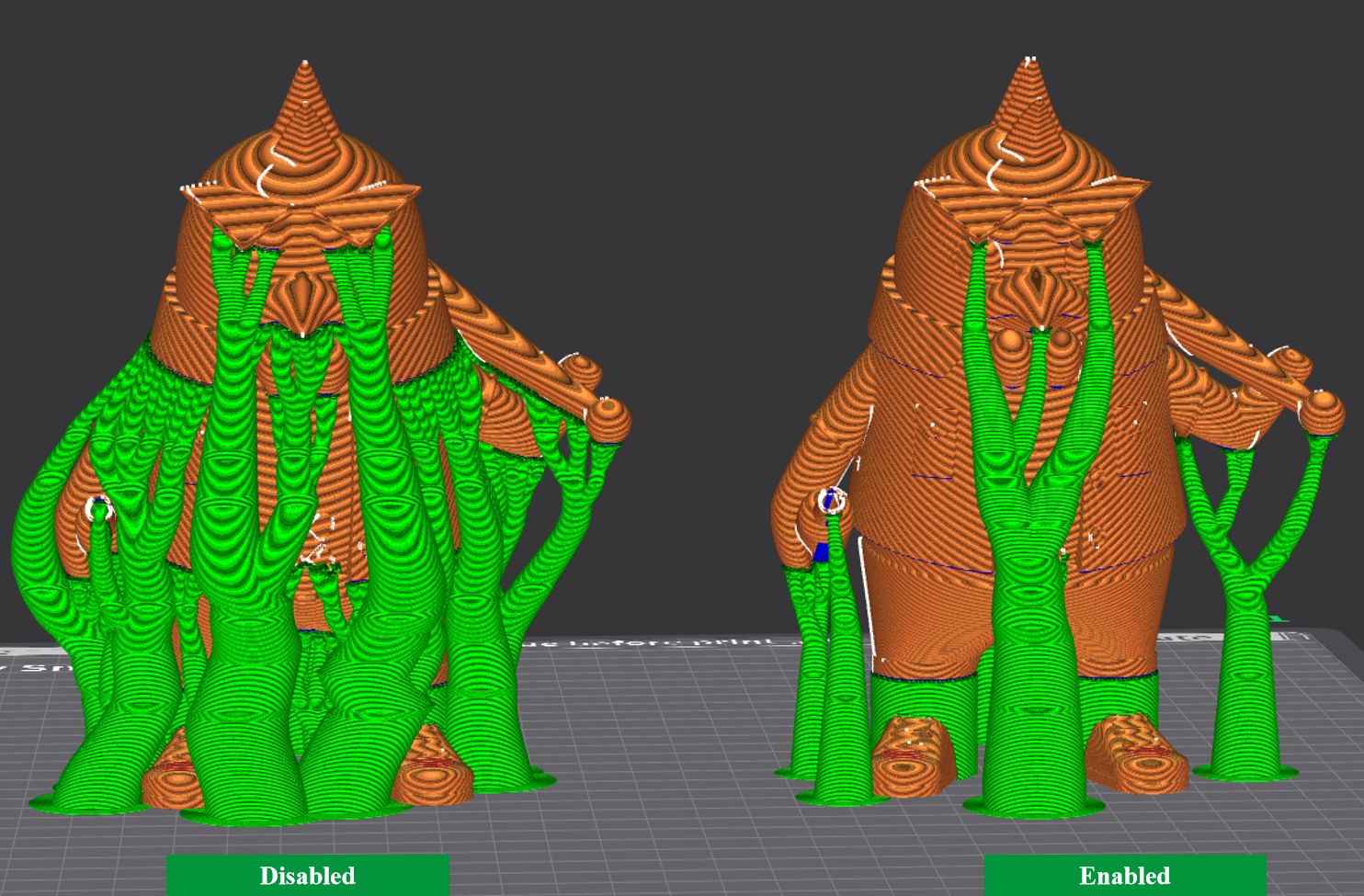
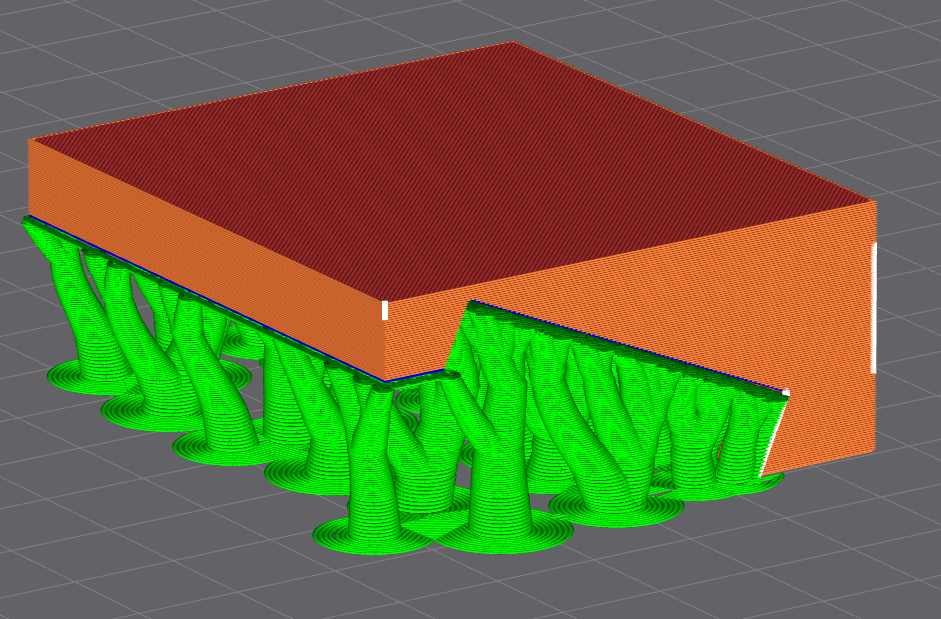
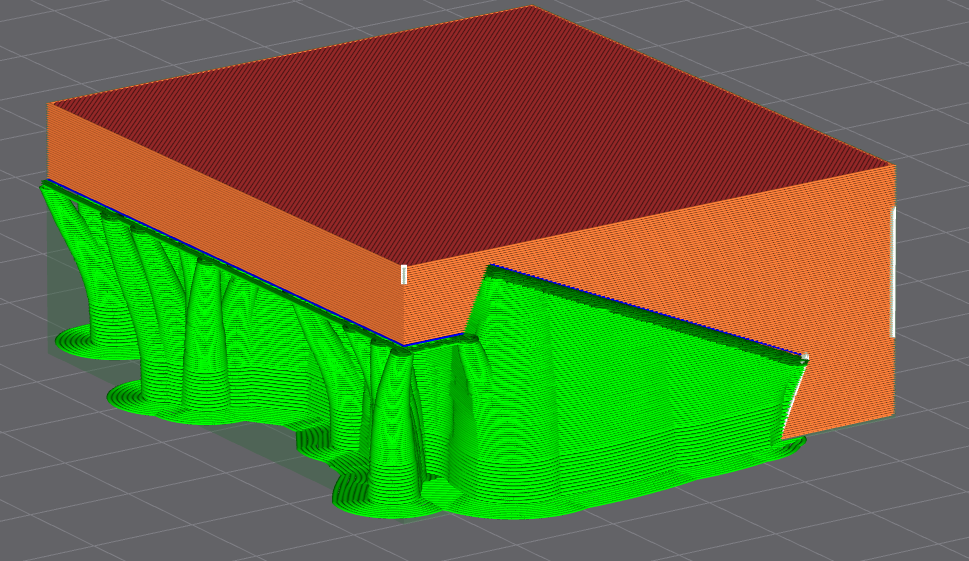
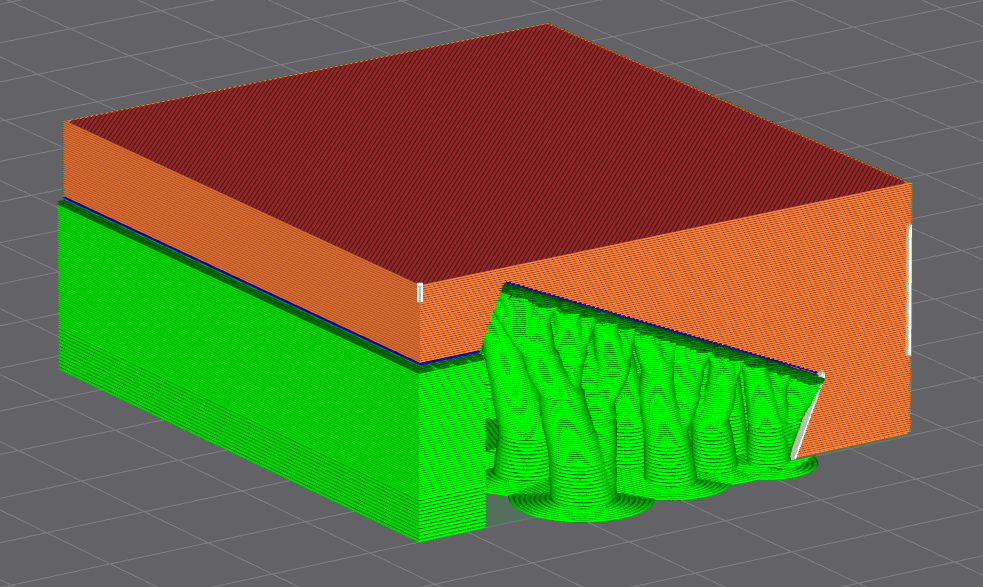
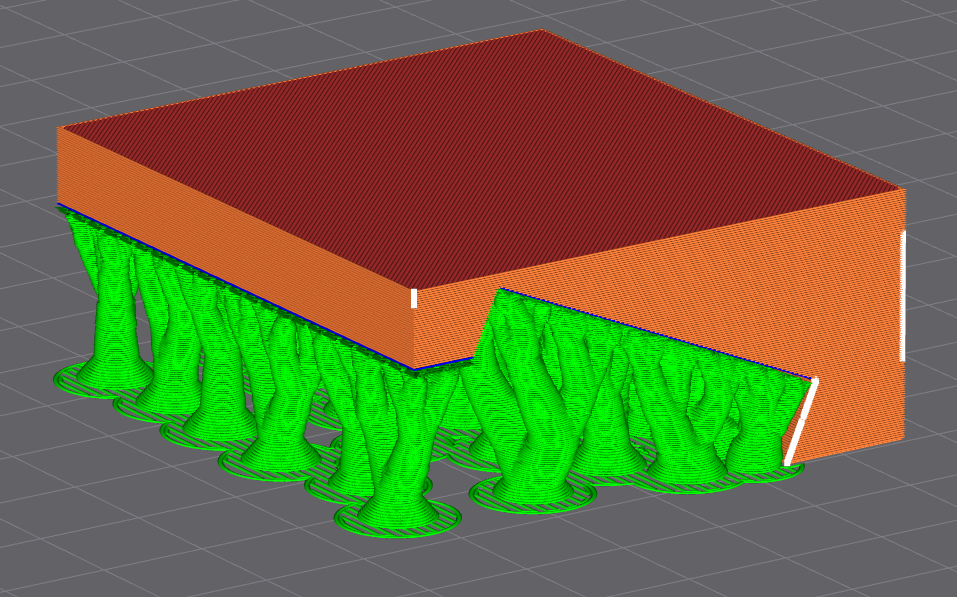
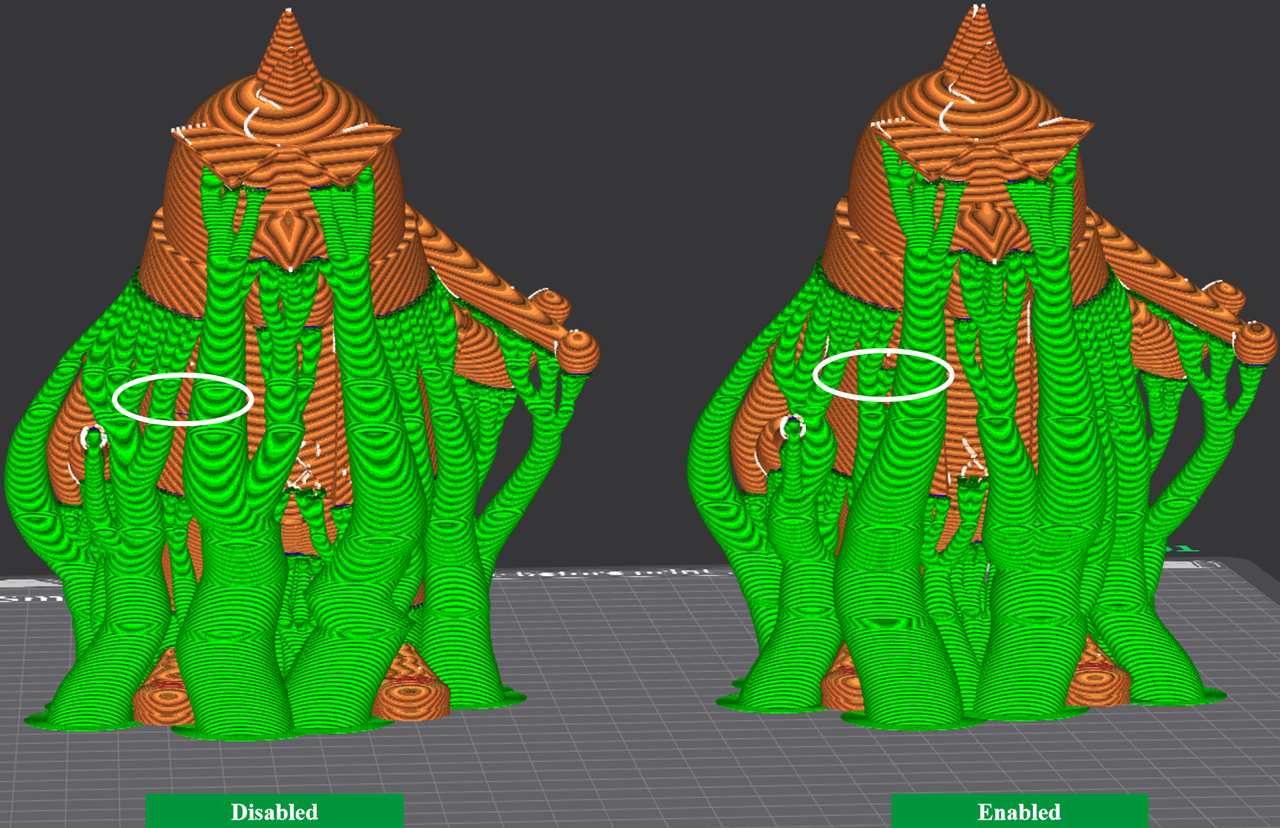
¶ On build plate only
Enabling this option will make the generated supports avoid the model's surface, thereby preventing the support base from affecting the quality of the model's surface. As shown in the image below, when this option is not enabled, supports are generated on the model's surface, and the support base makes contact with the model surface, which may lead to poorer print quality on the contact surface. When this feature is enabled, supports are only generated from the print plane and do not appear on the model’s surface. This feature can be enabled when high print quality on the model’s surface is required.
¶ Remove Small Overhangs
Enabling this option will automatically filter out some of the smaller overhangs that might not need supports when generating supports, creating supports only in larger overhang areas. Ignoring these small overhangs can still result in a successful print, which helps save material and printing time. However, this may also lead to poorer print quality in smaller details.
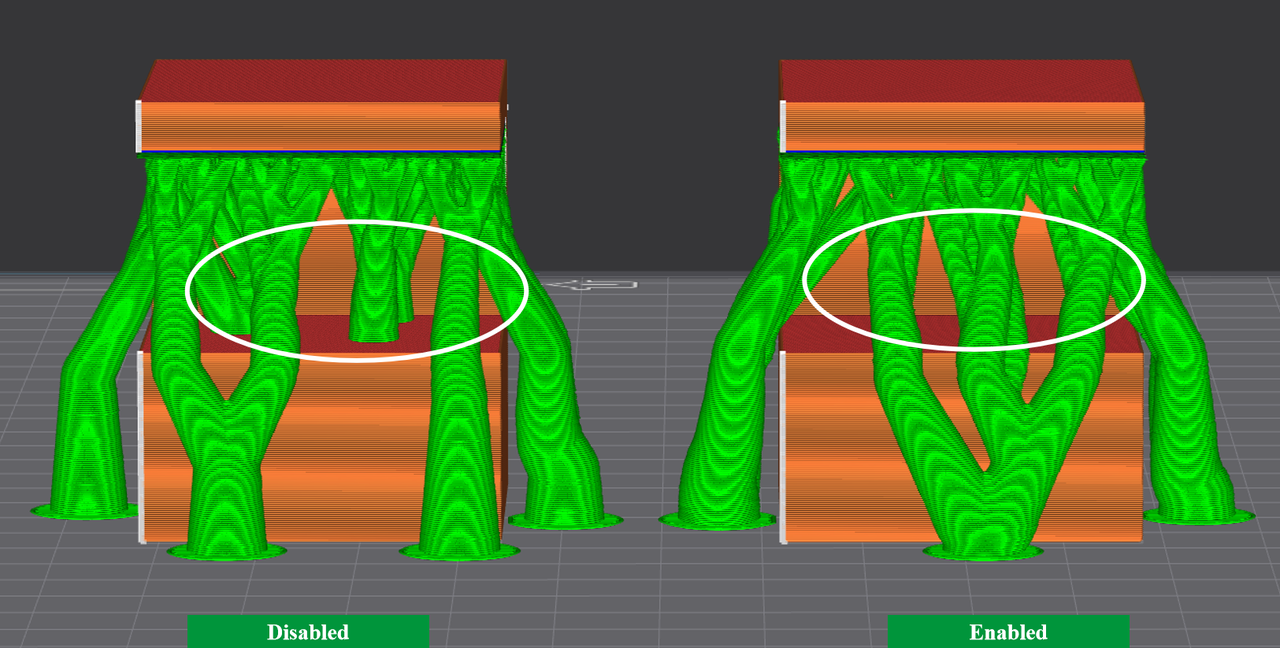
¶ Support Critical Regions Only
This feature is available only when support is enabled and tree support is selected. When this function is turned on, it will automatically streamline support by generating it only in critical areas, such as sharp tips and overhangs. This can significantly reduce support material and printing time, but it also increases the risk of print failure. Therefore, it is generally recommended to keep this option disabled. For models with small details and fewer overhangs, you may enable this feature, but it is advisable to manually check the support after slicing to ensure it is adequate.