The following provides a detailed description of the parameters in the advanced settings:
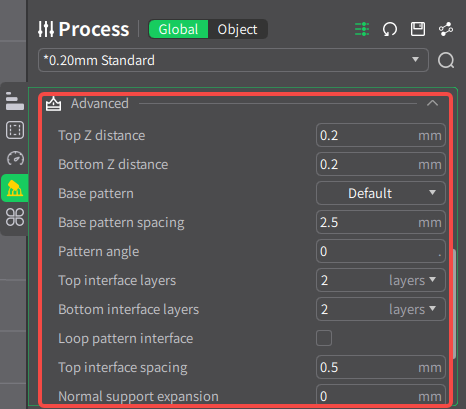
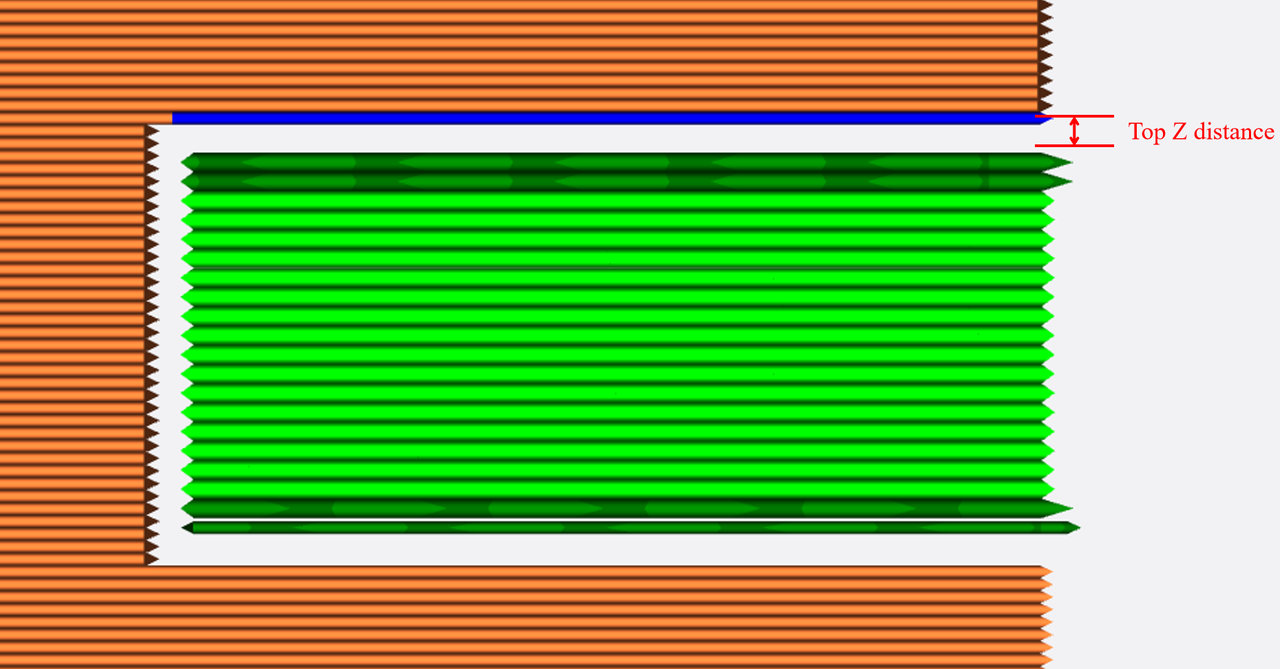
¶ Top Z distance
This refers to the vertical gap between the top of the support and the overhanging surface of the model. A smaller top Z distance results in a tighter bond between the support surface and the overhanging surface, leading to higher print quality for the overhanging area, but makes the support harder to remove. Conversely, a larger top Z distance makes the support easier to remove but can reduce the print quality of the bottom surface due to potential collapse during the printing of the overhanging area. Typically, the default settings are used, or a value less than or equal to the layer height is set.
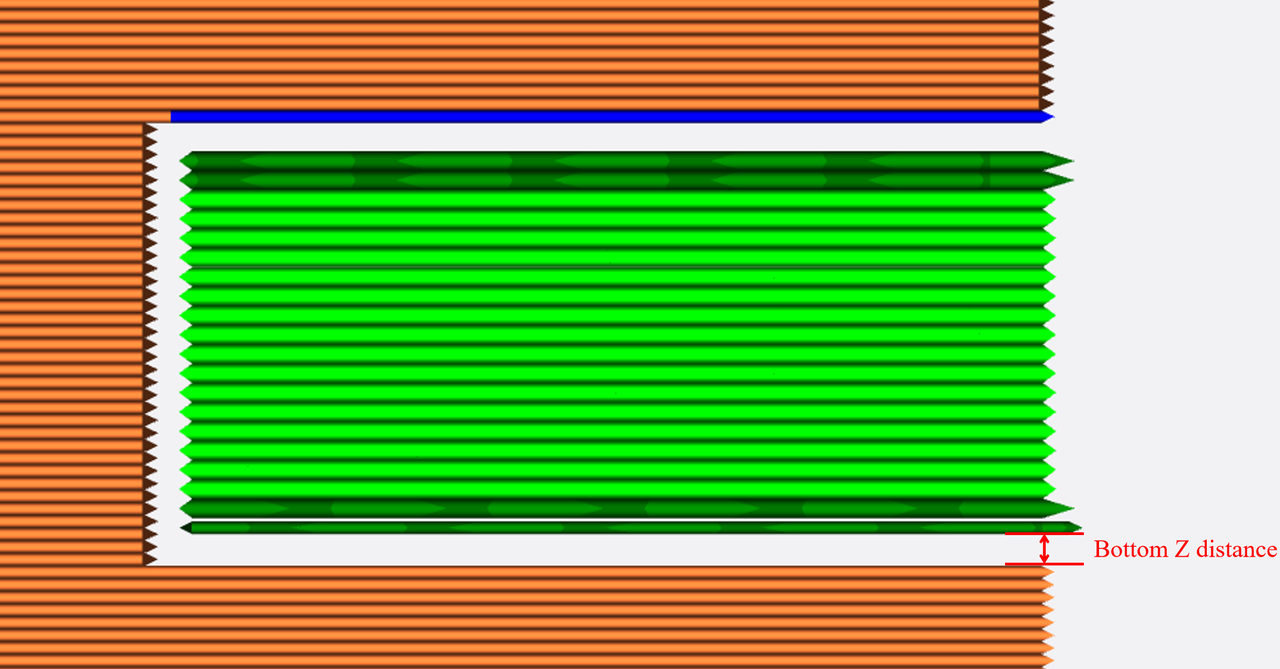
¶ Bottom Z distance
This refers to the vertical gap between the bottom of the support and the model surface. If the option to generate supports only on the build plate is not enabled, the bottom of the support might make contact with the model surface, affecting the surface quality of the model. A smaller bottom Z distance results in a tighter bond between the support and the model surface, making the support harder to remove. Conversely, a larger bottom Z distance makes the support easier to remove but increases the risk of support printing failures. Typically, the default settings are used, or a value less than or equal to the layer height is set.
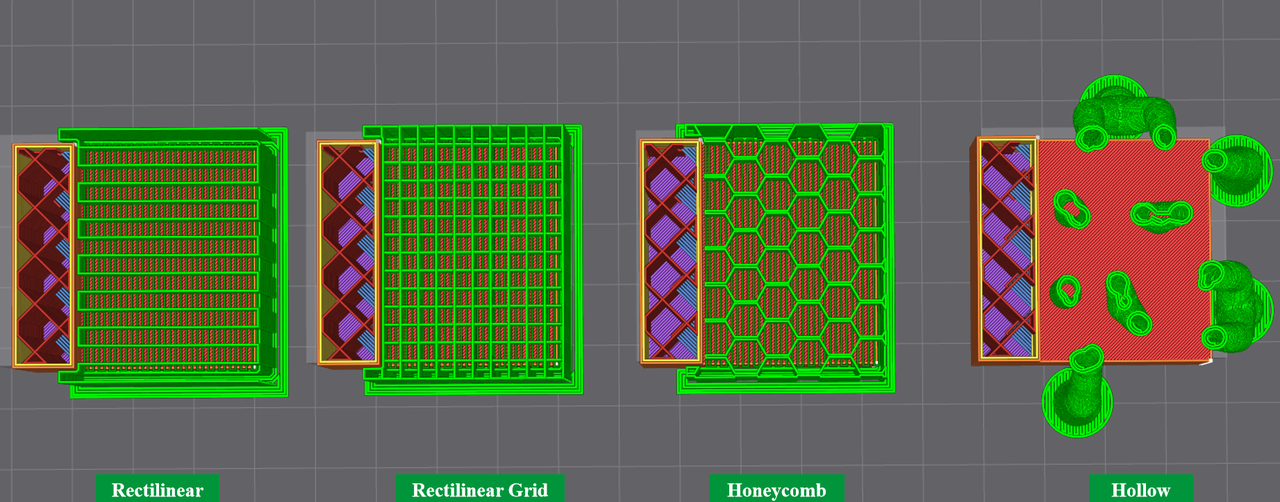
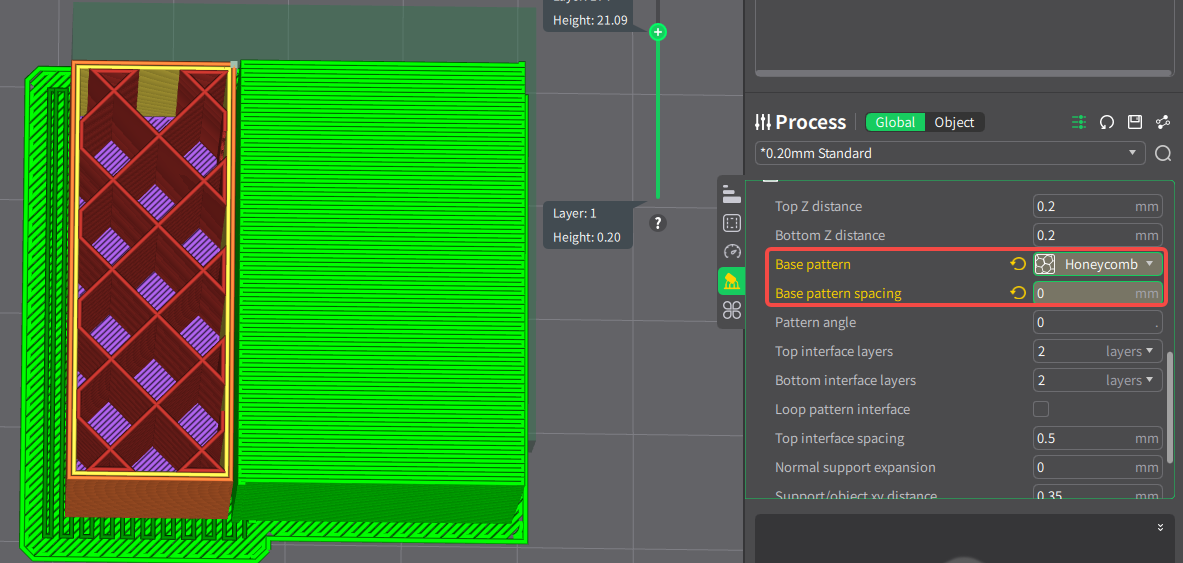
¶ Base pattern
This refers to the infill pattern of the support base, with four common types as illustrated below:
- Rectilinear is the most commonly used support pattern and are the default pattern for regular supports.
- Rectilinear Grid is similar to lines but has a sparse infill pattern where the infill direction alternates between adjacent layers, providing much higher strength and making it more difficult to remove.
- Honeycomb differs significantly from the above two types. For higher support structures, it offers good overall performance in terms of strength and stability.
- Hollow is the default infill pattern for tree support, with no internal fill.
Other support infill patterns can be referred to in the description of sparse infill patterns.
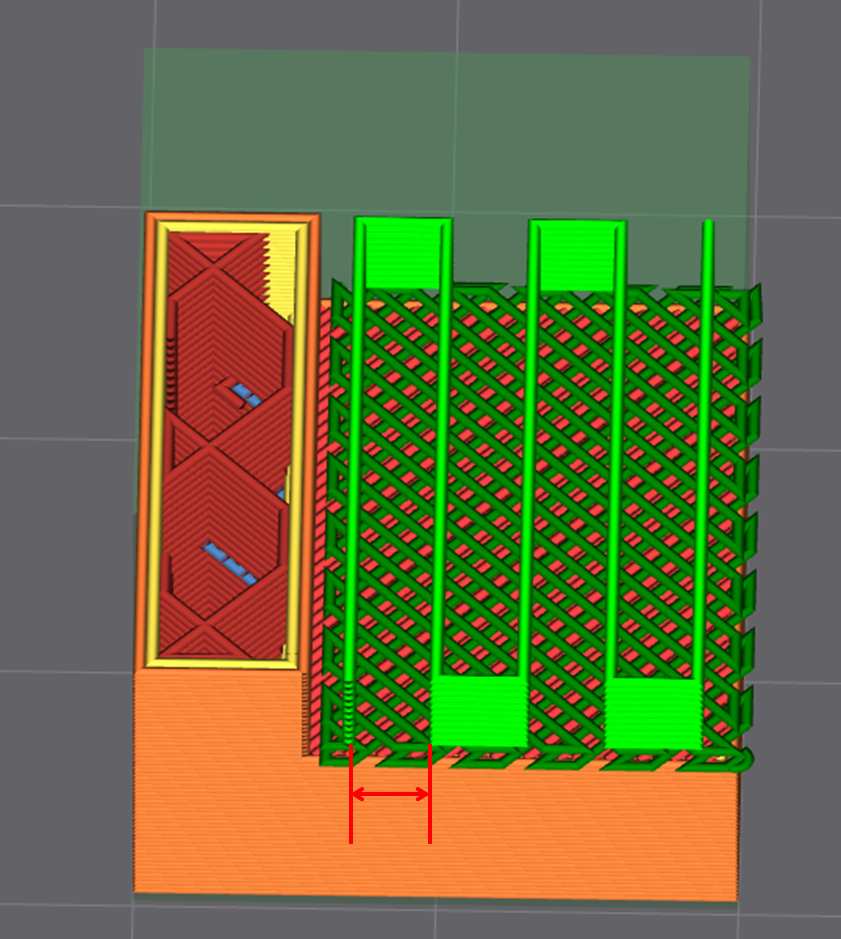
¶ Base pattern spacing
The smaller the line distance of the support infill pattern, the higher the infill density of the support base. Its impact on support print quality can be referenced from the description of sparse infill density in the strength process parameters.
For rectilinear and rectilinear grid patterns, this parameter refers to the spacing of the pattern’s printing lines. Setting it to 0 means the support base will be fully solid.
For the honeycomb pattern, this parameter specifies the radius of each honeycomb cell. When this value is set to 0, the honeycomb pattern automatically switches to a rectilinear pattern.
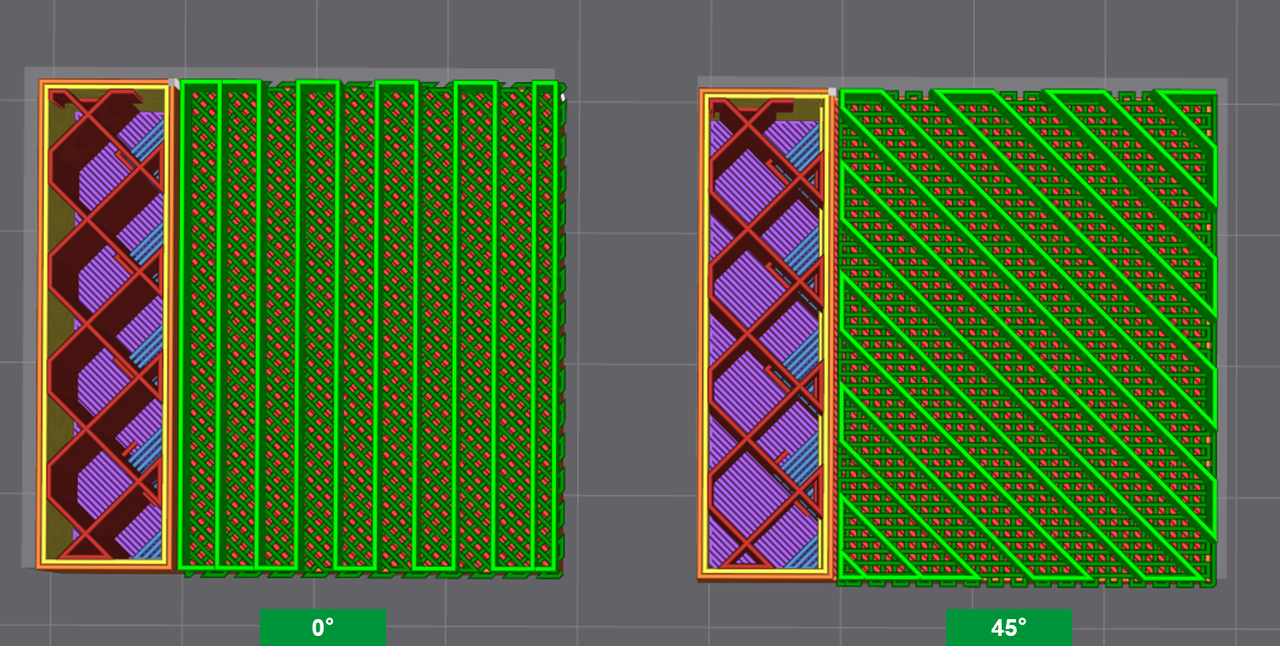
¶ Pattern Angle
The rotation angle of the support pattern on the horizontal plane. Its impact on support print quality can be referenced from the description of sparse infill patterns and infill direction in the strength process parameters.
¶ Top interface layers
The number of layers for the top interface of the support. Increasing the number of layers can improve the print quality of the overhanging surface but will also increase material consumption and printing time for the support. Generally, setting it to two layers is sufficient. If the support is printed with special, easily removable materials, or if the infill density of the support structure is high, this value can be set to 0.
¶ Bottom Interface Layers
The number of layers for the bottom interface of the support. Increasing the number of layers can improve the stability of the support base and increase the success rate of support printing, but it will also increase material consumption and printing time, as well as make support removal more difficult. It is generally set to 0.
This parameter is not applicable when using tree support, as the default tree support does not include a bottom interface. Additionally, all supports on the build plate do not have a bottom interface, making this parameter ineffective.
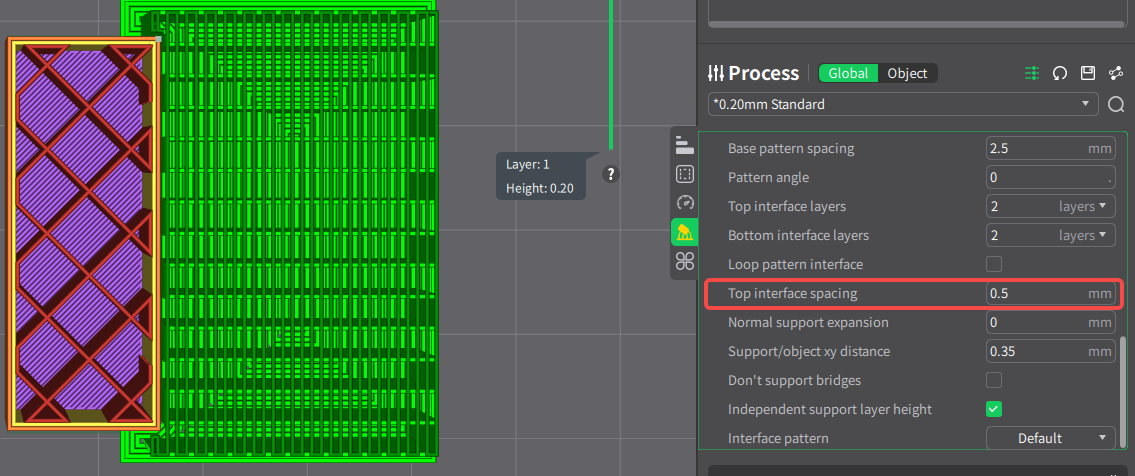
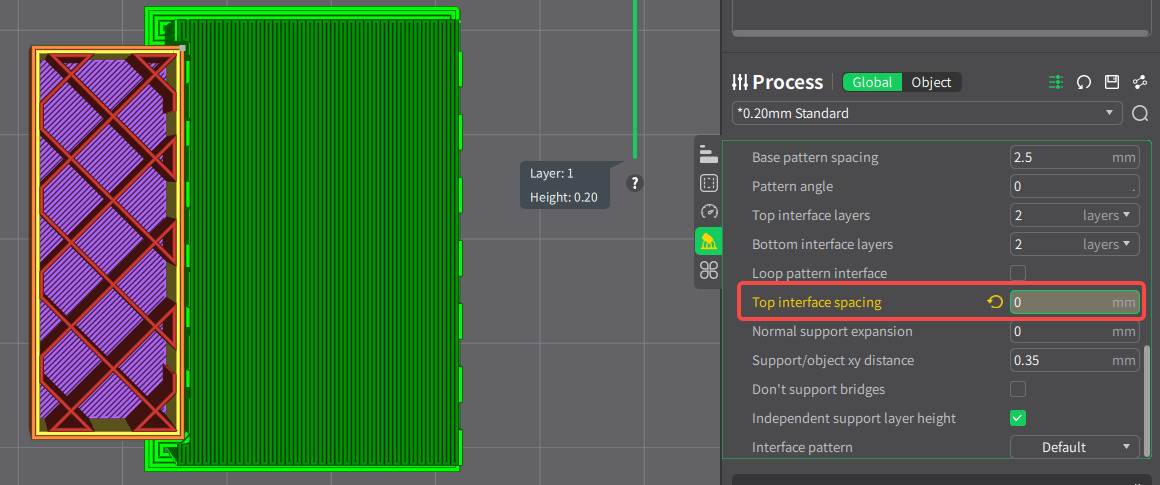
¶ Top Interface Spacing
The line spacing of the top interface for raft layers and all support surfaces. For larger overhanging areas, a smaller top interface spacing helps achieve a smoother model surface. Setting this to 0 means the support surface will be fully solid. In this case, the bottom interface layers should be set to 0 or the bottom Z distance should be increased to prevent the solid bottom support surface from sticking to the model surface, which can make the support difficult to remove.
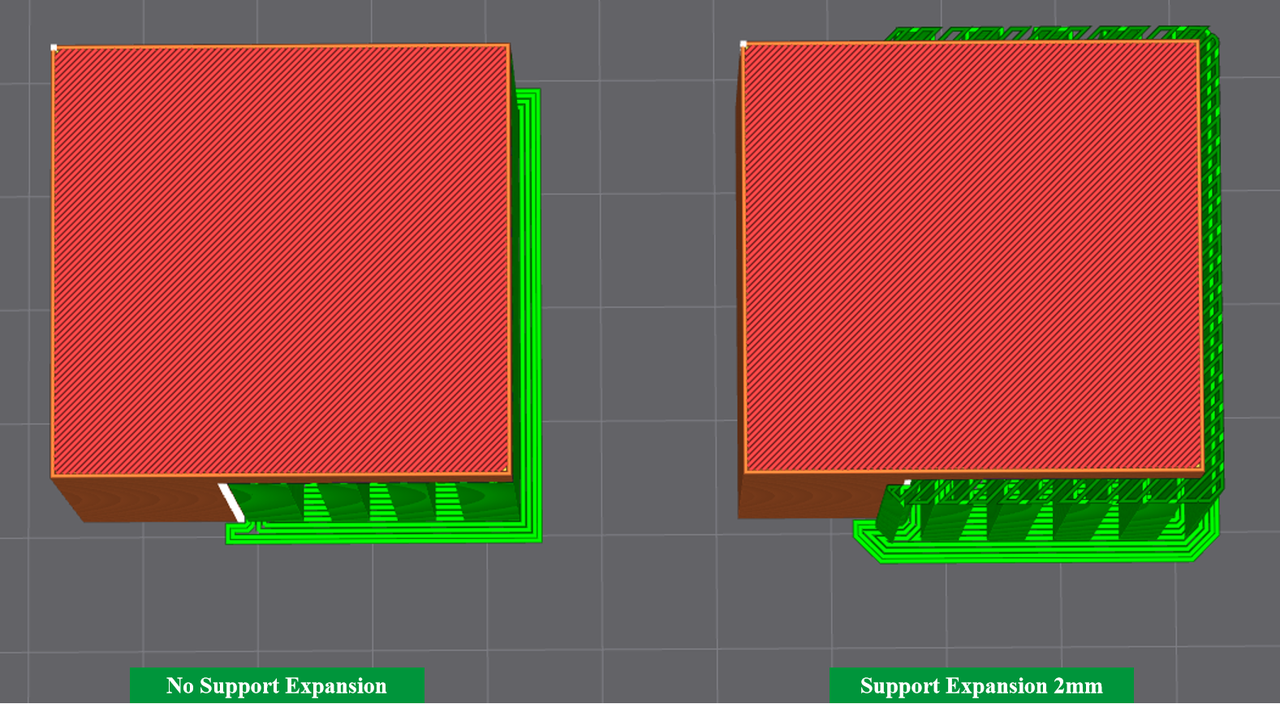
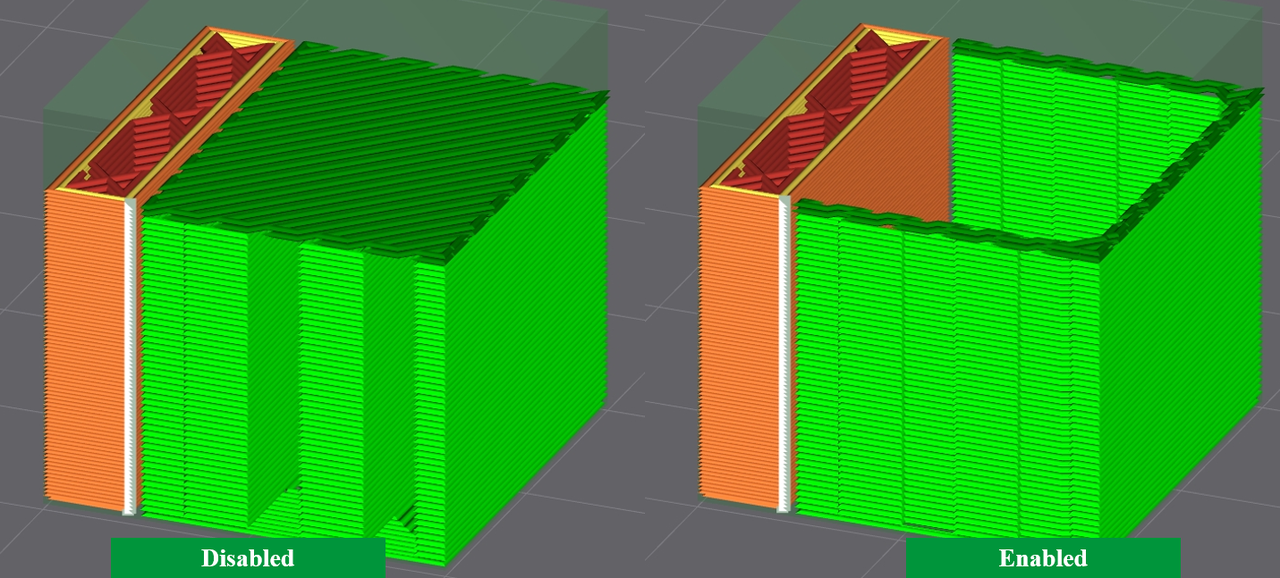
¶ Normal Support Expansion
Normal support expansion allows the raft layers and standard supports to extend horizontally. This parameter is not applicable to tree supports, but first-layer expansion is effective for all types of supports. When this parameter is set to 0, normal grid supports will still extend outward relative to the overhanging area, forming a wrap. Only by setting a large negative value will the support contract within the model boundary.
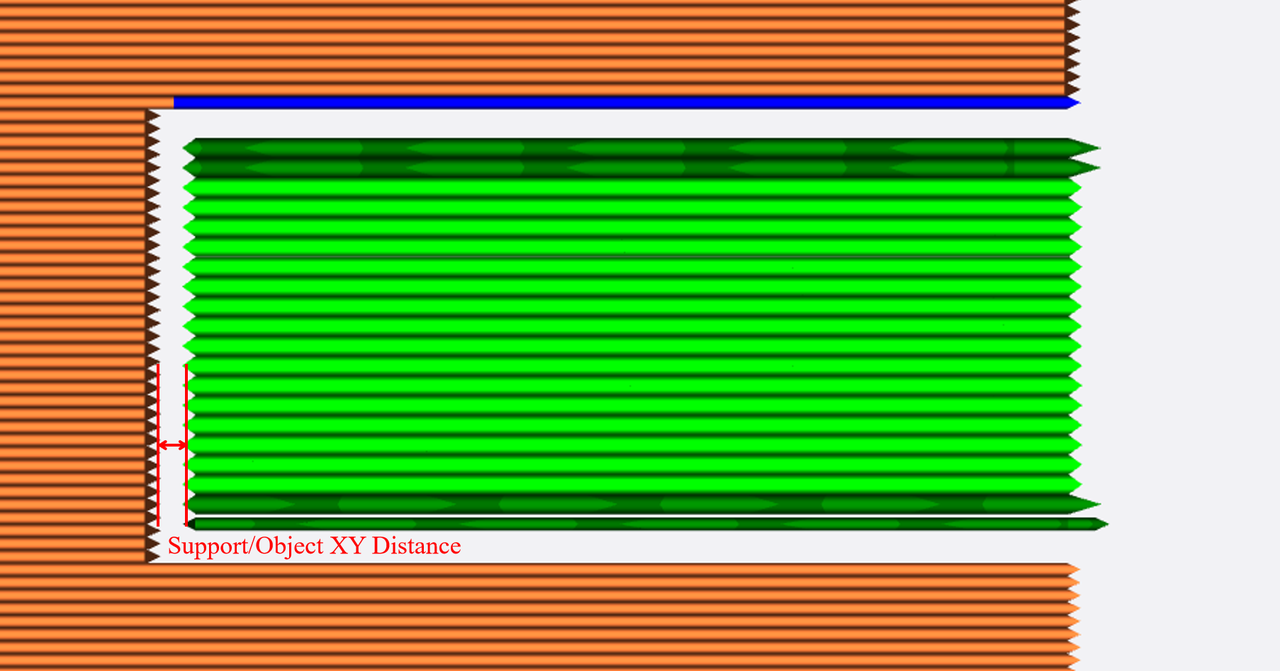
¶ Support/Object XY Distance
The distance between the support and the object surface in the XY direction. For cases where the support area is large or the Z distance between the support and the model surface is small, setting a larger support/object XY distance can reduce the difficulty of removing the support after printing. However, if the distance is too large, it will inevitably reduce the support area, which may affect the print quality of the overhanging surface. For cases where the support area is small or the Z distance between the support and the model surface is large, a smaller support/object XY distance is usually required.
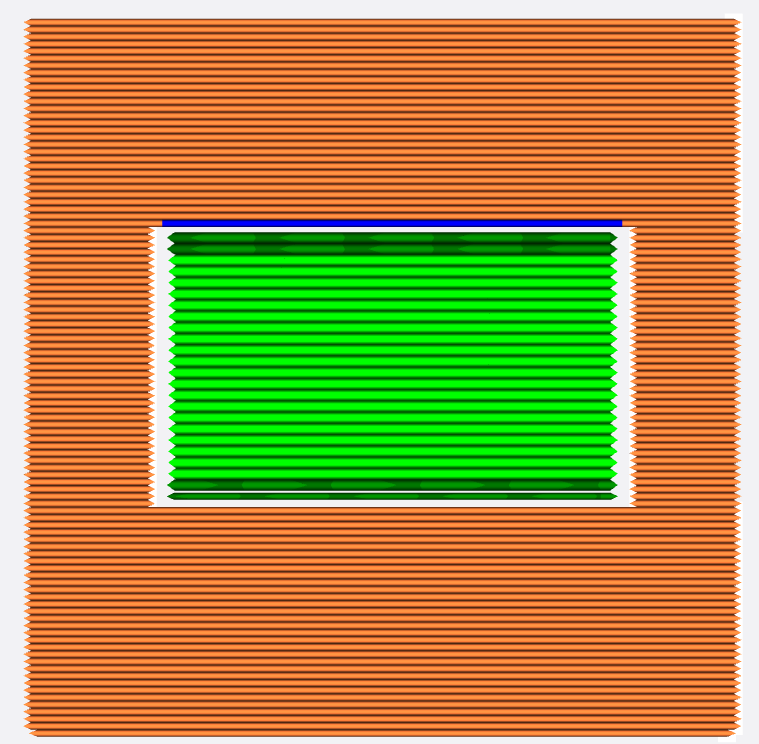
For cases where the support is surrounded by the model surface, a larger support/object XY distance is typically required to leave enough space for tools to remove the support.
¶ Don't support bridges
Enabling this feature will prevent support from being provided for the entire external bridging area, otherwise, the support structure would be quite extensive. Bridges with relatively short spans can usually be printed without support.
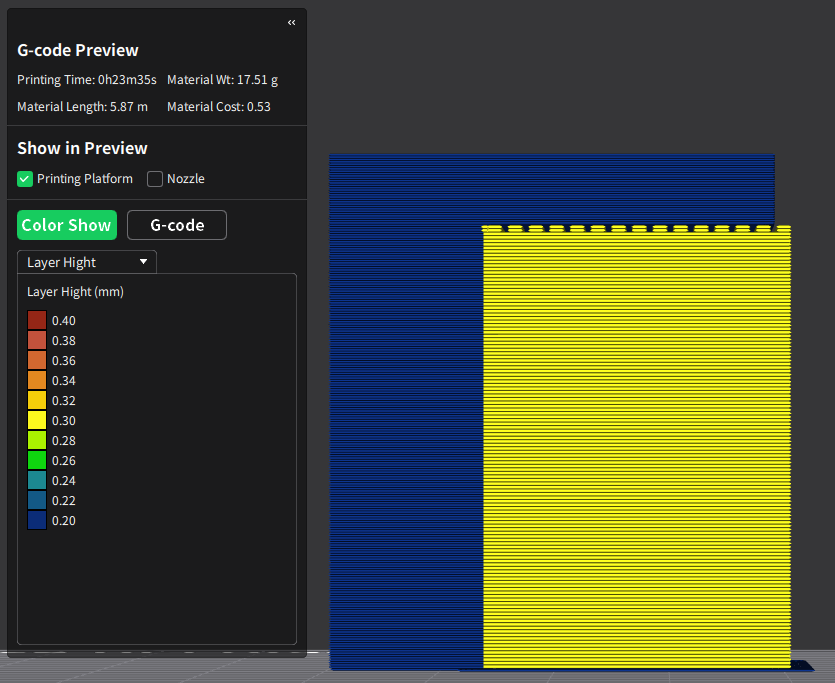
¶ Independent Support Layer Height
This feature uses a layer height for printing supports that is independent of the model's layer height. It is intended to support custom Z-gap settings and save printing time. This function will be ineffective when a wipe tower is enabled or when using organic tree supports.
¶ Interface Pattern
The common line patterns for support interfaces are as follows:
- Rectilinear: Suitable for most situations. When the support interface has multiple layers, the line direction of different layers will automatically rotate.
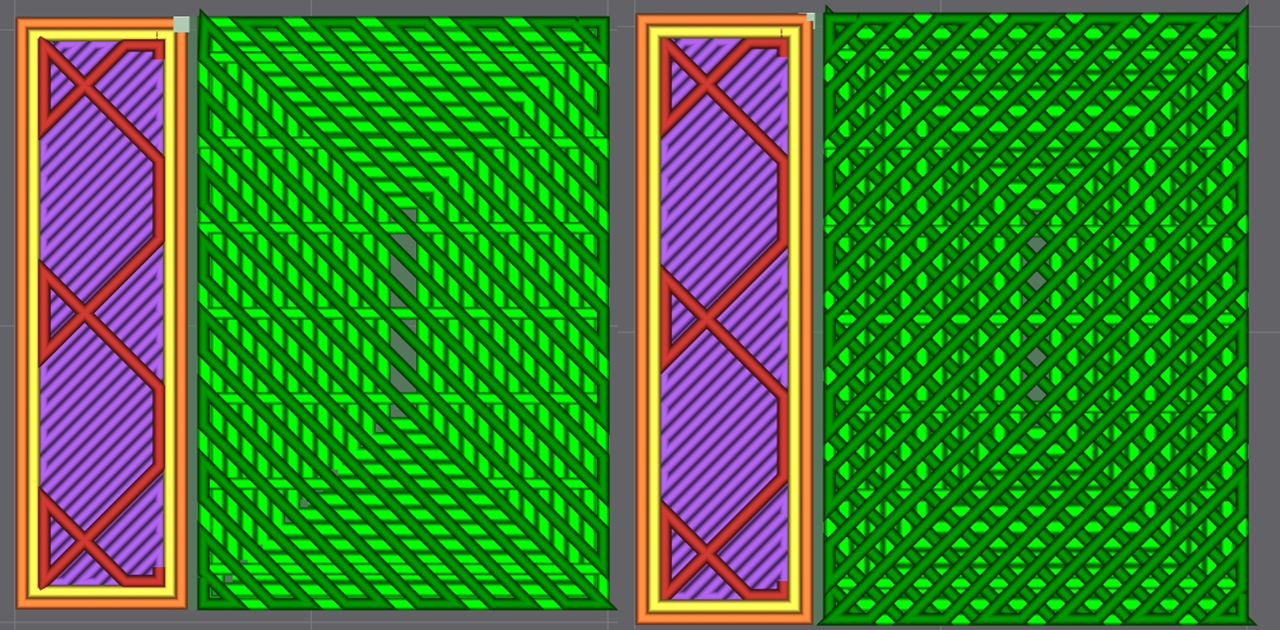
- Concentric: Provides the best support for overhanging areas. When using a concentric support interface pattern, to achieve optimal support, the top interface spacing can be set very small (e.g., 0). When the support base pattern is rectilinear and the support interface pattern is concentric, it's important to set the support base's pattern angle to 45° to avoid having some of the interface lines align with the support base lines, which can create overhangs and significantly increase the risk of support interface collapse.

- Default: rectilinear pattern.