The primary function of infill is to provide structural support and strength, significantly reducing the printing time for solid parts of the model and saving material. It also helps to recreate the surface details of the model through the walls.
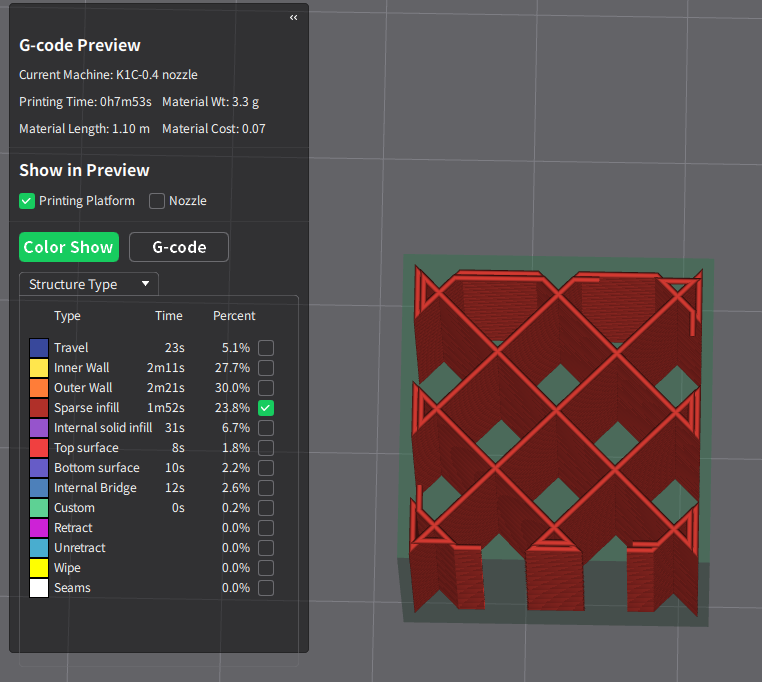
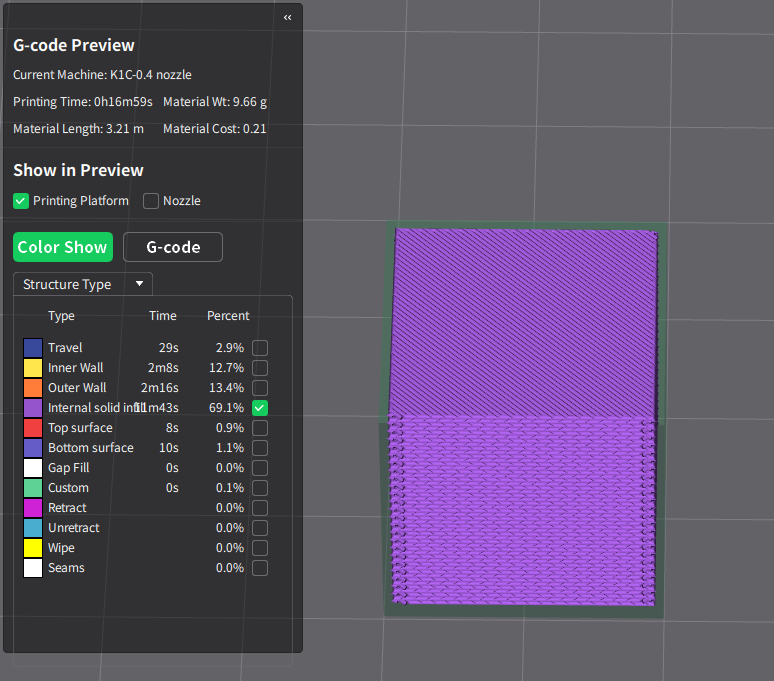
Infill is divided into sparse fill and internal solid fill. Generally, sparse fill refers to the infill within the solid parts of the model, aimed at greatly improving printing efficiency and providing some structural strength. Internal solid fill is mainly used for the solid layers of the top/bottom shells.
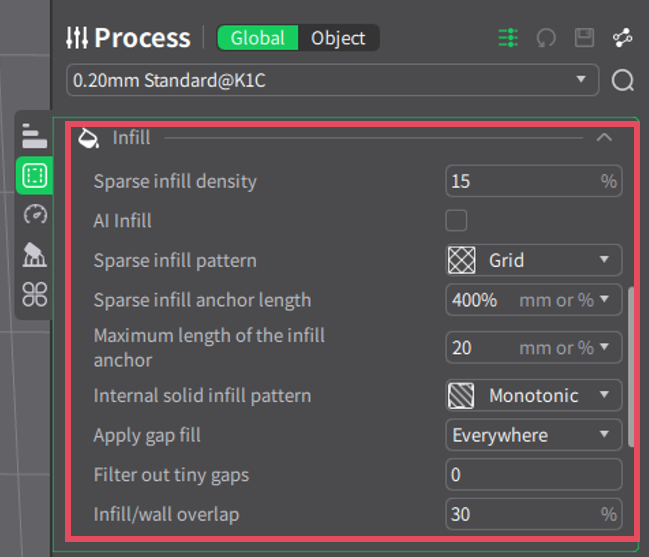
¶ Sparse Infill Density
The density of the infill within the internal volume of the printed model. When the parameter is set to less than 100%, it results in sparse infill; when the parameter is set to 100%, it indicates solid infill.
The higher the sparse infill density, the smaller the spacing between infill lines, which results in greater structural strength and makes the model closer to being solid, but it also decreases printing efficiency. However, if the infill density is too high, reaching 80% or even 100%, the material's thermal contraction can cause large surface indentations in the model, especially noticeable when using materials with high shrinkage rates like ABS. Therefore, setting a lower infill density for models with lower structural strength requirements can significantly improve printing efficiency.
On the other hand, if the infill density is too low or if there is no fill, larger models are more likely to fail during the shell printing phase. Additionally, when printing sparse infill and the top overlap layers, if the spacing between sparse infill lines is too large, it cannot provide sufficient support for the top shell's solid layers, leading to potential gaps that may cause the top shell to collapse and result in print failure. The structural strength may also be too low to meet the normal requirements.
¶ AI Infill
AI Infill functions similarly to the adaptive cubic fill pattern in sparse fill. It allows areas close to the walls to have denser infill, while the infill in the central regions of the model becomes sparser. This reduces material usage and printing time while still providing some structural strength. The function may be ineffective when the sparse fill density is low or the infill area is small.
Note: Currently, when this feature is enabled, the sparse fill patterns can only be set to Grid and Rectilinear.
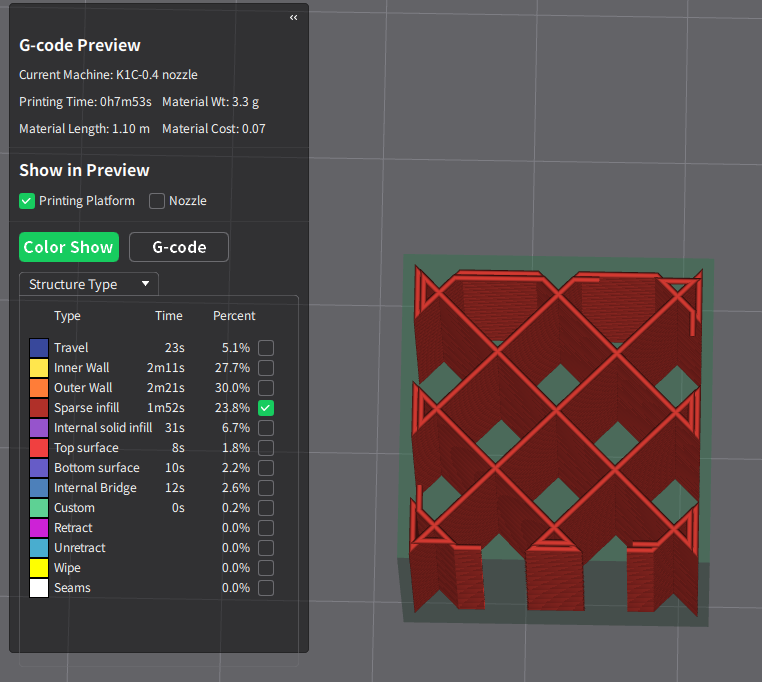
¶ Sparse Infill Pattern
The infill pattern for the internal volume of the model when the sparse infill density is less than 100%. The choice of sparse infill pattern has a significant impact on both printing efficiency and the structural strength of the model.
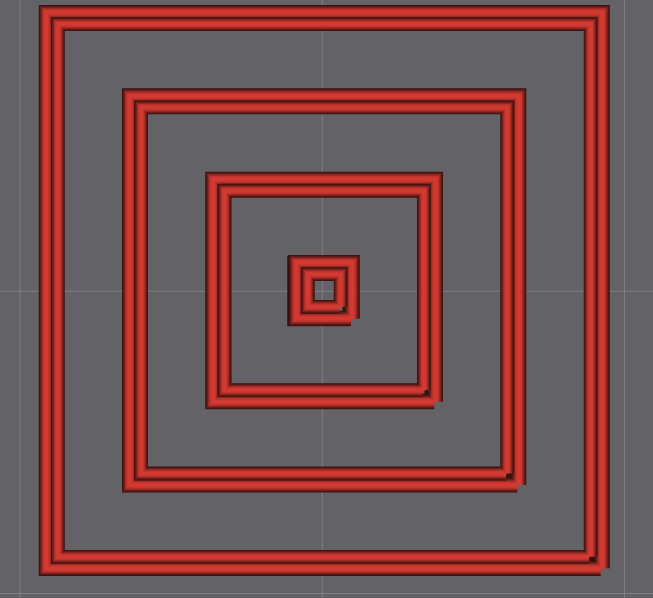
- Concentric: The concentric pattern consists of a series of parallel rings formed by the walls. This infill pattern has lower horizontal load-bearing capacity compared to the vertical direction, and when the infill density is less than 100%, it is the weakest in terms of horizontal load-bearing capacity among all infill patterns.
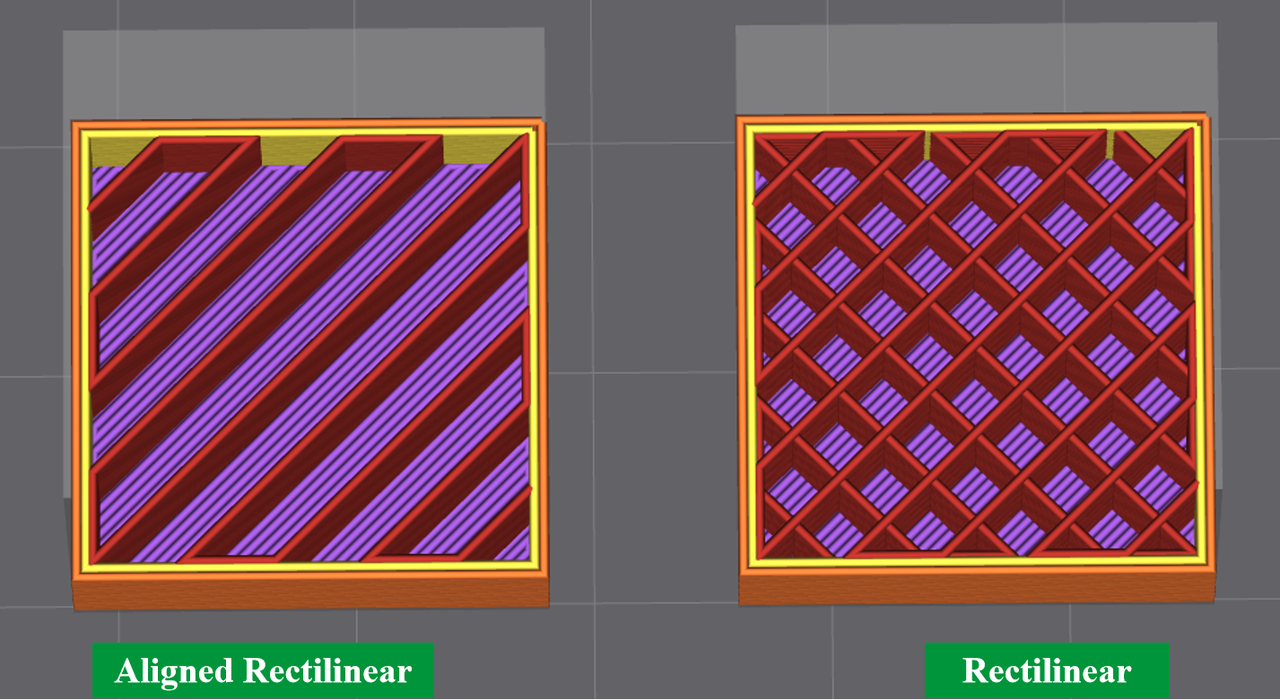
- Rectilinear: When using the rectilinear infill pattern, the infill pattern of a particular layer is rotated 90 degrees relative to the infill pattern of the adjacent layer. This means that the direction of the rectilinear infill is 90 degrees to that of the adjacent layer, which increases structural strength and reduces material overlap at the intersections.
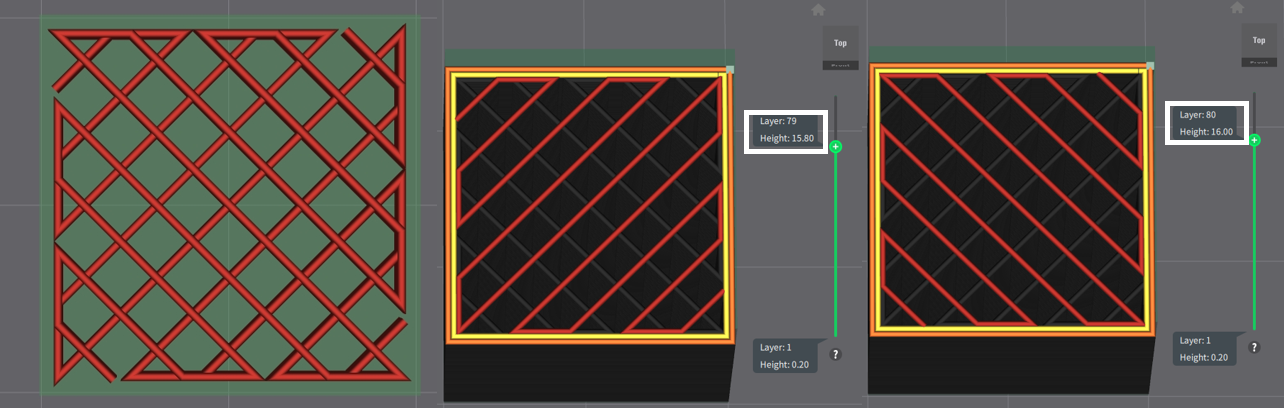
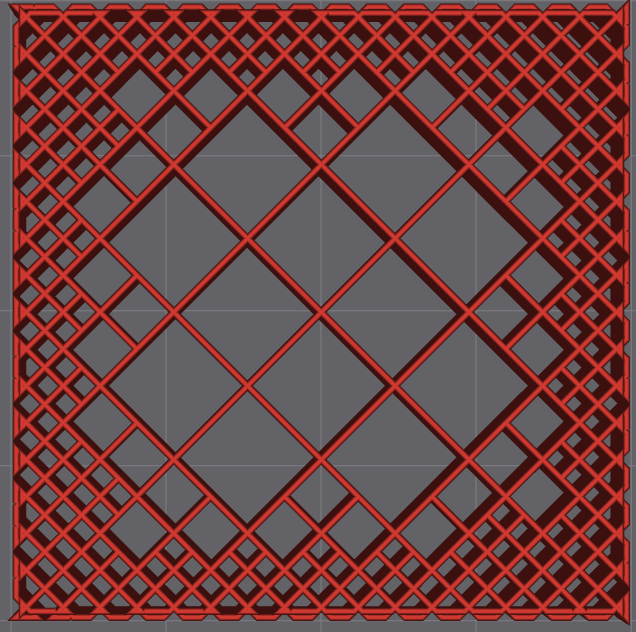
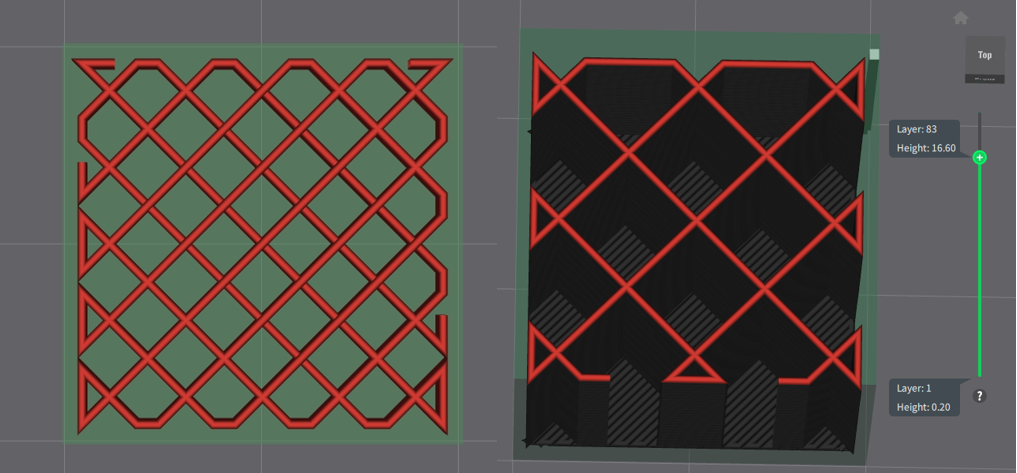
- Grid: The grid infill pattern is similar to the rectilinear infill pattern, with the difference being that in the grid pattern, the infill lines within the same layer form a crosshatch grid composed of two sets of perpendicular parallel lines. The infill lines of adjacent layers are the same, whereas in the rectilinear infill pattern, the infill lines within the same layer are parallel to each other, and the infill lines of adjacent layers are perpendicular.
- Aligned Rectilinear: Aligned rectilinear infill, like the rectilinear pattern, is composed of parallel lines. However, unlike the rectilinear infill where the line directions change between layers, the aligned rectilinear infill maintains a consistent line direction across all layers. This infill pattern saves more printing time and material but offers lower strength compared to other patterns.
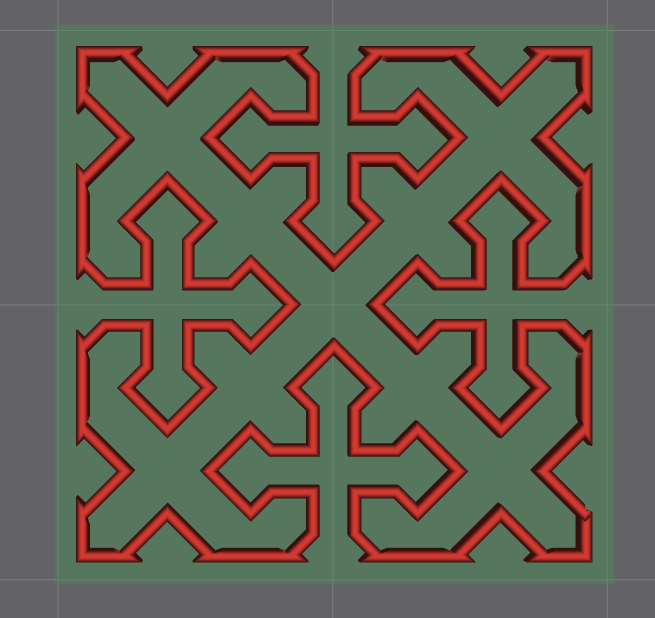
- Cross: The cross pattern is derived from an X-shaped fractal, resulting in a self-similar pattern composed of recursively varying X shapes. This infill pattern exhibits a negative Poisson's ratio in the horizontal direction, allowing uniform compression in all horizontal directions. This makes it useful for printing models that require lower horizontal stiffness but have some resilience or fatigue resistance. Correspondingly, the strength in the horizontal direction is also very low. However, due to the more complex printing paths, the slicing time will be longer.
- Gyroid: The gyroid infill pattern is a type of triply periodic minimal surface (TPMS) lattice pattern that provides high strength in all directions. Due to its complex printing paths, it results in longer slicing times and larger G-code files, which can impact the printer's performance.
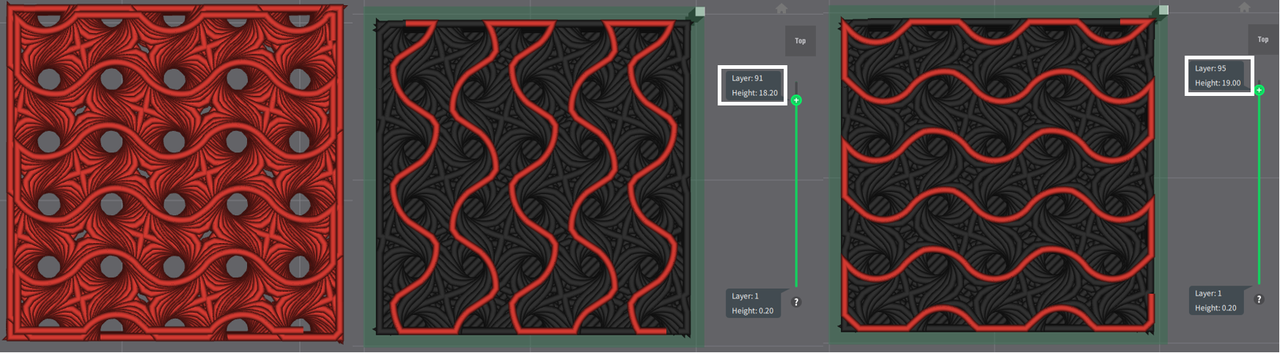
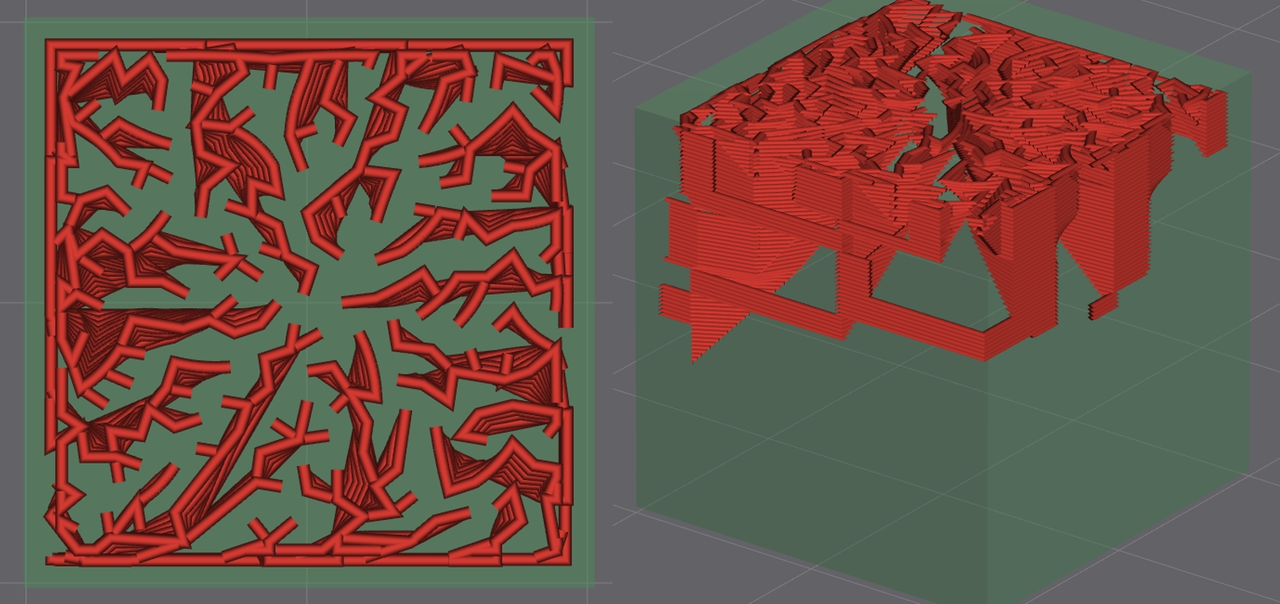
- Lightning: The lightning infill pattern diverges in the form of lightning from the side, gradually forming a pattern. It is used only to support the top surface, so this pattern appears only near the top of the infill volume. This significantly reduces printing time and material usage. Therefore, when using this pattern, increasing the infill density helps improve the quality of the top surface but does not significantly enhance the overall structural strength.
For rapid printing of non-functional models, it is recommended to use infill patterns such as concentric, grid, rectilinear, triangular, and aligned rectilinear.
For functional models with light loads, plane infill patterns like grid, rectilinear, and honeycomb are suggested.
For functional models that require high strength in multiple directions, use volumetric infill patterns like cubic and gyroid, which vary periodically with different layers.
¶ Sparse Infill Anchor Length
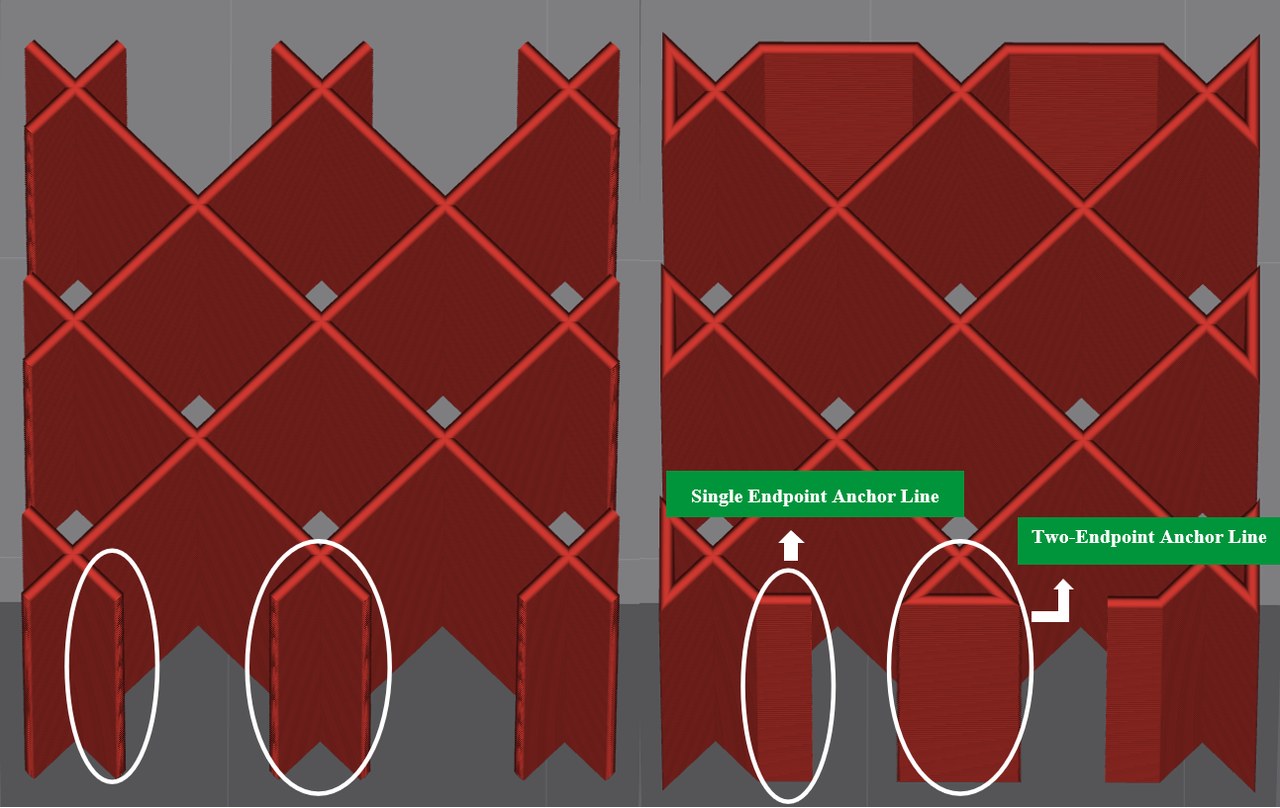
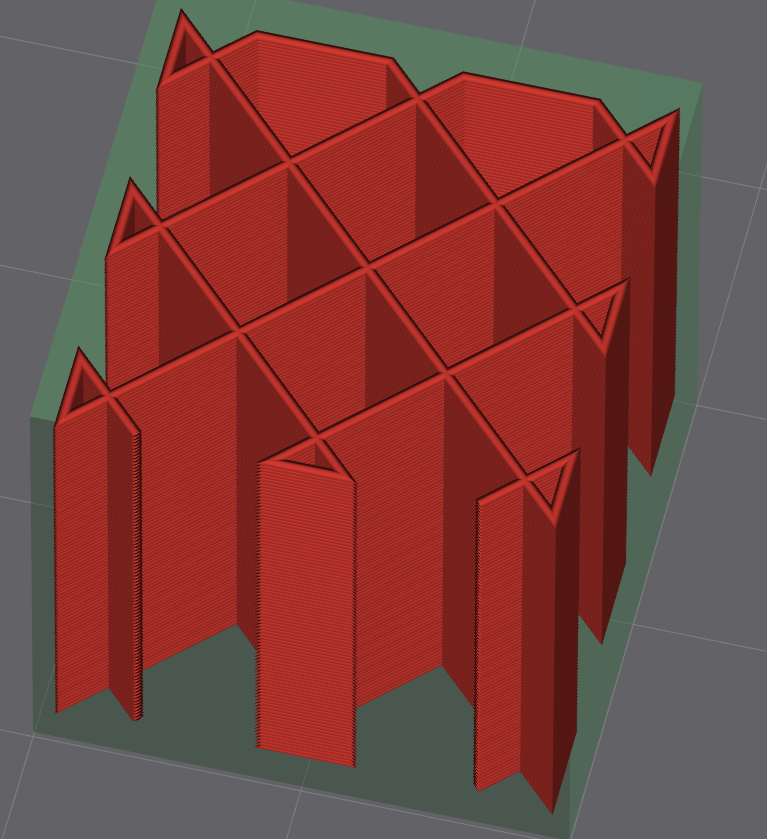
The sparse infill anchor length refers to a short additional path used to connect the sparse infill with the inner walls. This length is the anchor line length, which serves to connect the ends of fill lines to a short profile segment and join the ends of two infill lines that are close together within the same layer. This converts point contacts between infill lines and inner walls into line contacts, increasing the contact area between the infill lines and the inner walls, thereby enhancing the bonding strength.
¶ Maximum Length of the Infill Anchor
The maximum allowable length of the infill anchor lines. If the distance between the ends of two infill lines within the same layer exceeds this value, only single fill line ends can be connected to the infill anchor. In this case, the length of the infill anchor lines will be determined by the set sparse fill anchor length.
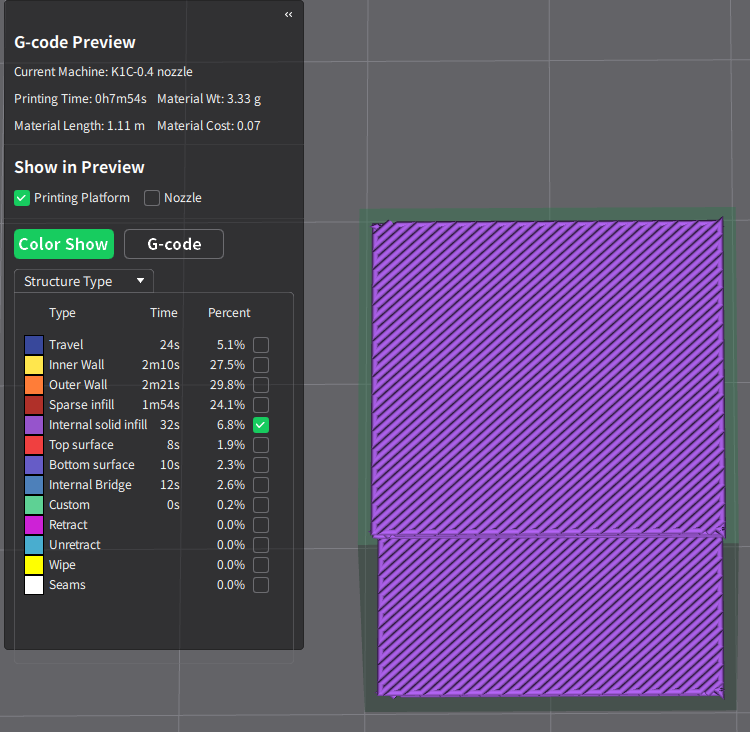
¶ Internal Solid Infill Pattern
Typically used for the solid layers of the top/bottom shells. When the sparse infill density is 100%, the interior of the model is solid infill, so the infill pattern used for the corresponding volume is the internal solid infill pattern. The pattern types can be referenced from those used for the top surface.
¶ Apply Gap Fill
This feature is used to select the areas where gaps need to be filled. By controlling the regions that require gap filling and filtering out areas where filling tiny gaps is unnecessary, this can optimize printing efficiency.

¶ Filter Out Tiny Gaps
The minimum gap length that needs to be filled. If the length of a tiny gap is less than this threshold, it will be filtered out and not filled. When this parameter is set to 0, it means all gaps will be filled.
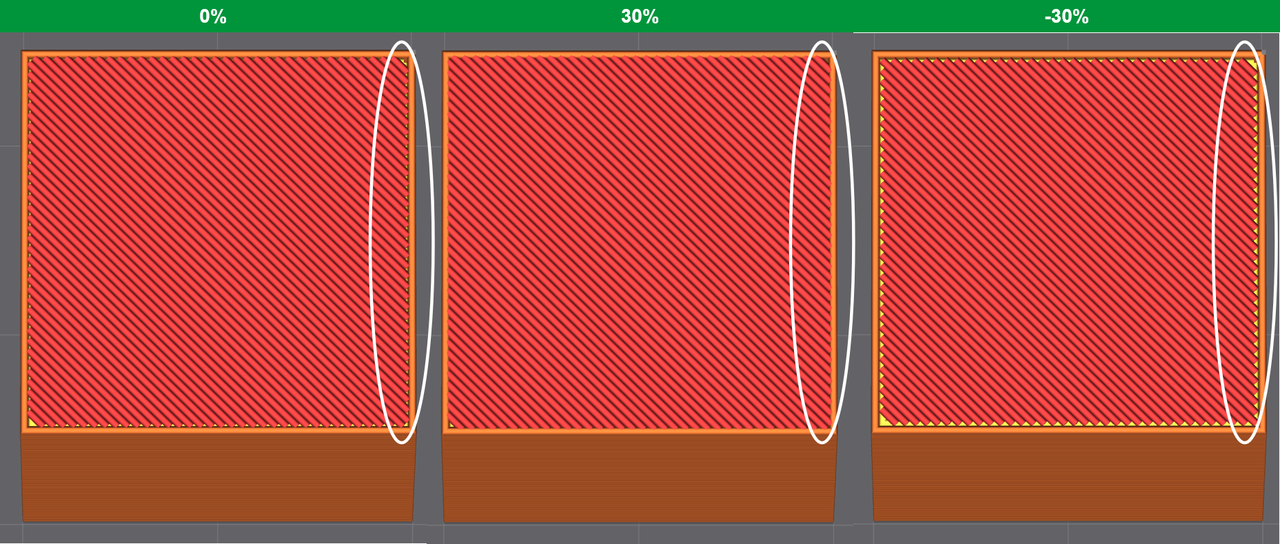
¶ Infill/Wall Overlap
Slightly expands the range of infill lines to overlap with the wall sections (including sparse fill, internal solid fill, top surface, bottom surface, and bridging), thereby increasing the adhesion strength between the walls and infill.
The input value represents the overlap width as a percentage of the sparse fill line width. Setting the overlap rate to a negative value means that the infill and walls do not overlap at all, leaving a gap in between. For example, setting the overlap rate to -30% would create a 30% line width gap between the infill lines and the inner wall. If the overlap rate is set to a negative value, it may affect the appearance of the top and bottom surfaces, as the edge lines of these surfaces will not adhere to the walls.