Advanced process parameters related to infill, used to optimize the printing path and improve print quality. Typically, the default settings are sufficient.
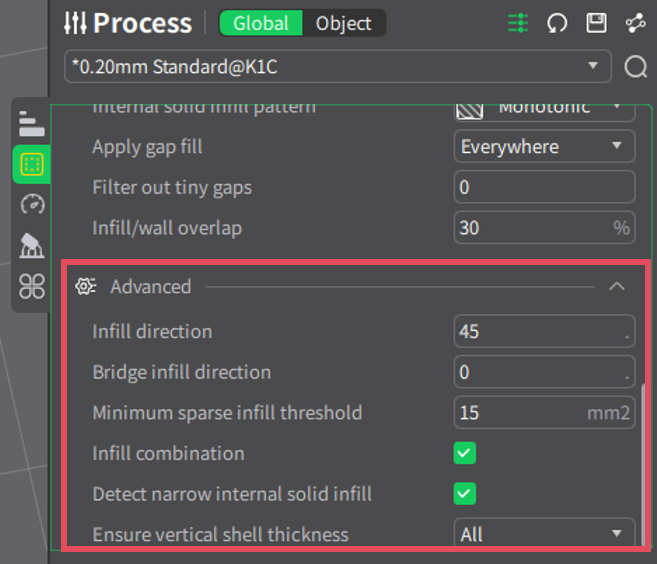
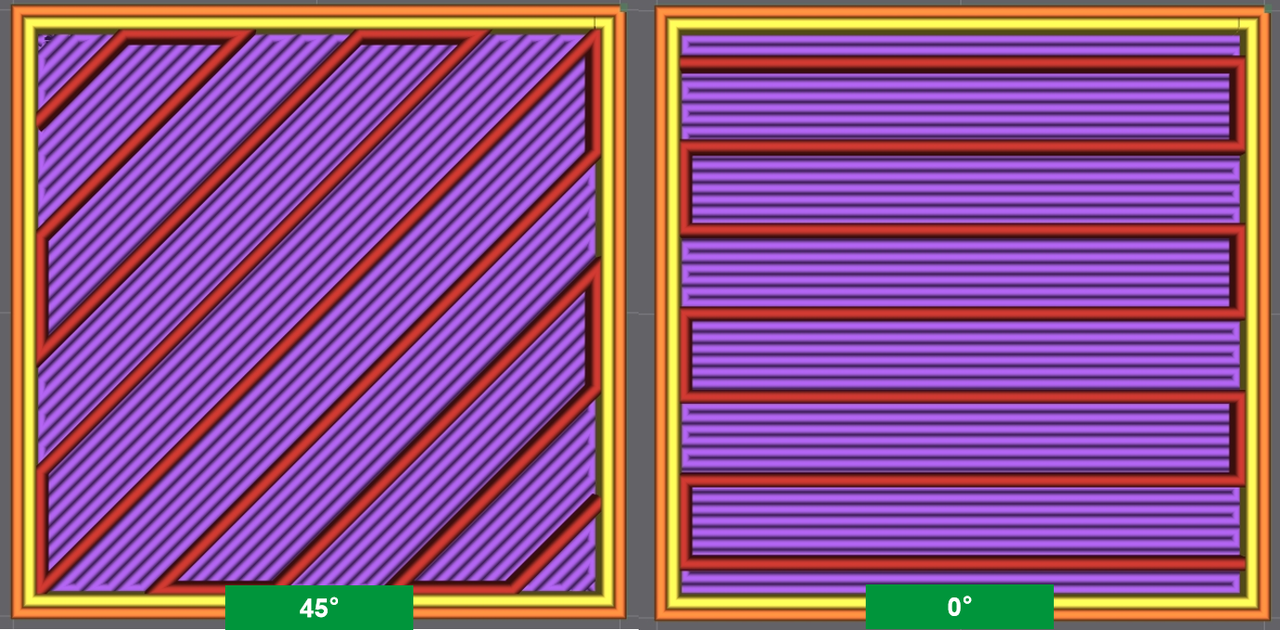
¶ Infill Direction
The angle of the infill pattern, which determines the starting path direction or overall orientation of the lines. This parameter also controls the direction of all infill lines, including those for the top surface, bottom surface, sparse infill, internal solid infill, and bridge.
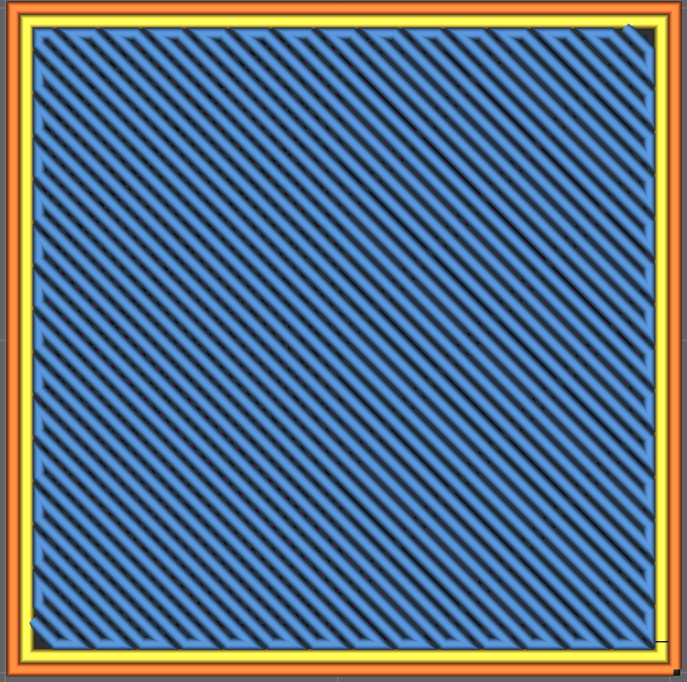
¶ Bridge Infill Direction
The fill angle for the external bridging layer (corresponding to "Bridge" in the color scheme). If this parameter is set to 0, a reasonable infill angle will be automatically assigned. Otherwise, the external bridge infill pattern will use the specified value.
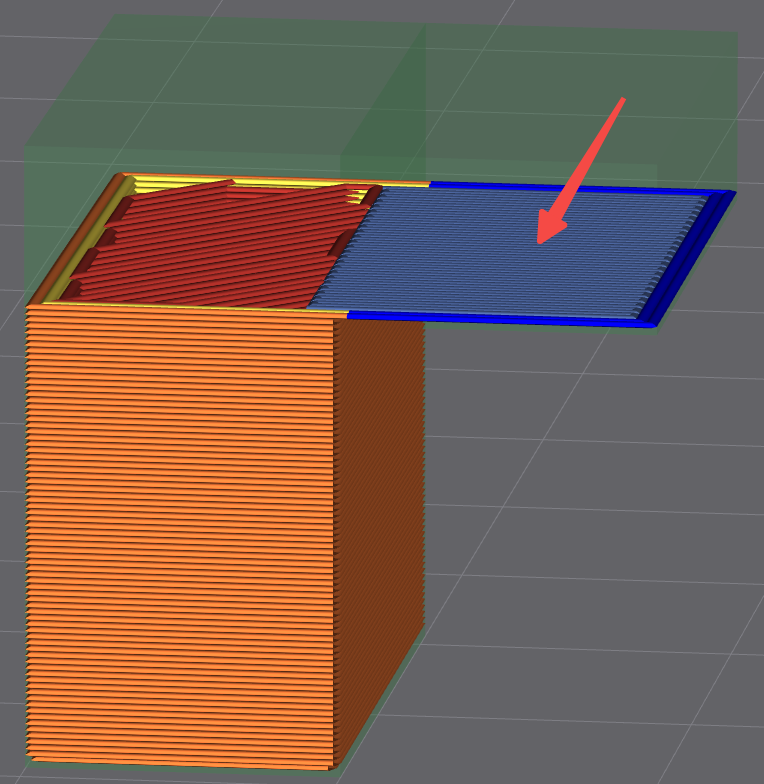
External bridge layers are typically used for large-span or expansive overhangs, bridge gaps in such a way that the overhang can be printed without the need for support. Internal bridge layers serve as a transitional layer between sparse infill and the top surface.
The key distinction is that internal bridge layers have sparse infill underneath for support, though the support area is relatively small. In contrast, external bridge layers have no support beneath them (essentially unsupported) and usually serve as the bottom surface. Additionally, printing speeds for external bridge layers are generally slower than for internal bridge layers.
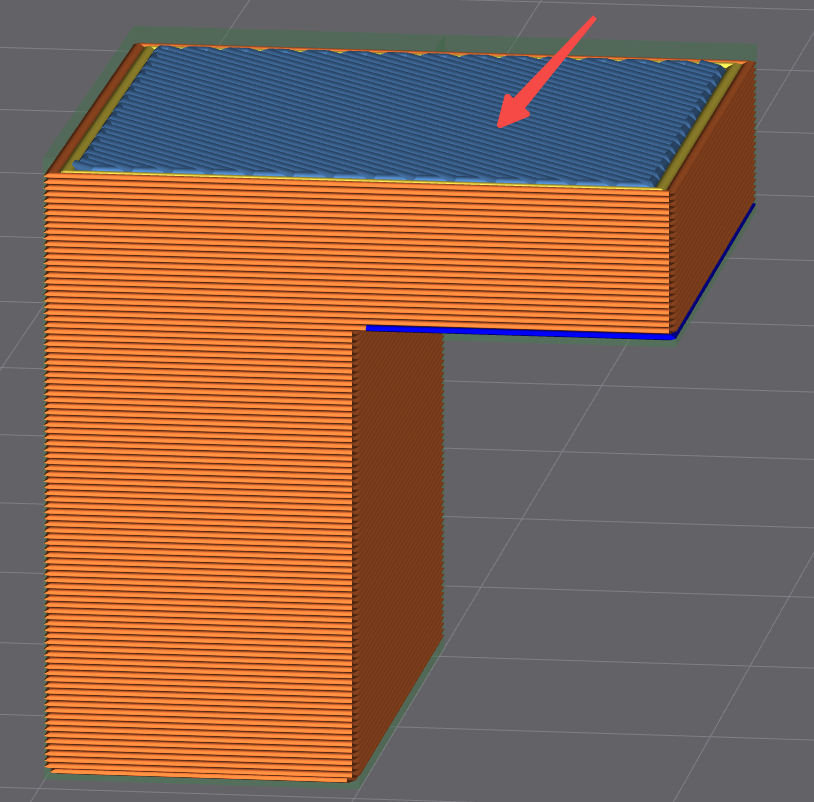
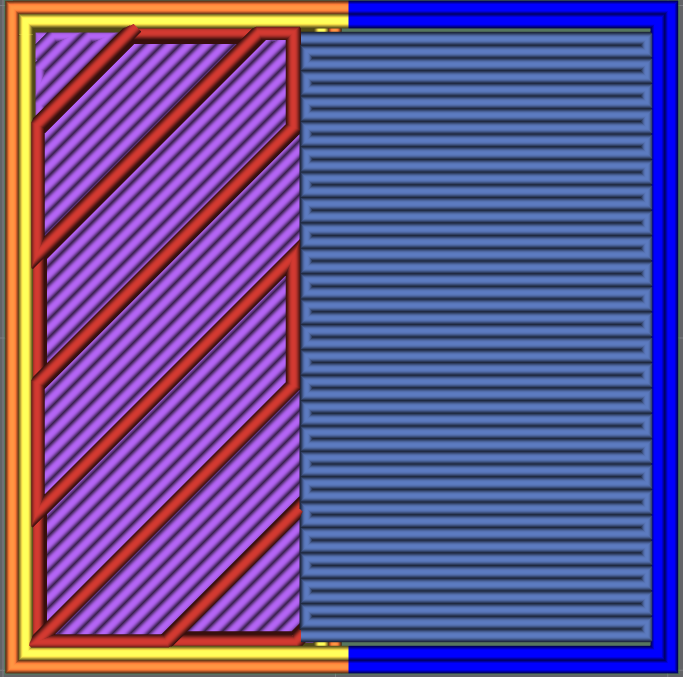
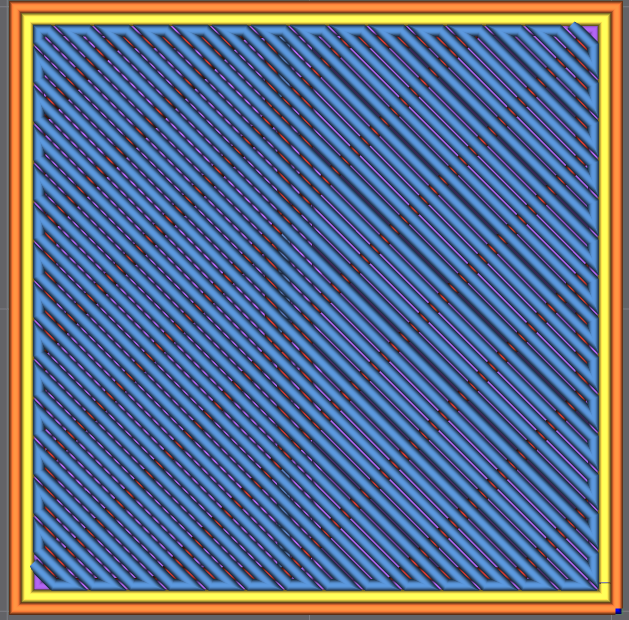
If the sparse fill pattern uses aligned rectilinear fill and the fill direction is the same as the internal bridging fill direction, a low sparse fill density may lead to print failures in the internal bridging layer, ultimately causing the top surface to collapse. To avoid this issue, the software by default sets the fill direction of the sparse fill to be 90 degrees relative to the internal bridging fill direction.

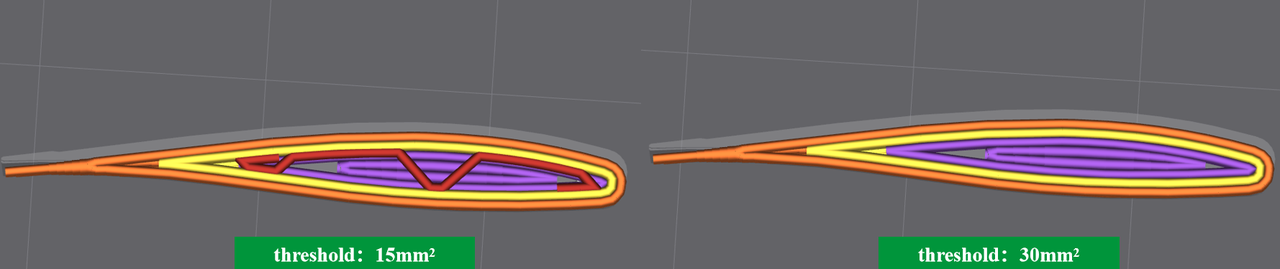
¶ Minimum Sparse Infill Threshold
If the area of the sparse infill region is smaller than the set minimum threshold, the fill pattern type for that region will be replaced with internal solid fill. This parameter primarily serves to fill small areas with solid infill to increase strength and prevent breakage due to insufficient strength.
¶ Infill Combination
Automatically merges several layers of sparse infill into one to reduce printing time, while maintaining the original layer height for internal and external walls. The principle behind infill combination is to use the largest integer multiple of the wall layer height that fits within the nozzle diameter as the layer height for sparse infill.
For example, with a 0.4mm nozzle, when infill combination is enabled and the wall layer height is 0.08mm or 0.2mm, the sparse infill layer height can be set to 0.4mm. For a wall layer height of 0.08mm, print one layer of sparse infill after every 5 layers of walls; for a wall layer height of 0.2mm, print one layer of infill after every 2 layers of walls. With a wall layer height of 0.12mm, the sparse infill layer height can be 0.36mm, meaning print one layer of sparse infill after every 3 layers of walls. For wall layer heights of 0.24mm and 0.28mm, the integer multiples exceed the nozzle diameter, so there is no suitable sparse infill layer height, and the infill combination function cannot be used.
¶ Detect Narrow Internal Solid Infill
This option automatically identifies narrow internal solid infill areas. When enabled, concentric fill patterns are used for these narrow solid regions, which significantly increases print speed. Otherwise, the default rectilinear fill pattern is applied.

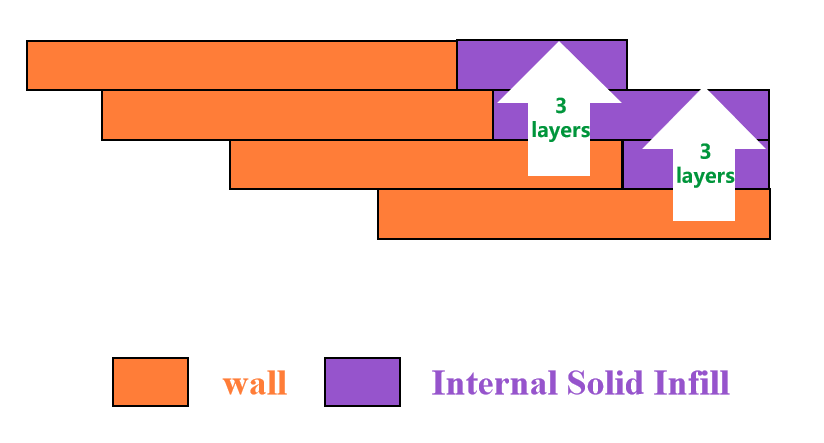
¶ Ensure Vertical Shell Thickness
This parameter is used to add solid infill near slanted surfaces to ensure the vertical shell thickness. The required vertical shell thickness depends on the set number of top/bottom shell layers.
For example, if the number of top/bottom shell layers is set to 3 and the "Ensure Vertical Shell Thickness" option is enabled, then when printing slanted surfaces, additional solid infill layers will be added in the vertical direction where there are fewer than 3 layers to meet the thickness requirement.