¶ Introduction
With the release of Creality Print v6.3, the entire filament change workflow has been refactored. Filament change actions are now decomposed and controlled through Printer Settings in the slicer → G-code generated by the slicer, rather than being fully handled by firmware logic.
To ensure compatibility, the slicer includes logic to distinguish between new firmware and legacy firmware behaviors.
¶ Fully Compatible Scenario (Strongly Recommended: Update All Components to the Latest Versions)
¶ Printer Firmware Version
¶ K2 Plus: v1.1.4.8 or later
Other models: Coming soon
¶ Creality Print: v6.3.0 or later
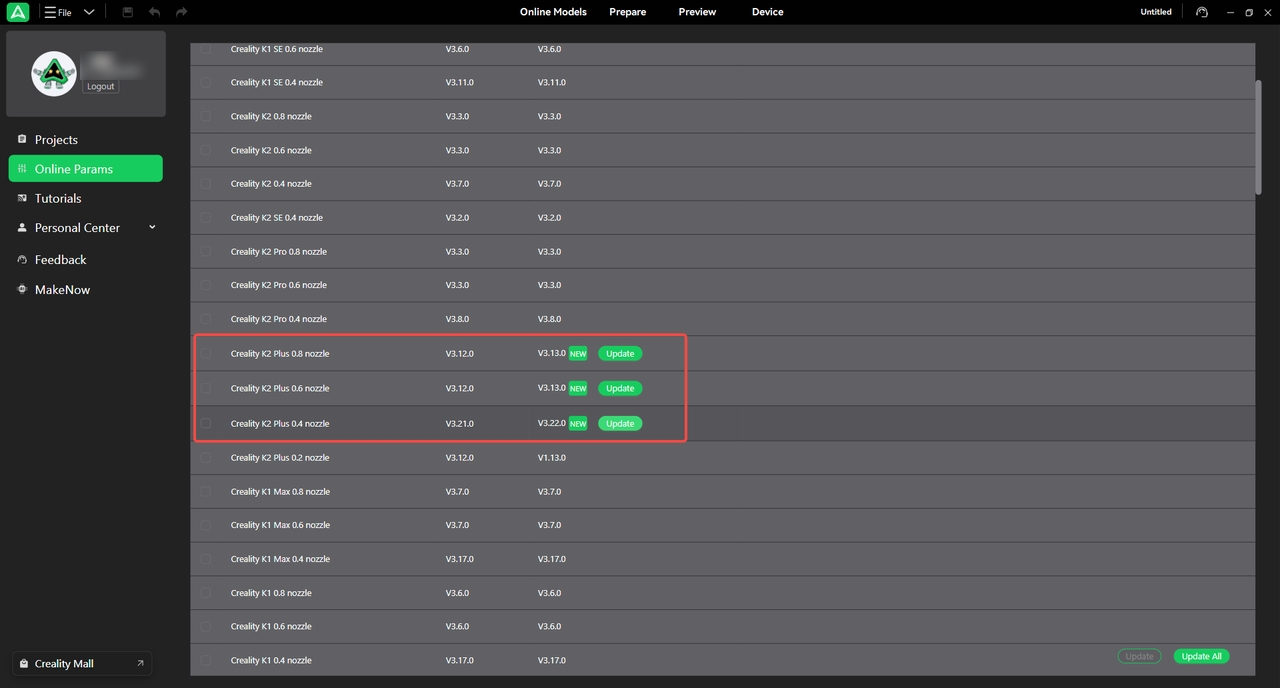
Online Parameters: Home → Online Resources → Online Parameters → Update to the latest version (K2 Plus used as an example)
¶ Configuration Steps
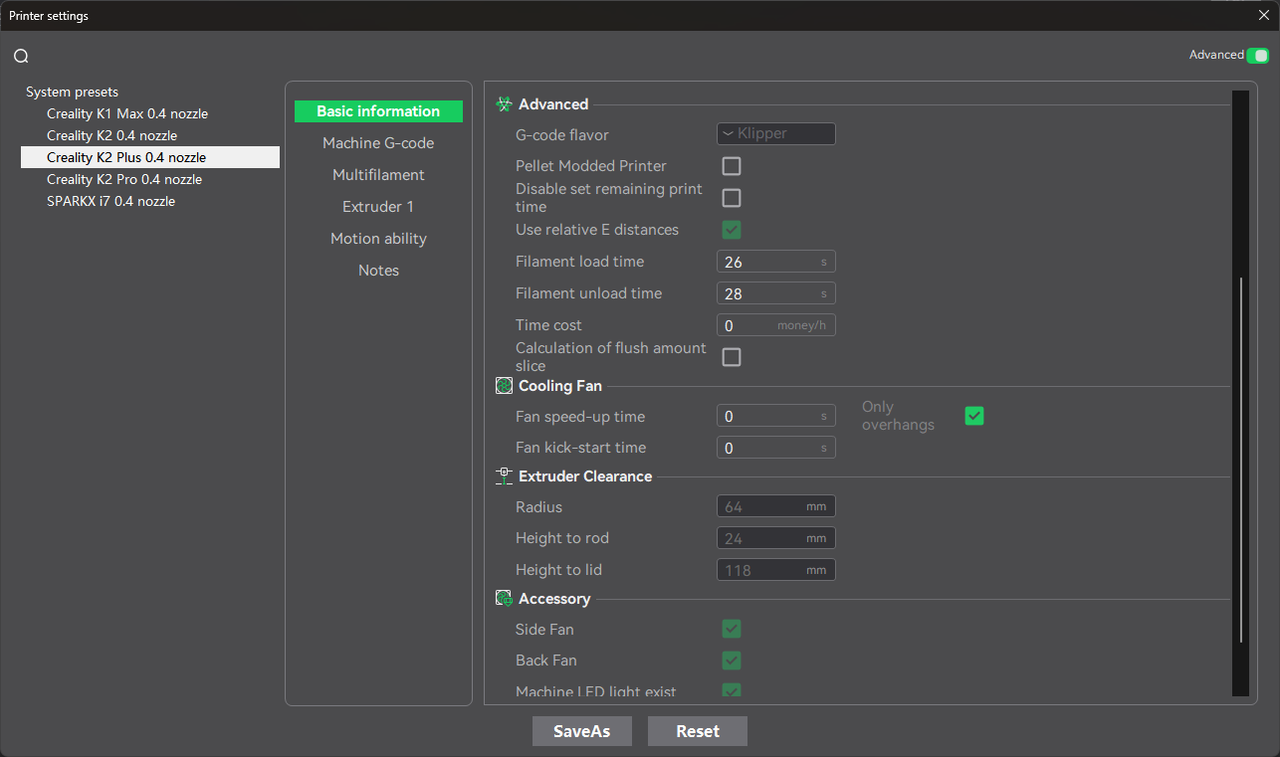
Open Printer Settings → Basic Information, then enable Flush Volume Calculation in Slicing. Save the settings and proceed with slicing.
Note: Flush Volume Calculation in Slicing is disabled by default.
¶ Abnormal Scenarios and Handling Solutions
¶ Legacy Firmware + New Slicer + Latest Parameter Package
¶ Printer Firmware Version
K2 Plus: below v1.1.4.8
Other models: Coming soon
¶ Creality Print: v6.3.0 or later
Online Parameters: Latest
¶ Important Notice
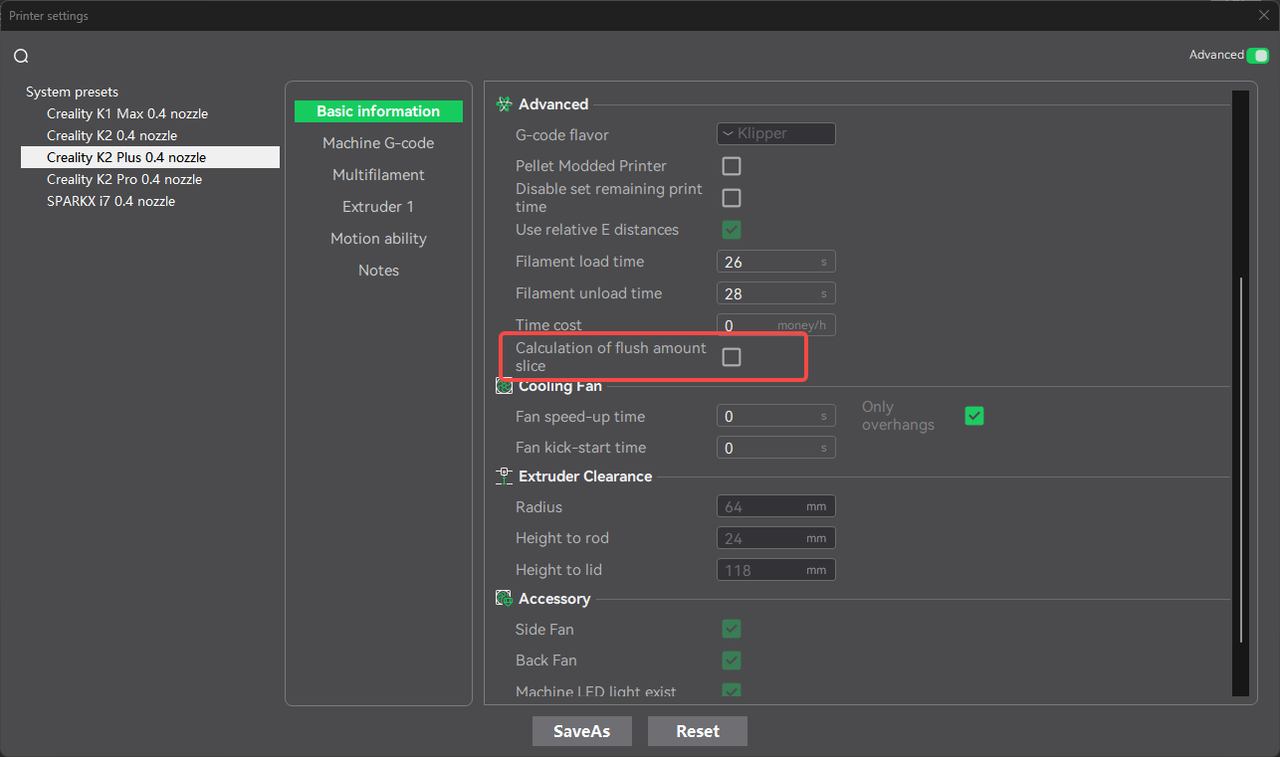
❌ Do NOT enable Calculation of flush in Slice. (This option is disabled by default.)
When left disabled, the G-code generated by the slicer remains fully compatible with legacy firmware and can run normally.
¶ New Firmware + Legacy Slicer + Latest Online Parameters
¶ Printer Firmware Version
K2 Plus: v1.1.4.8 or later
Other models: Coming soon
¶ Creality Print: Below v6.3.0
Online Parameters: Latest
¶ Issue Description
Slicing will fail and display a generation error.
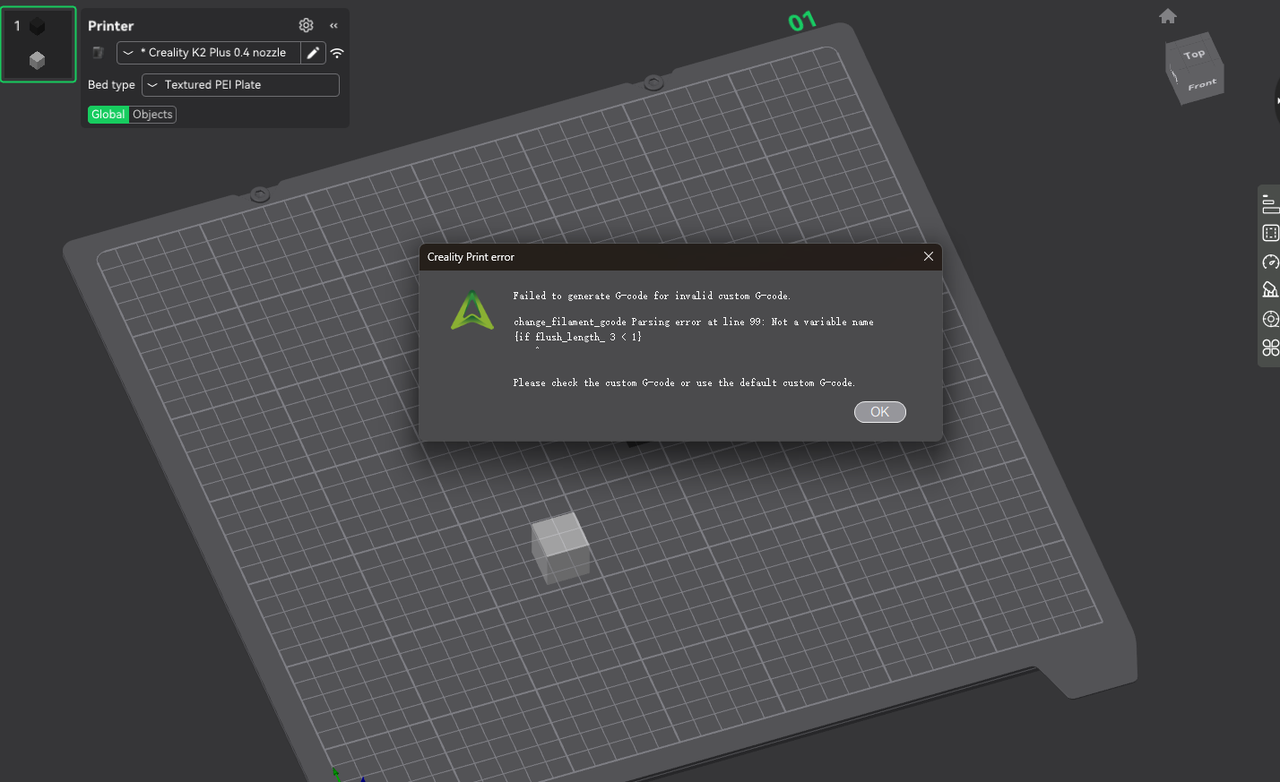
Solution: Manually revert the custom G-code configuration to the legacy version.
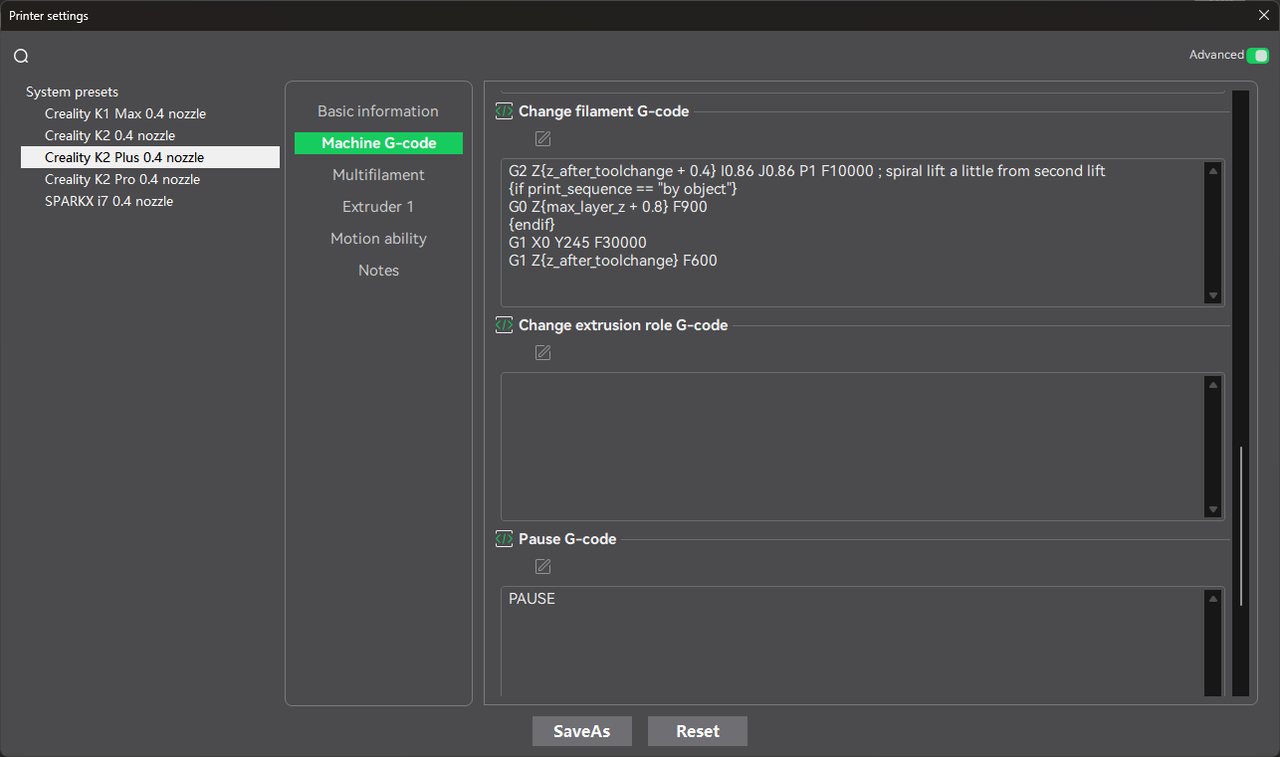
¶ G-code Reference:
¶ K2 PLUS:
Printer Profile → Custom G-code
Machine Start G-code
M140 S0
M104 S0
START_PRINT EXTRUDER_TEMP=[nozzle_temperature_initial_layer] BED_TEMP=[bed_temperature_initial_layer_single]
T[initial_no_support_extruder]
M104 S[nozzle_temperature_initial_layer]
M204 S2000
G1 Z3 F600
M83
G1 Y150 F12000
G1 X0 F12000
G1 Z0.2 F600
G1 X0 Y150 F6000
G1 E0.8 F300
G1 X0 Y0 E9 F{filament_max_volumetric_speed[initial_extruder]/0.3*60}
G1 X150 Y0 E9 F{filament_max_volumetric_speed[initial_extruder]/0.3*60}
G92 E0
G1 Z1 F600Machine End G-code
{if print_sequence == "by object"}
G91
G1 X2 Y2 Z1 F24000
G90
G1 Z{max_layer_z+2} F600
{endif}
END_PRINTChange Filament G-code
G2 Z{z_after_toolchange + 0.4} I0.86 J0.86 P1 F10000 ; spiral lift a little from second lift
{if print_sequence == "by object"}
G0 Z{max_layer_z + 0.8} F900
{endif}
G1 X0 Y245 F30000
G1 Z{z_after_toolchange} F600
Filament Profile → Advanced Settings
Filament Start G-code
;filament start gcode
{if (position[2] > first_layer_height) }
M104 S[nozzle_temperature]
{else}
M104 S[first_layer_temperature]
{endif}
{if(initial_extruder != current_extruder || position[2] > first_layer_height)}
{if (position[2] +0.4 < printable_height) }
G2 Z{position[2] + 0.4} I0.86 J0.86 P1 F10000 ; spiral lift a little from second lift
G1 X205 Y345 F20000
G1 Z{position[2] } F1200
{else}
G1 X205 Y345 F20000
{endif}
{endif}