Traditional slicers have speed settings for specific extrusion lines, for example, inner wall speed, outer wall speed, infill speed, solid infill speed, etc. The outer wall and inner wall speed have a great influence on the surface quality of the printed model, especially for overhang surfaces.
Generally speaking, overhang surfaces have no problem when the whole printing speed is slow. But for high-speed printing scenarios, too fast wall speed will make overhang quality very bad, even though the layer area is large so that layer printing time is long and layer cooling is enough.
¶ Related Settings
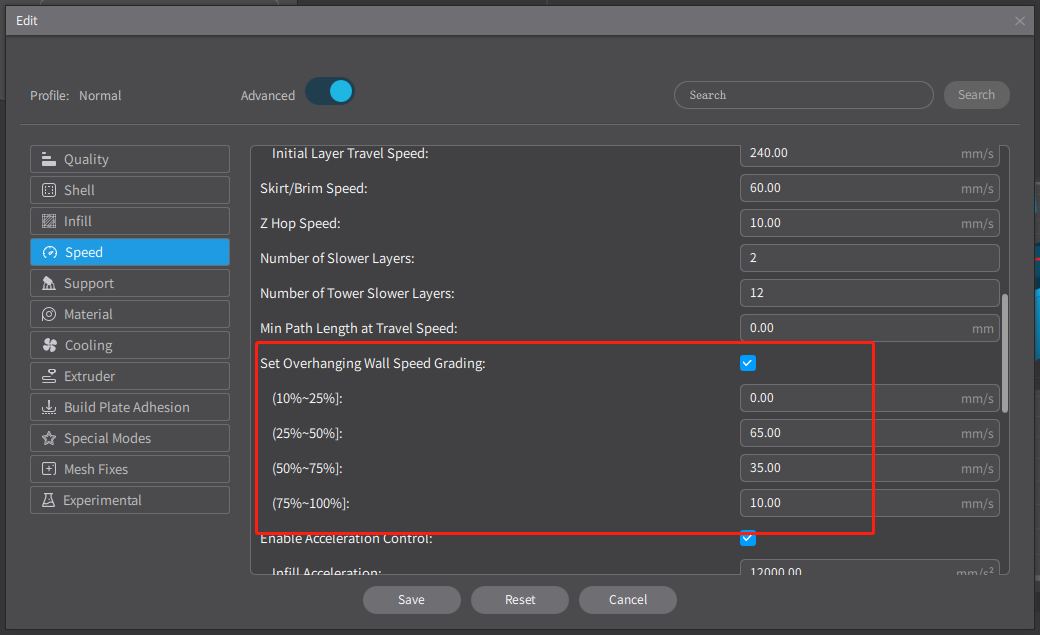
In order to achieve a better overhang surface, we usually use a lower wall speed for models that have obvious overhangs. However, different parts of a model can have varying degrees of overhang, even at the same layer height. To strike a balance between printing time and printing quality, it is necessary to detect overhang areas and print them slowly. Therefore, we have introduced a parameter option called "Set Overhanging Wall Speed Grading" in Creality Print to control the wall speed for different overhanging parts.
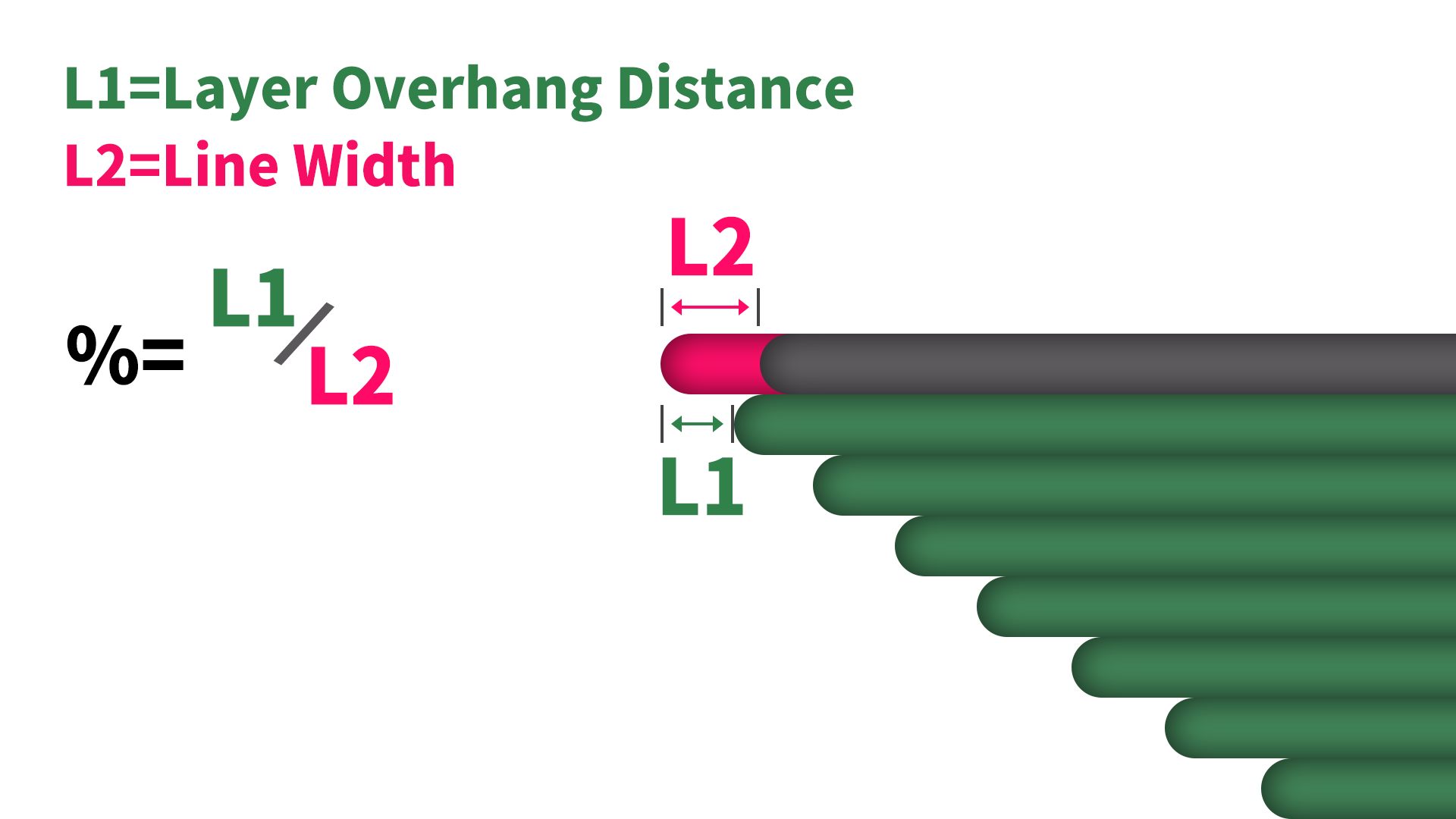
The calculation method for the parameter refers to the percentage of the unsupported width of the lower layer that is covered by the line width. The figure is shown below.
¶ Example of slicing and printing
