¶ Why Is K1 Max So Fast and Smart to Print Quality 3D Models?

FDM 3D printing is constantly evolving. Currently, it is making a big pivot towards fast printing speed. Meanwhile, AI began to sweep all industries with the advent of GPT 4.0 in early 2023.
K1 Max, the flagship FDM 3D printer of Creality, is a combo of print speed, print quality, and AI. It has obtained a lot of attention since its launch in the spring of 2023.
In this article, we will delve into the core technologies of the K1 Max and reveal the secrets behind its speed, quality, and intelligence.
¶ 1. Ultra Fast Printing Speed
K1 Max stands out for its superior performance. It can ramp up to 600mm/s with 20000mm/s² acceleration while keeping a fairly good print quality. This cannot be achieved without excellent product engineering and advanced technologies.
Extrusion with High Flow Rate
K1 Max is equipped with a special high-flow extrusion system, ensuring constant filament extrusion for uninterrupted printing. The flow rate of extrusion is as high as 32mm³/s, with no stress to keep up with the maximum 600mm/s printing speed.

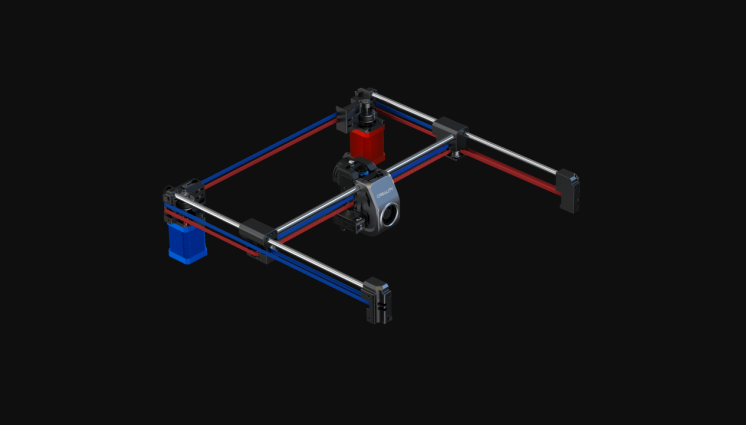
Agile CoreXY Motion System
K1 Max features an innovative CoreXY motion system. We have redesigned the bearings on the X, Y, and Z axes, drive systems, and transmission parts, so the printhead can move steadily and precisely. This allows the K1 Max to maintain fine print quality at a high printing speed.

Dedicated Kinematic Algorithms
Creality has developed a set of kinematic algorithms dedicated to ultra-fast printing. These algorithms factor in the specs of printhead, build plate, and filament to ensure the best print results of high-speed printing while avoiding print failures caused by mechanical vibrations or step losses.

¶ 1.1 Extrusion with High Flow Rate

The extrusion system of K1 Max utilizes an array of leading features to bolster an exceptional 3D printing performance.
¶ 1.1.1 Precise Extruder Motor
The extruder is driven by a high-precision 36mm diameter stepper motor that is also very lightweight. Therefore, each step of extrusion or retraction is accurate and subject to less sway of the printhead.
¶ 1.1.2 Strong Extrusion Force
The direct drive extruder features dual gears to deliver a strong and uniform extrusion force. It is reliable to rapidly extrude various filaments including engineering filament for printing quality 3D models.
¶ 1.1.3 Clog-free Design
The filament feeding is made clog-free with a 60W ceramic heater along with a bi-metal heatbreak.
The ceramic heater, encircling the entire hotend, can heat up the nozzle from 30℃ to 200℃ in the 60s. It is able to fully melt the filament even when the printer works at full speed.
The bi-metal heatbreak is made of both titanium alloy and copper alloy. The lower titanium alloy has a low thermal conductivity and blocks the heat creeping up from the hotend to the extruder. Whereas, the upper copper alloy has a high thermal conductivity and allows efficient heat dissipation with the help of a large heat sink. So, the heatbreak can prevent premature filament melting arising from heat creep.
The two combined guarantee the rapid melting and clog-free feeding of filaments and push the feeding flow up to 32mm³/s.

¶ 1.1.4 Wear-resistant Nozzle
The inlaid tip of the nozzle is made of hardened steel. It not only extends the service life of the whole nozzle significantly but also supports a variety of fiber-reinforced filaments that are useful for printing strong and tough 3D models.
¶ 1.2 Agile CoreXY Motion System
K1 Max adopts a CoreXY motion system where the X and Y axes are rigged together by a special belt arrangement that allows for high-speed, precise movements. Below are some noteworthy characteristics.
¶ 1.2.1 Accurate XY Positioning
These X and Y motors remain stationary on the frame instead of moving with the printhead. Subject to less burden, the XY positioning becomes more accurate. The transmission by belts and linear shafts is also more precise than that by V-wheels.
¶ 1.2.2 Uniform Pulling Forces
Thanks to the special belt arrangement, each move of the printhead is achieved by pooling together active forces from at least two points. Nevertheless, most moves are pulled off by two parallel and uniform forces on the X-axis and also two parallel and uniform forces on the Y-axis. This avoids skewing or deviation and ensures printing accuracy.

¶ 1.2.3 Quick Motion Response
CoreXY has two motors working in unison to move the printhead responsively on the XY plane, which is distinct from Cartesian 3D printers where one motor drives one axis. This enables higher acceleration, faster printing speed, and fewer step losses.
¶ 1.2.4 Lightweight Moving Parts
These X and Y motors remain stationary on the frame’s corners, instead of moving with the printhead like Cartesian printer designs, reducing the weight of the moving parts.

¶ 1.2.5 Efficient Use of Space
With CoreXY, a printer can easily achieve steady movements in all axes without extra designs even if the build volume is quite big. So it delivers a relatively high build volume to printer size ratio.
¶ 1.2.6 Less Mechanical Vibrations
The X and Y axes are coordinated for movement. So the workload of transmission is evenly distributed across the motion system. It is less likely to have mechanical vibrations while printing than having one motor driving one axis.
¶ 1.3 Dedicated Kinematic Algorithms
The Creality OS of K1 Max uses a set of advanced motion control algorithms or kinematics to support high-speed and steady printing.

¶ 1.3.1 Constant Acceleration Scheme
Creality OS implements a constant acceleration scheme whenever the printhead changes velocity - the velocity is gradually changed to the new speed instead of suddenly jerking to it. Creality OS always enforces acceleration between the nozzle and the print. The filament leaving the nozzle can be quite fragile - rapid jerks and/or extruding flow changes lead to poor quality and poor bed adhesion. Even when not extruding, if the printhead is at the same level as the print, then rapid jerking of the head can cause disruption of the recently deposited filament. Limiting speed changes of the print head (relative to the print) reduces the risks of disrupting the print.
¶ 1.3.2 Trapezoid Generator
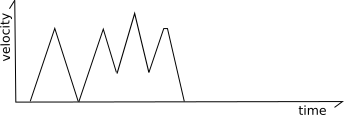
Creality OS uses trapezoidal motion curves - they accelerate at a constant rate to a maximum velocity, cruise for some time, and then decelerate at a constant rate again.
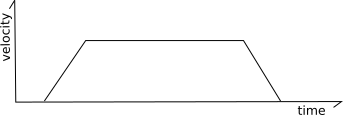
It’s called a “trapezoid generator” because a velocity diagram of the move looks like a trapezoid.
The cruising speed is always greater than or equal to both the start speed and the end speed. The acceleration phase may be of zero duration (if the start speed is equal to the cruising speed), the cruising phase may be of zero duration (if the move immediately starts decelerating after acceleration), and/or the deceleration phase may be of zero duration (if the end speed is equal to the cruising speed).
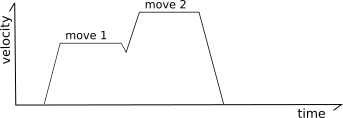
¶ 1.3.3 Look-ahead
The “look-ahead” system is used to determine cornering speeds between moves.
Consider the following two moves contained on an XY plane:

In the above situation, it is possible to fully decelerate after the first move and then fully accelerate at the start of the next move, but that is not ideal as all that acceleration and deceleration would greatly increase the print time and the frequent changes in extrusion flow would result in poor print quality.
To solve this, the “look-ahead” mechanism queues multiple incoming moves and analyzes the angles between moves to determine a reasonable speed that can be obtained during the “junction” between two moves. If the next move is nearly in the same direction then the head need only slow down a little (if at all).
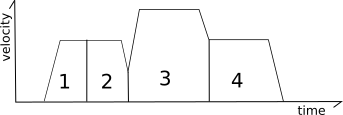
Smoothed look-ahead
Creality OS also implements a mechanism for smoothing out the motions of short “zigzag” moves. Consider the following moves:
In the above, the frequent changes from acceleration to deceleration can cause the machine to vibrate which puts stress on the machine and increases the noise. To reduce this, Klipper tracks both regular move acceleration as well as a virtual “acceleration to deceleration” rate. Using this system, the top speed of these short “zigzag” moves is limited to smooth out the printer's motion.
¶ 1.3.4 Input Shaping with G-sensor
Ringing or ghosting is caused by mechanical vibrations of the printer due to quick changes in the printing direction. Note that ringing usually has mechanical origins: insufficiently rigid printer frame, loose or too springy belts, alignment issues of mechanical parts, heavy moving mass, etc.
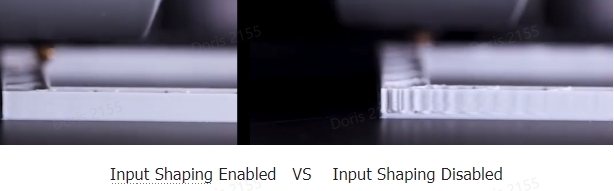
Input shaping is an open-loop control technique that creates a commanding signal that cancels its own vibrations. Besides ringing, Input Shaping typically reduces the vibrations and shaking of the printer in general, thereby improving the reliability of printer operation. Input Shaping allows high printing speed and acceleration without causing damage to the printer, effectively extending the service life.
K1 Max is built-in with a G-sensor to measure the vibration frequency or resonance, then configure the Input Shaping accordingly to cancel it out. In this way, the vibrations are mitigated and the entire printing process is extremely steady. Therefore, the printer can unleash its full performance and the users now can enjoy a superior 3D printing experience.
¶ 1.3.5 Pressure Advance
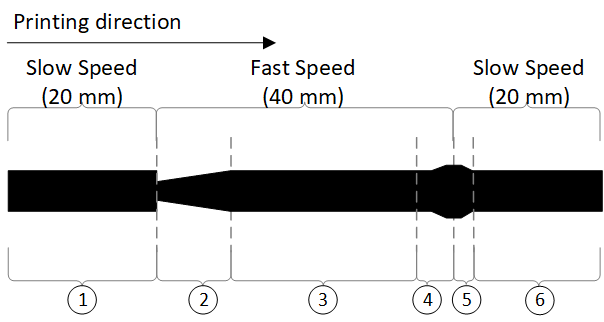
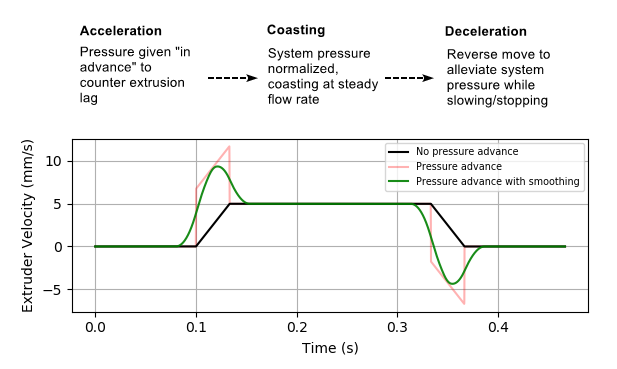
When the printer accelerates and then decelerates to print a straight line, ideally the line should be neat and straight, but often the line is as shown in the picture below. This can lead to stringing blobs and bulging print corners and decrease print accuracy. That’s why K1 Max introduces the Pressure Advance.
After studying and testing, we found the nozzle needs some time to reach a certain pressure level after accepting the force from the extruder before the molten filament can flow out of the nozzle constantly.
At the start of printing a line, the extruder suddenly accelerates and tries to push the filament out of the nozzle. However, due to insufficient pressure build-up within the nozzle, less filament exits the nozzle, thus leading to under extrusion as marked with ②. In contrast, when the extruder decelerates instantly at the end of printing a line, there’s already a pressure build-up within the nozzle. This excess pressure will push out the filament, even when it’s not needed, to balance the system. This is why you’ll notice blobs and bulging corners in your prints as marked with④. Even after deceleration is over, there may still be a small amount of excess filament flowing out, as marked with ⑤.
As the printing speed goes up, the above effects will become more serious, and print quality will be more impaired. So, to ensure quality prints, we need to stabilize the pressure within the nozzle throughout the printing process, especially for high-speed printing speed.
To resolve this issue, the Pressure Advance steps in.
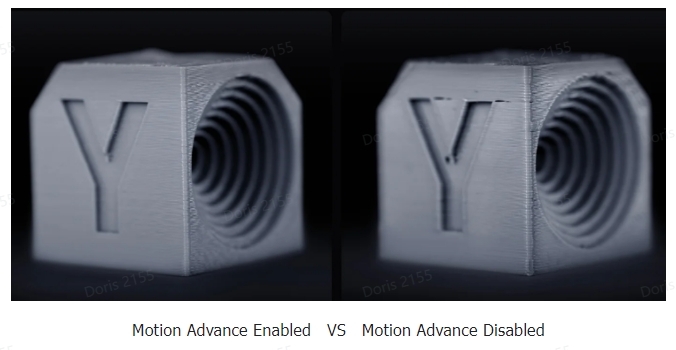
The way K1 Max controls this flow is it approximates ‘pressure in advance’ during a particular print move. So, the filament flow will increase slightly prior to an acceleration move to compensate for any under-extrusion.
Further, it’ll decrease the filament flow into the nozzle just before the printer decelerates - a bit like retraction. This mechanism will adjust for the excess pressure within a nozzle and reduce the chances of blobs in prints.
¶ 2. Auto Leveling
In the field of 3D printing, auto-leveling refers to the automatic compensation for the build plate’s leveling and Z-offset by the use of sensors and a leveling algorithm. After auto leveling, there should be a consistently fine distance between the build plate and the nozzle, which is crucial to the success and quality of print. An excellent auto-leveling system should let a 3D printer produce a wonderful first layer that adheres to the build plate firmly and evenly. If the first layer is unstable or weak, the print is likely to fall off or go skewed. To obtain an ideal first layer and ultimately a great final print, an accurate auto-leveling system is a must.
¶ 2.1 Hardware for Auto Leveling
¶ 2.1.1 Strain Sensors
K1 Max has four strain sensors embedded in the heatbed to sense the pressure given by the build plate above. They can detect the subtle unevenness in the surface of the build plate so that the printer can generate an accurate leveling mesh for auto compensation.

¶ 2.1.2 Nozzle
For K1 Max, the nozzle plays a vital role in auto leveling. It will move around to tap the build plate at different points (The build plate will rise many times to receive the taps). Upon each tap, all of the four strain sensors will be triggered to record a pressure value separately. Then, the variations in pressure values can be converted into the rises and falls in the surface of the build plate relative to a theoretical leveling plane.
¶ 2.1.3 Powerful CPU
The powerful CPU of K1 Max is able to regulate the sensors and command the actions of the build plate and the nozzle. It can also run algorithms efficiently to compare the data from strain sensors with a theoretical leveling plane, and then figure out the accurate values of leveling compensation. What’s more, it is powerful enough to apply such compensation values in real-time printing.
¶ 2.2 Algorithm for Leveling
The leveling algorithm of K1 Max can generate an accurate leveling mesh with data from the strain sensors so that the printer can compensate for subtle leveling defects in real-time printing. It enables consistent print quality even when the surface of the build plate is a little bumpy or slanting. With the algorithm, there is no need to fine-tune the leveling of the build plate by hands and eyes. The steps of the algorithm are as follows.
Acquire Data from Sensors
The nozzle moves around to tap the build plate at different points. Upon each tap, all of the four strain sensors under the plate will be triggered to record a pressure value separately.
Calculate the Unevenness
Based on the variations in pressure values, the printer can figure out the rises and falls or unevenness in the surface of the build plate relative to a theoretical leveling plane.
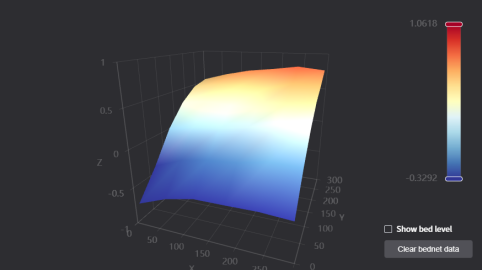
Generate a Leveling Mesh
With the data of unevenness, the printer then generates a mesh (two-dimensional array) of height values, where each value represents the rise or fall of the corresponding points on the build surface. You can find mesh after accessing the Web UI of K1 Max with its IP address in a browser.
Compensate for Leveling
Lastly, the leveling algorithm orders the build plate to rise and fall oppositely to offset any unevenness of the build plate while printing, or to put it in another way, constantly adjust the heights of the nozzle (printhead) relative to the build plate. This can keep a consistently fine distance between the nozzle and the build plate, thus ensuring the print quality.
¶ 3. AC-powered Bed Heating
K1 Max features AC-powered bed heating for precise heating control of the heatbed. It enables the filament to adhere to the surface of the build plate at a constant temperature.
Bed heating powered by AC (Alternating Current) is much more efficient than old-fashioned bed heating power by DC (Direct Current). The latter has to convert AC power to DC power for heating, and to do so incurs a considerable conversion loss of power and results in a low power factor. At the same time, as the DC power has a lower voltage, the overall heating power (Amps x Volts x Power Factor) is limited by the possibility of overcurrent. So the bed heating has to be done at a slow rate. This is a big demerit when a high-temperature heatbed is required to print filaments like ABS, ASA, etc.
The AC-powered bed heating can achieve a more uniform temperature distribution and a fast heating rate. It also allows for a wider range of temperatures fitting more types of filaments. To sum up, the AC bed heating offers a better user experience by improving the efficiency and quality of 3D printing,
Even better, K1 Max introduces intelligent voltage switching, which adapts the heatbed to 110V AC or 220V AC power input automatically. This means that users do not have to worry about voltage compatibility or make any adjustments to the voltage settings. It not only saves trouble and time but also makes the bed heating more reliable.
¶ 4. AI-assisted Troubleshooting
K1 Max adopts edge AI to keep track of and watch over the printing process so users don’t have to do it in person.
Edge AI is an AI method that performs data processing and decision-making on an IoT device locally. It doesn’t require any data to be sent to servers for processing. This offers several advantages, including real-time processing, privacy protection, and efficient use of network bandwidth.
The edge AI of K1 Max taps into the technologies of image recognition and processing, deep learning neural networks, and end-to-end learning. It can recognize any object on the printer’s build plate as long as the AI model is trained with relevant data input.
Image recognition and processing, as the core of the system, is an algorithm that analyzes images captured by a camera, and then locates and recognizes a target object therein. Like face recognition to security, this can be very powerful for 3D printing.
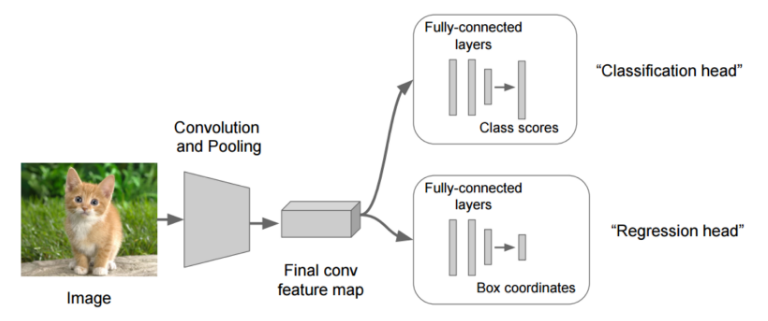
A deep learning neural network is an AI model that can understand patterns, shapes, and features progressively after constant iterations where the algorithm parameters and their weights are updated.
End-to-end learning is a technique of training the AI model to learn all the steps between the initial input phase and the final output result. All parts of the AI model are trained simultaneously instead of sequentially.
With edge AI, K1 Max has the ability to recognize print failures, foreign objects and more based on images captured by camera and data from sensors.
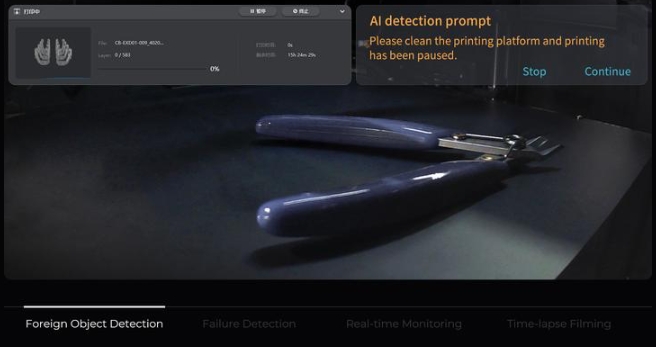
¶ 4.1 Foreign Object Detection
K1 Max features an AI camera that can detect any inadvertent object left on the build plate, such as scissors, scrapers, or screwdrivers, or 3D models already completed. Such unwanted objects, if not removed before the next print, may hit the printhead and cause damage to the printer. This can be avoided by foreign object detection effectively. Once a foreign object is detected, it will pause printing. Meanwhile, a notice will pop up on the screen and an alert will be sent to a connected phone or PC, so that users can decide whether to continue printing or not. This also prevents potential filament waste.
¶ 4.2 Spaghetti Detection
In some cases, the molten filament flowing out the nozzle may become a ball of messy lines as it fails to stick to the build plate or the previous layer, which is vividly called spaghetti by 3D printer users. Here are some situations where spaghetti failure may occur:
Model Collapse.
The model may partially or completely collapse in the process of printing when the supports are not adequate or the adhesion between layers is not strong enough. Where there is a collapse, the spaghetti failure tends to occur.
Support Structure Defect.
In order to print models with overhangs or bridges, it is often necessary to add reliable support structures. If the support structure is not reliable or the adhesion of the support structure is not strong enough, the supports may break or fail during printing, causing spaghetti failures.
Weak Adhesion Between Layers.
For FDM printing, one layer of filament needs to adhere to the previous layer to form a 3D model. Insufficient adhesion between layers may cause breaks, gaps, or voids in the model, and sometimes, spaghetti failures.
Temperature Issues.
Temperature control is crucial to the melting and hardening of filaments during 3D printing. If the nozzle temperature is too high or too low, the materials may melt insufficiently or unevenly, leading to bad surface quality or sometimes spaghetti failures.
Excessively Fast Printing speed.
If the printing speed is too fast, the filament may fail to fully melt or properly adhere, resulting in spaghetti failures.
To cope with spaghetti failures, the AI camera of K1 Max will capture pictures for analysis at regular intervals in the process of printing. Once a spaghetti failure is recognized, the printing will be suspended. Meanwhile, a notice will pop up on the screen and an alert will be sent to a connected phone or PC, so users can confirm whether to continue printing or not. Like foreign object detection, spaghetti detection not only reduces the waste of filaments but also prevents damage to the printer.
¶ 4.3 AI-assisted Pressure Advance
When a 3D printer creates a line, it often gets under-extrusion at the start point and over-extrusion at the end point, due to the latency of pressure change in the nozzle after the extruder has made a move to feed or retract the filament. This may result in bulged or broken corners of the printed model. So, a pressure advance (PA) value is required to advance the pressure in the nozzle a little bit. In practice, users usually need to calibrate the value by printing a complex test model first and observing it with the naked eye.
To make things simple, K1 Max introduces AI LiDAR for the pressure advance. It takes advantage of an end-to-end deep learning neural network and an attention mechanism similar to the selective visual attention of human beings. The whole process goes like this. K1 Max prints a simple zigzag test model. The AI LiDAR scans the test model to form a digital model. Algorithms analyze the key details relating to under-extrusion and over-extrusion by comparing the digital model to the original G-code file. Then, an optimal pressure advance (PA) value is applied to balance the extrusion at the start and end. All in all, the AI LiDAR can minimize over-extrusion and under-extrusion for best print quality automatically.